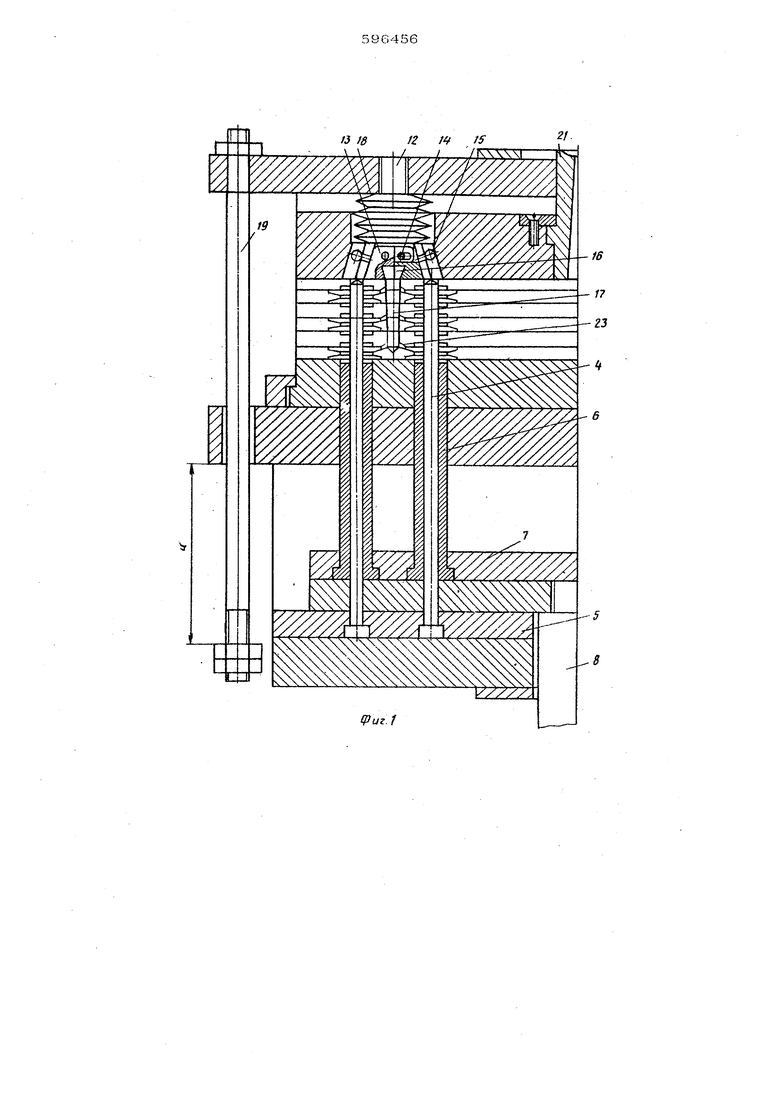
в неподвижной 10 ппите. Наа гшитой 10 распопагается ппита 11, в которую установ лены штыри-12 в сборе с клиновыми вклады шами 13, осями 14 и стержнями с гопопками 15. Вкладыши 13 располагаются в гнездах плиты 10; вкладыши выполнены с поднутрениями 16J расположенными над литником 17. Вкпадыши 13 удерживаются Б закрытом попожении предварительно сжат ми пружинами 18, Ппита 11 приводится в движение при помощи тяг 19 при -раскрытии формы. Плиты 7 выталкиватепей отводятся в исходное попожение толкателями 20, а ппита 11-пружиной 18. Материал через литниковую втупку 21, каналы 22, питник 17 и литниковые впуски 23 заполняет оформляю щие полости. Устройство работает следующим образом При перемещении плит машины в первый момент происходит разъем формы по плоскости разъема плиты 10 и ползунов 2, При этом выбираются зазоры между наклонными колонками 9 и отверстиями в ползунах 2. Происходит отрыв литниковой системы изде ЛИЙ. Далее наклонные ко ловки вступают в соприкосновение с ползунами 2 и происходит размыкание попуматриц. Отливки освобождаются от оформляющих поверхностей, оставаясь на знаках 4, Выбирается полностью зазор в за счет движения подвижной полуформы относительно неподвижной, При дальнейшем движении ПиИт питьевой машины ппита 3 упирается в гайки тяг 19 и за счет этого выбирает зазор между плитой 11 и плитой 10. При этом плиты 