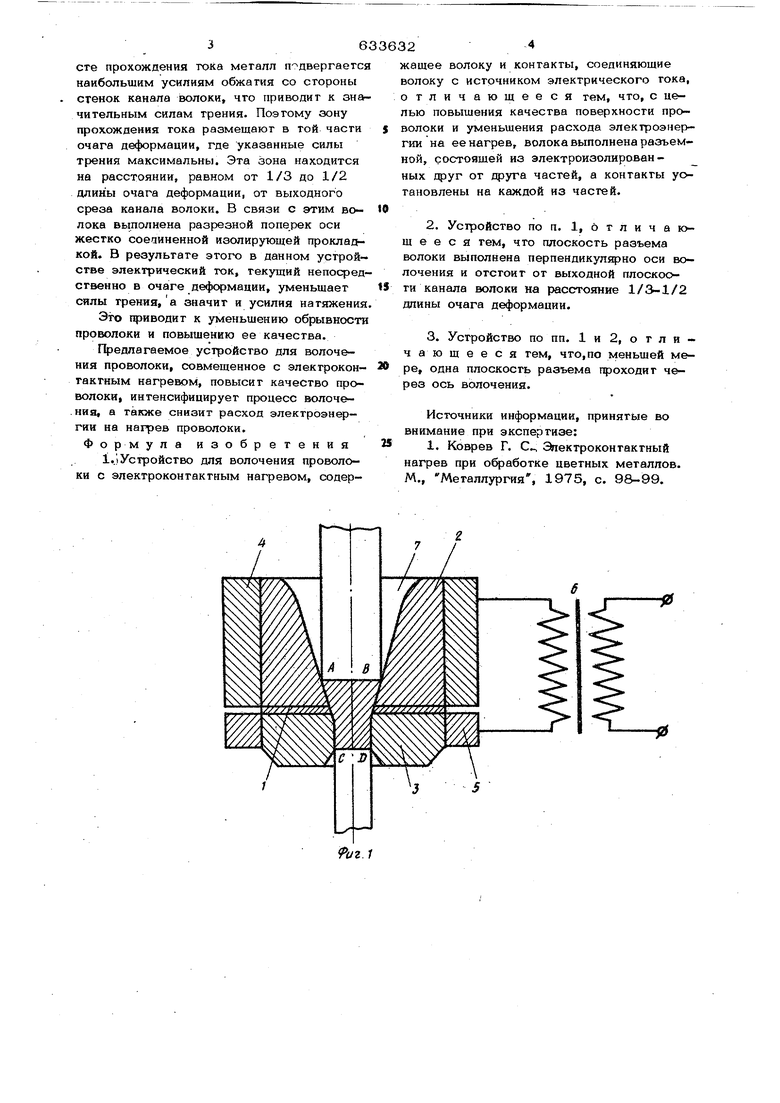
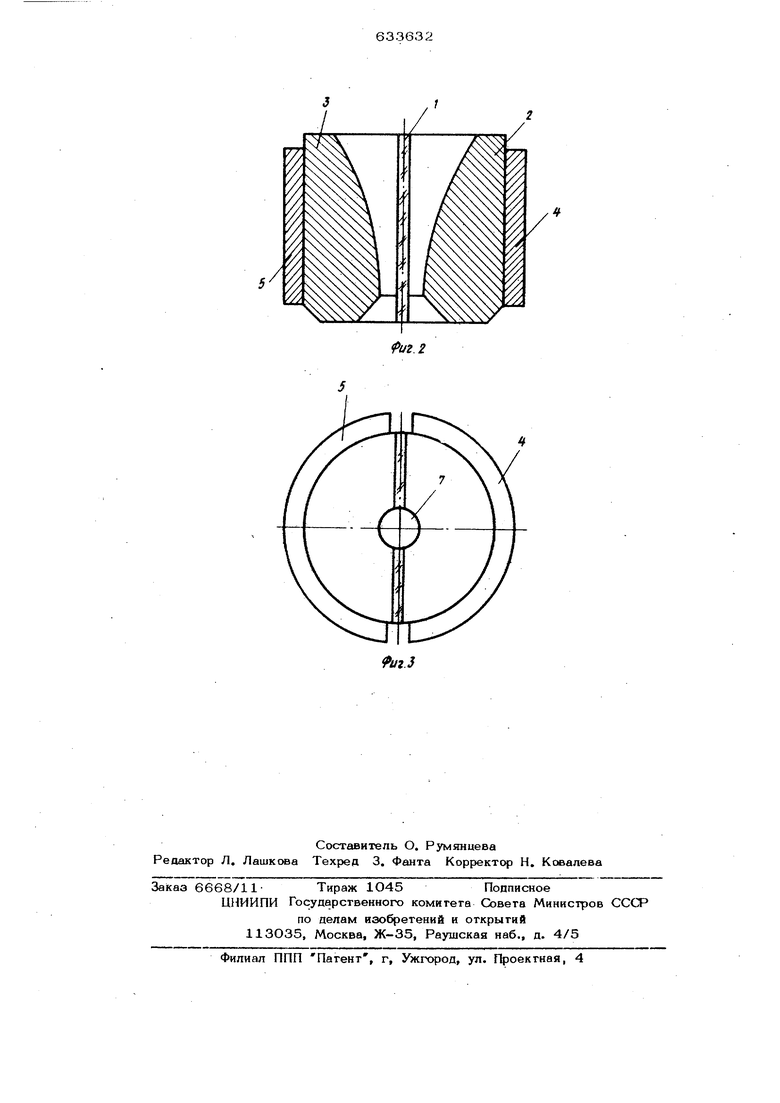
сте прохождения тока металл п: двергается наибольшим усилиям обжатия со стороны стенок канала волоки, что приводит к значительным силам трения. Поэтому зону прохождения тока размещают в той части очага деформации, где указанные силы тренкя максимальны. Эта зона находится на расстоянии, равном от 1/3 до 1/2 длины очага деформации, от выходного среза канала волоки. В связи с этим волока выполнена разрезной поперек оси жестко соединенной изолирующей прокладкой. В результате этого в данном устройстве электрический ток, текущий непосред ственно в очаге деформации, уменьшает силы трения,а значит и усилия натяжения Это приводит к уменьшению обрывности проволоки и повышению ее качества. Предлагаемое устройство для волочения проволоки, совмещенное с электрокон- тактным нагревом, повысит качество проволоки, интенсифицирует процесс волоче. ния, а также снизит расход электроэнергии на нагрев проволоки. Формула изобретения i..iУстройство для волочения проволоки с электроконтактным нагревом, содер62 жашее волоку и контакты, соединяющие волоку с источником электрического тока, отличающееся тем, что, с целью повышения качества поверхности проволоки и уменьшения расхода электроэнергии на ее нагрев, волока выполнена разъемной, состоящей из электроизолированных щ)уг от друга частей, а контакты установлены на каждой из частей. 