Изобретение относится к переработке пластмасс, в частности к многогнездным литьевым формам для изготовления полимерных изделий с боковыми поднутрениями, и может быть использовано в машиностроеНИИ.
Цель изобретения - повышение производительности и упрощение конструкции формы.
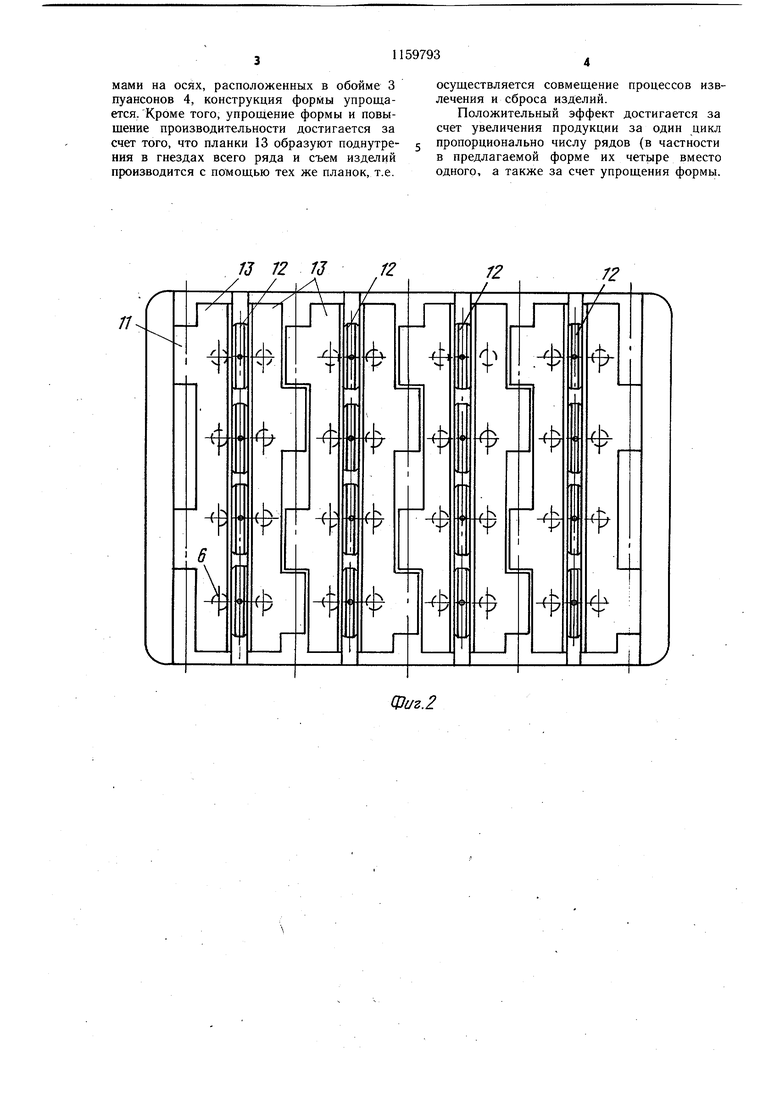
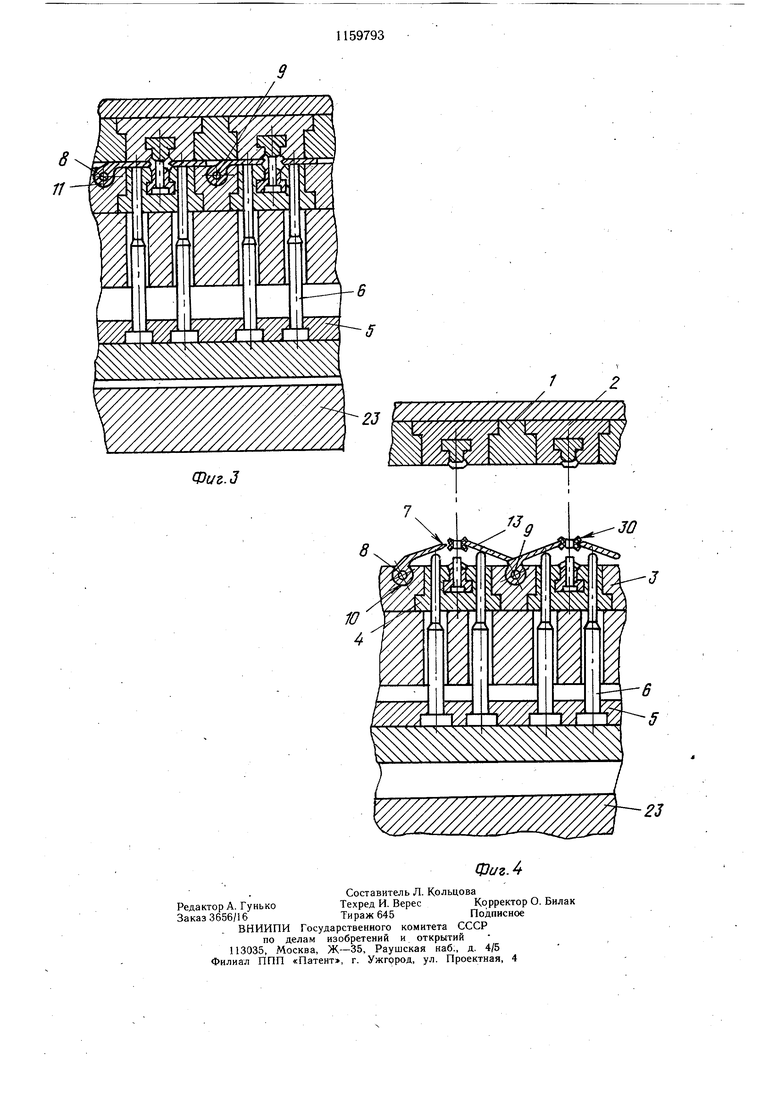
На фиг. 1 изображена предлагаемая форма, продольный разрез; на фиг. 2 - то же, вид на подвижную часть; на фиг. 3 - форма в сомкнутом состоянии, поперечный разрез; на фиг. 4 - то же, в разомкнутом соесостоянии.