11, двигаясь поступательно, сжимают пружины 18, приводя в движение клиновые вкладыши 13. Вкпадьшаи 13 размыкаются, освобождая и сталкивая литниковую систему с плиты 10, Одновременно при движении подвижной части форму хвостовик 8 наталкивается на упор машины и изделия снимают со знаков 4. Рабочий цикл закончен. Использование предлагаемой формы позволяет повысить производительность труда и упростить удаление литниковой системы из нее. Формула изобретения Литьевая форма, содержащая неподвижную литниковую плиту с казмешенной в ней вставкой с поднутрением отрыва и удержания литника, подвижные плиты с фор мукяцнми полостями и литниковую систему, отли-чающаяся тем, что, с целью повышения надежности работы формы и упрощения удаления литниковой системы, вставка с поднутрением выполнена в виде разъемных клиновых вкладышей, подпружиненных в сторону разъема формы. Источники информации, принятые во внимание при экспертизе: 1 Иванов В, К. Конструирование авто 4атических литьевых форм для деталей из термопластов, изд,. Ленинградский дом научно-технической пропаганды 197О, с. 12-14. 2. Демин Е, Н,Механизация и автоматизация прессования изделий из пластмасс, Лениздат, с. 116-118.
/J 18tZ if J5
21.
{Риг.1
22 Ш
IPUI.Z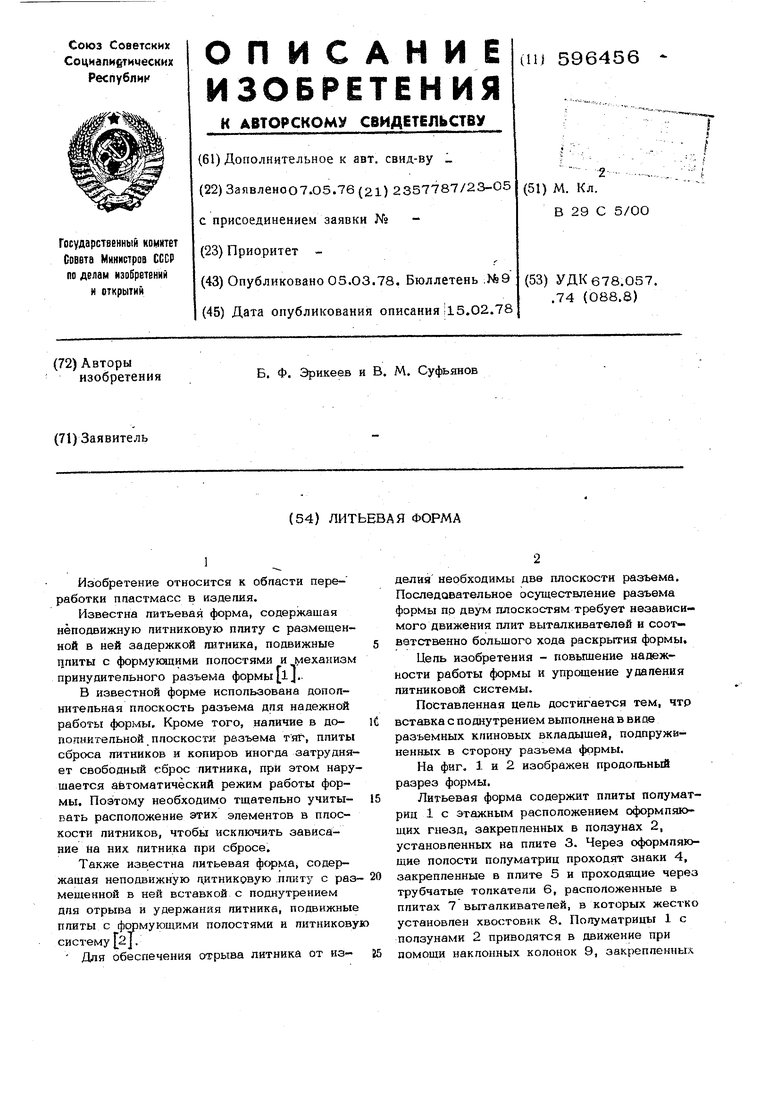

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1984 |
|
SU1159792A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |