Изобретение относится к переработке пластмасс, в частности к области переработки термопластичных материалов методом литья под давлением в литьевые формы, и может быть использовано в машиностроении.
Цель изобретения - повышение надежности и расширение технологических возможностей литьевой формы.
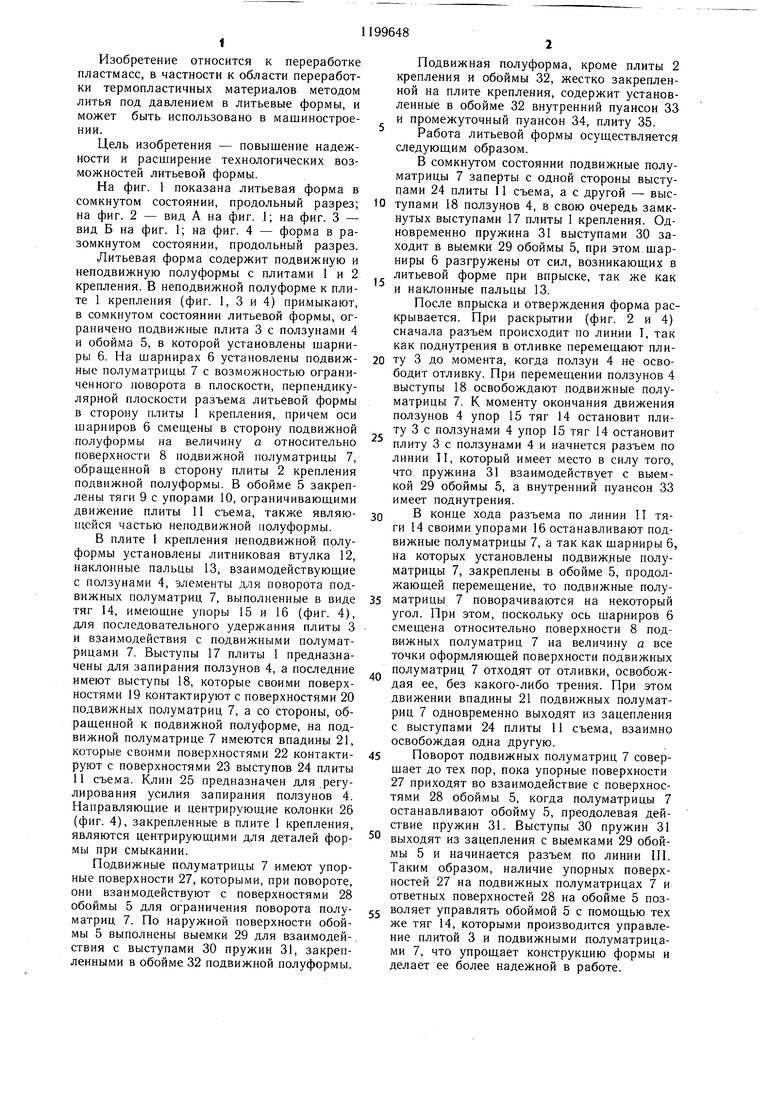
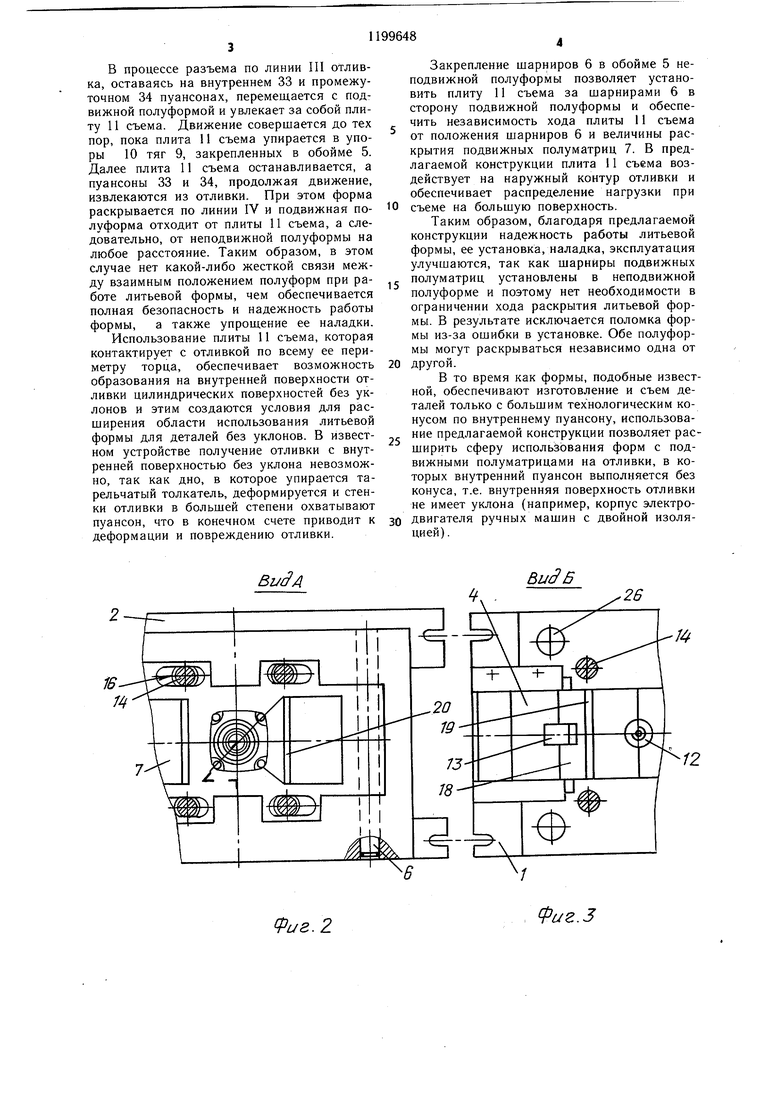
На фиг. 1 показана литьевая форма в сомкнутом состоянии, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - форма в разомкнутом состоянии, продольный разрез.