Предлагаемая форма (фиг. 1-3) содержит неподвижную часть, включающую обойму 1 с матрицами 2 и подвижную часть, включающую обойму 3 с пуансонами 4, систему выталкивания в виде толкающей пли-. ты 5 и толкателей 6, взаимодействующих с поворотными боковыми знаками 7, укрепленными установленными параллельно плоскости разъема формы и щарнирно на осях 8 и 9 подвижной части формы. Оси 8 и 9 установлены в обойме 3 пуансонов 4. Обойма 3 имеет углубления 10, в которые входят бобышки 11 боковых знаков 7. Матрицы 2 и пуансоны 4 расположены так, что образуют ряды гнезд 12 (фиг. 2). Такое расположение гнезд позволило все боковые знаки 7 каждого ряда объединить в одну детальпланку 13. Благодаря тому, что боковые знаки 7 совершают только угловое движение, совмещенное с перемещением в сторону разъема формы, число рядов гнезд 12 может быть неограниченно и определяется объемом впрыска машины, например на фиг. I и 2 этих рядов четыре, но может быть и больще.
При количестве рядов гнезд 12 более двух объединенные планками 13 боковые знаки 7 смежных рядов гнезд 12 расположены на одной оси 9, что уменьшает габариты формы.
Обойма 1 установлена с возможностью ограниченного перемещения на колонках
14,жестко закрепленных в неподвижной опорной плите 15. Между опорной плитой
15,в которой размещены держатели 16 литников и литниковая втулка 17, и обоймой 1 размещены ограниченно подвижная плита 18 с ограничителями 19 хода и подпружиненными толкателями 20 и плита 21, в которой выполнены распределительные литниковые каналы 22.
Обойма 3 с пуансонами 4 жестко связана с подвижной опорной плитой 23 через промежуточную плиту 24 и брусья 25. Последние образуют пространство для системы выталкивания, которая находится под воздействием пружины 26.
Обойма I матриц 2 перемещается на заданное расстояние с помощью рычагов 27, копиров 28 и ограничителей 29.
Работа формы осуществляется следующим образом.
В сомкнутом состоянии формы планки 13 зажаты между обоймами 1 и 3, а боковые знаки 7 находятся в гнездах 12. Через литниковую втулку 17 и литниковые каналы 22 плиты 21 расплав подается в гнезда
12и после охлаждения форма раскрывается. При раскрытии обойма 1 матриц 2 совершает с помощью рычагов 27 ограниченное перемещение, в ходе которого в результате соответствующего взаимодействия плиты 18 и 21, держателей 16, литников, ограничителей 19 происходит отрыв и сброс литников. При дальнейшем движении происходит главный разъем между обоймами 1 и 3, при этом отливки 30 удерживаются на пуансонах 4 боковыми знаками 7.
В конце хода разъема толкатели 6 перемещают поворотные планки 13 с боковыми знаками 7, которые перемещаются в сторону матриц 2 и при этом поворачиваются на заданный угол. Совокупностью этих движений боковые знаки 7 снимают отливки с пуансонов 4 и, освобождая поднутрение в отливках 30, сбрасывают их.
Таким образом, при выходе из поднутрений в данной конструкции боковым знакам 7 не нужно совершать поперечных перемещений, при этом отпадает необходимость в раздвижных полуматрицах и шиберах, кроме того, боковые знаки размещены в пределах толкающей плиты, благодаря чему появляется возможность в расположении неограниченного количества рядов гнезд
12,а следовательно, производительность формы возрастает пропорционально росту числа гнезд.
Объединение всех боковых знаков 7 каж дого ряда гнезд 12 одной планкой 13 и уста новка планок 13, образующих поднутрения, в смежных рядах гнезд 12 на одной оси 9 уменьшает габариты формы и упрощает ее конструкцию.
