Изобретение относится к переработке пластмасс в- изделия и может быть использовано для изготовления длинномерных полых изделий методом литья род давлен-ием в машиностроении, в химической промышленности.
Цель изобретения - повышение производительности литьевой формы путем увеличения количества одновременно отливаемых изделий.
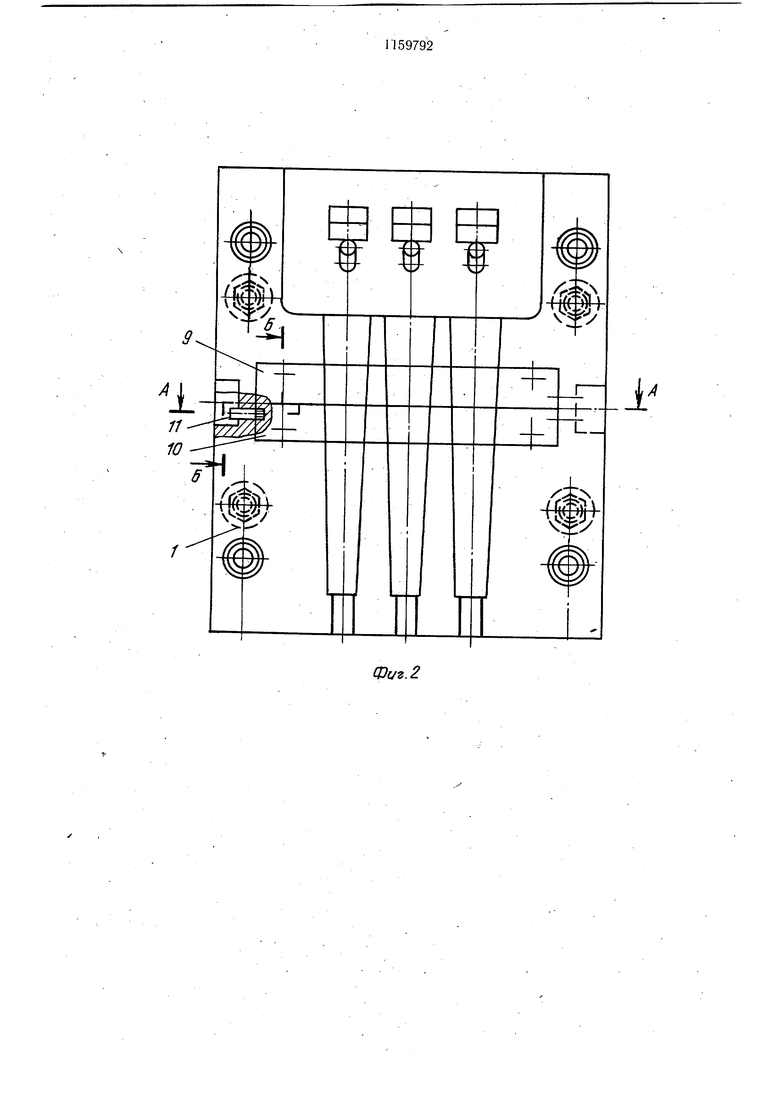
На фиг. 1 изображена литьевая форма в сомкнутом состоянии, продольный разрез; на фиг. 2 - вид на неподвижную полуформу со стороны плоскости разъема; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2.
Литьевая форма для изготовления длинномерных полых полимерных изделий содержит неподвижную полуформу 1 с наклонной колонкой 2, подвижную полуформу 3, в которой установлен вкладыш 4 с размеш,енным в нем ползуном 5, взаимодействующим с наклонной колонкой 2, формуюш,ий знак б с продольной осью, расположенной в плоскости разъема формы, шарнирно закрепленный в ползуне 5, плиты 7 системй выталкивания, на колонках 8 которой жестко закреплен вкладыш 4. В неподвижной полуформе 1 установлены клиновые литниковые вставки 9 и 10, смыкаюшиеся по плоскости, перпендикулярной продольной оси формующего знака б и плоскости разъема формы. В литниковых вставках 9 и 10 укреплены пальцы 11, размешенные в копирных пазах 12, выполненных в неподвижной полуформе 1, при этом литниковые вставки 9 и 10 подпружинены пружинами 13 в направлении подвижной полуформы 3.
Литьевая форма работает следующим образом.