Литьевая форма содержит подвижную и неподвижную полуформы с плитами 1 и 2 крепления. В неподвижной полуформе к плите 1 крепления (фиг. 1, 3 и 4) примыкают, в сомкнутом состоянии литьевой формы, ограничено подвижные плита 3 с ползунами 4 и обойма 5, в которой установлены шарниры 6. На шарнирах 6 установлены подвижные полуматрицы 7 с возможностью ограниченного поворота в плоскости, перпендикулярной плоскости разъема литьевой формы в сторону плиты 1 крепления, причем оси шарниров 6 смеш,ены в сторону подвижной .полуформы на величину а относительно поверхности 8 подвижной полуматрицы 7, обращенной в сторону плиты 2 крепления подвижной полуформы. В обойме 5 закреплены тяги 9 с упорами 10, ограничиваюшими движение плиты 11 съема, также являющейся частью неподвижной полуформы.
В плите 1 крепления неподвижной полуформы установлены литниковая втулка 12, наклонные пальцы 13, взаимодействующие с ползунами 4, элементы для поворота подвижных полуматриц 7, выполненные в виде тяг 14, имеющие упоры 15 и 16 (фиг. 4), для последовательного удержания плиты 3 и взаимодействия с подвижными полуматрицами 7. Выступы 17 плиты 1 предназначены для запирания ползунов 4, а последние имеют выступы 18, которые своими поверхностями 19 контактируют с поверхностями 20 подвижных полуматриц 7, а со стороны, обращенной к подвижной полуформе, на подвижной полуматрице 7 имеются впадины 21, которые своими поверхностями 22 контактируют с поверхностями 23 выступов 24 плиты 11 съема. Клин 25 предназначен для регулирования усилия запирания ползунов 4. Направляющие и центрирующие колонки 26 (фиг. 4), закрепленные в плите 1 крепления, являются центрирующими для деталей формы при смыкании.
Подвижные полуматрицы 7 имеют упорные поверхности 27, которыми, при повороте, они взаимодействуют с поверхностями 28 обоймы 5 для ограничения поворота полуматриц 7. По наружной поверхности обоймы 5 выполнены выемки 29 для взаимодей-. ствия с выступами 30 пружин 31, закрепленными в обойме 32 подвижной полуформы.
Подвижная полуформа, кроме плиты 2 крепления и обоймы 32, жестко закрепленной на плите крепления, содержит установленные в обойме 32 внутренний пуансон 33 и промежуточный пуансон 34, плиту 35.
Работа литьевой формы осуществляется следующим образом.
В сомкнутом состоянии подвижные полуматрицы 7 заперты с одной стороны выступами 24 плиты 11 съема, а с другой - выступами 18 ползунов 4, в свою очередь замкнутых выступами 17 плиты 1 крепления. Одновременно пружина 31 выступами 30 заходит в выемки 29 обоймы 5, при этом щарниры 6 разгружены от сил, возникающих в литьевой форме при впрыске, так же как и наклонные пальцы 13.
После впрыска и отверждения форма раскрывается. При раскрытии (фиг. 2 и 4} сначала разъем происходит по линии I, так как поднутрения в отливке перемещают плиту 3 до момента, когда ползун 4 не освободит отливку. При перемещении ползунов 4 выступы 18 освобождают подвижные полуматрицы 7. К моменту окончания движения ползунов 4 упор 15 тяг 14 остановит плиту 3 с ползунами 4 упор 15 тяг 14 остановит плиту 3 с ползунами 4 и начнется разъем по линии II, который имеет место в силу того, что пружина 31 взаимодействует с выемкой 29 обоймы 5, а внутренний пуансон 33 имеет поднутрения.