при смыкании формы пружина 26 перемещает толкатели 6 и освобождает планки
13,которые под собственным весом занимают вертикальное положение. Форма приходит в исходное положение и готова к новому циклу.
Благодаря -тому, что боковые знаки 7, оформляющие боковые поднутрения, выполнены за одно целое с поворотньши планками
13и взаимодействуют с толкателями 6, появилась возможность увеличить число отливаемых за один цикл деталей, т. е. повысить производительность одновременно, поскольку планка 13 с боковыми знаками 7 поворотны и располагаются между обоймами на осях, расположенных в обойме 3 пуансонов 4, конструкция формы упрощается. Кроме того, упрощение формы и повышение производительности достигается за счет того, что планки 13 образуют поднутрения в гнездах всего ряда и съем изделий производится с помощью тех же планок, т.е.
осуществляется совмещение процессов извлечения и сброса изделий.
Положительный эффект достигается за счет увеличения продукции за один цикл пропорционально числу рядов {в частности в предлагаемой форме их четыре вместо одного, а также за счет упрощения формы.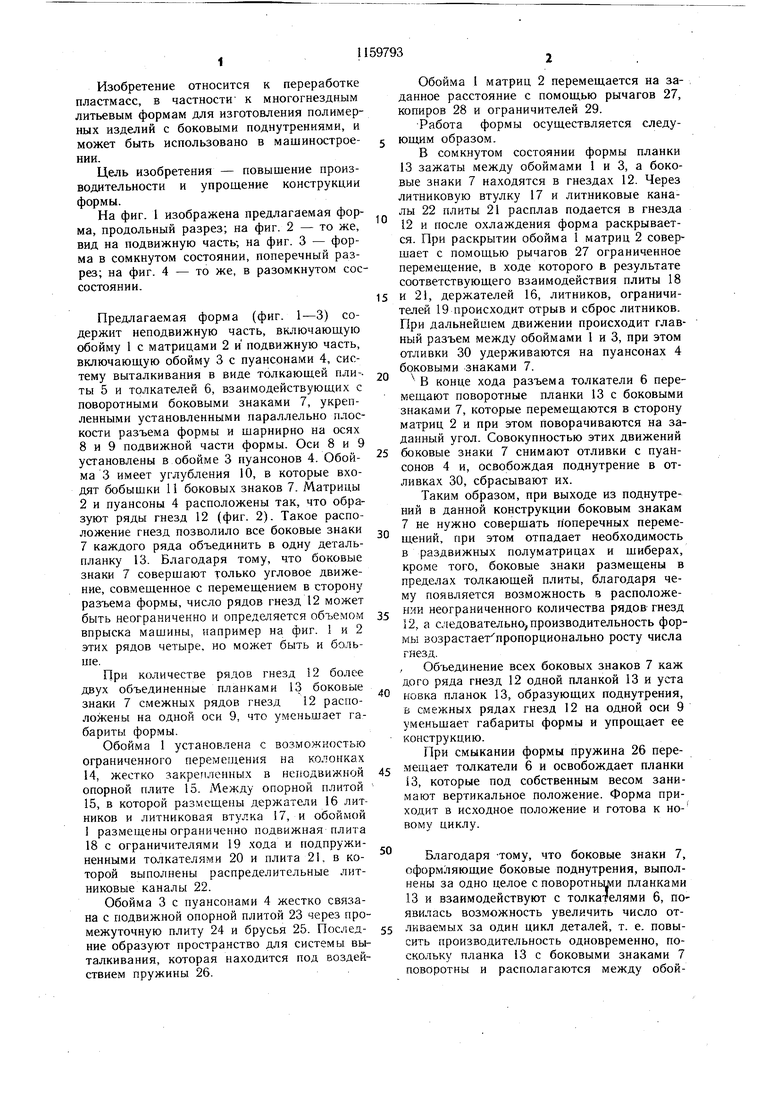
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1987 |
|
SU1463498A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма для изготовления деталей с поднутрениями | 1984 |
|
SU1199648A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
1. ФОРМА ДЛЯ ЛИТЬЯ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ, содержащая подвижную часть с обоймой пуансонов, систему выталкивания, выполненную в виде толкающей плиты с толкателями, закрепленными на ней, боковые знаки, шарнирно смонтированные с возможностью поворота на подвижной части формы, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции формы, боковые знаки установлены в обойме пуансонов параллельно плоскости разъема формы и смонтированы с возможностью взаимодействия с торцами толкателей. 2.Форма по п. 1, отличающаяся тем, что боковые знаки каждого ряда гнезд расположены на одной планке. 3.Форма по пп. 1 и 2, отличающаяся тем, что боковые знаки смежных рядов гнезд расположены на одной оси.
/J 72 Г J12
12
Г2
Ц(/г.2
| Литьевая форма | 1974 |
|
SU585991A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1977 |
|
SU647125A1 |
| Солесос | 1922 |
|
SU29A1 |