2.Устройство по п. 1, 6 т л и ч а ющ е е с я тем, что плоскость разъема волоки выполнена перпендикулярно оси волочения и отстоит от выходной плоскости канала волоки на расстояние 1/3-1/2 длины очага деформации. 3.Устройство по пп. 1и 2, отличающееся тем, что, по меньшей мере, одна плоскость разъема проходит через ось волочения. Источники информации, принятые во внимание при экспертизе: 1. Коврев Г. С. Эпектроконтактный нагрев при обработке цветных металлов. М., Металлургия, 1975, с. 98-99.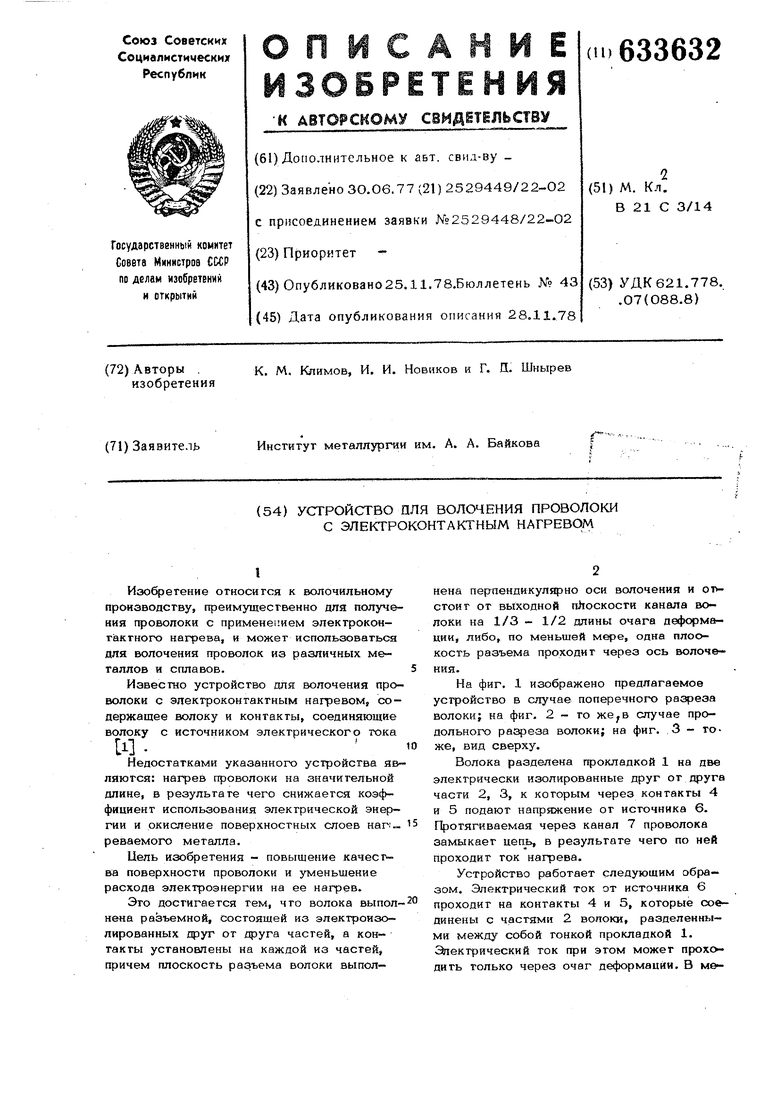
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| Волока | 1987 |
|
SU1454533A1 |
| Способ подготовки к волочению проволоки для армирования железобетонных конструкций | 1982 |
|
SU1103922A1 |
| Способ многократного волочения изделий с электроконтактным нагревом и изделие, изготовленное таким способом | 2019 |
|
RU2707054C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 2000 |
|
RU2197543C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| Устройство для волочения проволоки с электроконтактным нагревом | 1983 |
|
SU1161211A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2537635C1 |
Of