0 В конце хода разъема по линии II тяги 14 своими упорами 16 останавливают подвижные полуматрицы 7, а так как шарниры 6, на которых установлены подвижные полуматрицы 7, закреплены в обойме 5, продолжающей перемещение, то подвижные полуматрицы 7 поворачиваются на некоторый угол. При этом, поскольку ось шарниров 6 смещена относительно поверхности 8 подвижных полуматриц 7 на величину а все точки оформляющей поверхности подвижных полуматриц 7 отходят от отливки, освобождая ее, без какого-либо трения. При этом движении впадины 21 подвижных полуматриц 7 одновременно выходят из зацепления с выступами 24 плиты 11 съема, взаимно освобождая одна другую.
5 Поворот подвижных полуматриц 7 совершает до тех пор, пока упорные поверхности 27 приходят во взаимодействие с поверхностями 28 обоймы 5, когда полуматрицы 7 останавливают обойму 5, преодолевая действие пружин 31. Выступы 30 пружин 31
выходят из зацепления с выемками 29 обоймы 5 и начинается разъем по линии III. Таким образом, наличие упорных поверхностей 27 на подвижных полуматрицах 7 и ответных поверхностей 28 на обойме 5 позволяет управлять обоймой 5 с помощью тех же тяг 14, которыми производится управление плитой 3 и подвижными полуматрицами 7, что упрощает конструкцию формы и делает ее более надежной в работе.
В процессе разъема по линии III отливка, оставаясь на внутреннем 33 и промежуточном 34 пуансонах, перемещается с подвижной полуформой и увлекает за собой плиту 11 съема. Движение совершается до тех пор, пока плита 11 съема упирается в упоры 10 тяг 9, закрепленных в обойме 5. Далее плита 11 съема останавливается, а пуансоны 33 и 34, продолжая движение, извлекаются из отливки. При этом форма раскрывается по линии IV и подвижная полуформа отходит от плиты 11 съема, а следовательно, от неподвижной полуформы на любое расстояние. Таким образом, в этом случае нет какой-либо жесткой связи между взаимным положением полуформ при работе литьевой формы, чем обеспечивается полная безопасность и надежность работы формы, а также упрощение ее наладки.
Использование плиты 11 съема, которая контактирует с отливкой по всему ее периметру торца, обеспечивает возможность образования на внутренней поверхности отливки цилиндрических поверхностей без уклонов и этим создаются условия для расширения области использования литьевой формы для деталей без уклонов. В известном устройстве получение отливки с внутренней поверхностью без уклона невозможно, так как дно, в которое упирается тарельчатый толкатель, деформируется и стенки отливки в большей степени охватывают пуансон, что в конечном счете приводит к деформации и повреждению отливки.
Фиг.г
Закрепление шарниров 6 в обойме 5 неподвижной полуформы позволяет установить плиту 11 съема за шарнирами 6 в сторону подвижной полуформы и обеспенить независимость хода плиты 11 съема от положения шарниров 6 и величины раскрытия подвижных полуматриц 7. В предлагаемой конструкции плита I1 съема воздействует на наружный контур отливки и обеспечивает распределение нагрузки при
съеме на большую поверхность.
Таким образом, благодаря предлагаемой конструкции надежность работы литьевой формы, ее установка, наладка, эксплуатация улучшаются, так как щарнйры подвижных
полуматриц установлены в неподвижной полуформе и поэтому нет необходимости в ограничении хода раскрытия литьевой формы. В результате исключается поломка формы из-за ошибки в установке. Обе полуформы могут раскрываться независимо одна от
другой.
В то время как формы, подобные известной, обеспечивают изготовление и съем деталей только с большим технологическим конусом по внутреннему пуансону, использование предлагаемой конструкции позволяет расширить сферу использования форм с подвижными полуматрицами на отливки, в которых внутренний пуансон выполняется без конуса, т.е. внутренняя поверхность отливки не имеет уклона (например, корпус электродвигателя ручных машин с двойной изоляцией).
Фие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1186516A1 |
| Литьевая форма для пластмасс | 1986 |
|
SU1391922A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Форма для литья пластмасс под давлением | 1983 |
|
SU1159793A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для пластмасс | 1986 |
|
SU1361002A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1063612A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЯМИ, содержащая подвижную полуформу, неподвижную полуформу с плитой крепления, подвижные полуматрицы, смонтированные на шарнирах с возможностью ограниченного поворота в плоскости, перпендикулярной плоскости разъема литьевой формы, в направлении плиты крепления неподвижной полуформы и элементы для поворота полуматриц, установленные в плите крепления неподвижной полуформы, отличающаяся тем, что, с целью повышения надежности и расширения технологических возможностей литьевой формы, она снабжена обоймой, смонтированной на неподвижной полуформе с возможностью перемещения относительно нее при помощи соединения с подвижной полуформой, шарниры подвижных полуматриц установлены в обойме неподвижной полуформы со смещением их осей относительно поверхности полуматриц jg в сторону подвижной полуформы, а элемен- ты для поворота полуматриц выполнены в виде тяг с упорами для взаимодействия с полуматрицами.
| Дубов К | |||
| X | |||
| Литьевые формы для деталей из термопластов | |||
| М.: ЦНИИТЭстроймаш, 1978, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Там же, с | |||
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
| Способ получения кодеина | 1922 |
|
SU178A1 |