После заполнения полимерным материалом оформляющей полости литьевую форму раскрывают. При этом наклонная колонка 2, взаимодействуя с ползуном 5, частично извлекает формующий знак б из внутренней полости изделия. Поскольку на формующем знаке б имеется конус, он полностью выходит из соприкосновения с внутренней поверхностью изделия. Одновременно с этим клиновые литниковые вставки 9 и 10 под действием пружин 13 выдвигаются из неподвижной полуформы 1. За счет взаимодействия пальцев 11 с копирными пазами 12 клиновые литниковые вставки 9 и 10 в начале выдвигаются
0 в сом нутом состоянии, а затем расходятся, освобождая литниковую систему. При дальнейшем перемещении подвижной части литьевой формы упор термопластавтомата приводит в движение плиты 7 системы выталкивания, а вместе с ней и вкладыш 4 с размещенным в ней ползуном 5 и формующим знаком б, который отделяет внешнюю поверхность изделия от оформляющей поверхности подвижной полуформы 3, после чего происходит самосброс изделия с формующего знака б
- При смыкании литьевой формы наклонная колонка 2, взаимодействуя с ползуном 5, выставляет последний и формующий знак б, в исходное положение, а подвижная полуформа 3, взаимодействуя с клиновыми литниковыми вставками 9 и 10, устанавливает
5 их в первоначальное положение заподлицо с неподвижной полуформой 1. Далее цикл повторяется. Предлагаемая конструкция литьевой формы обеспечивает более рациональное использование площади «зеркала формы, так как
0 позволяет располагать в оси симметрии формы еще одно отливаемое изделие. Кроме этого, наличие клиновых литниковых вставок, обеспечивающих расположение, разводящих литников в плоскости, перпендикулярной оси формующего знака и плоскости разъема
формы, позволяет по обе стороны от оси симметрии «зеркала формы располагать более чем по одному отливаемому изделию без существенного увеличения длины разводящих литников.
N
f li(T))i
JH
1
//
10
I
.N
i
//
X
x:
ш
$i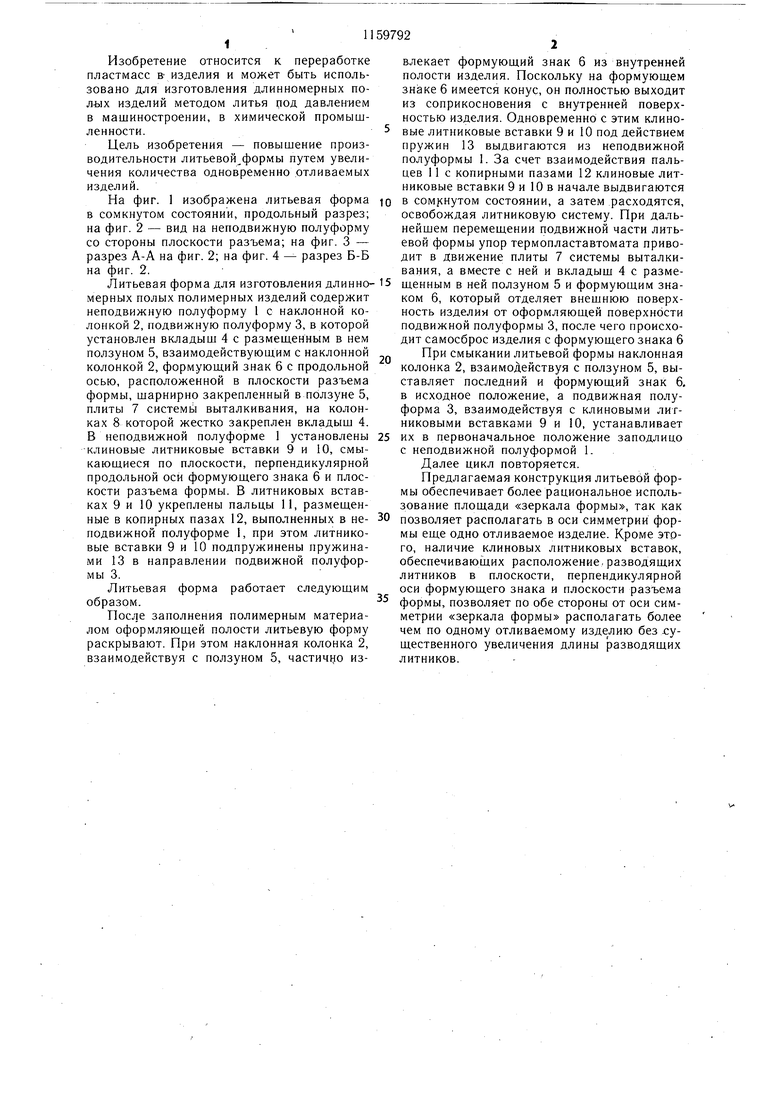
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма | 1976 |
|
SU596456A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1383650A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПОЛЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая подвижную и неподвижную полуформы, формующий знак, продольная ось которого расположена в плоскости разъема формы, и систему выталкивания, отличающаяся тем, что, с целью повыщения производительности литьевой формы путем увеличения количества одновременно отливаемых изделий, неподвижная полуформа снабжена двумя клиновыми литниковыми вставками с плоскостью их смыкания, перпендикулярной продольной оси формующего знака и плоскости разъема формы, причем литниковые вставки подпружинены в направлении подвижной полуформы и снабжены пальцами, размещенными в копирных пазах, которые выполнены в неподвижной полуформе. СО 01 со ;о 1чЭ
«7г/г.
| Литьевая форма для изготовления полых длинномерных изделий | 1976 |
|
SU592607A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма | 1978 |
|
SU763116A1 |
| Солесос | 1922 |
|
SU29A1 |
