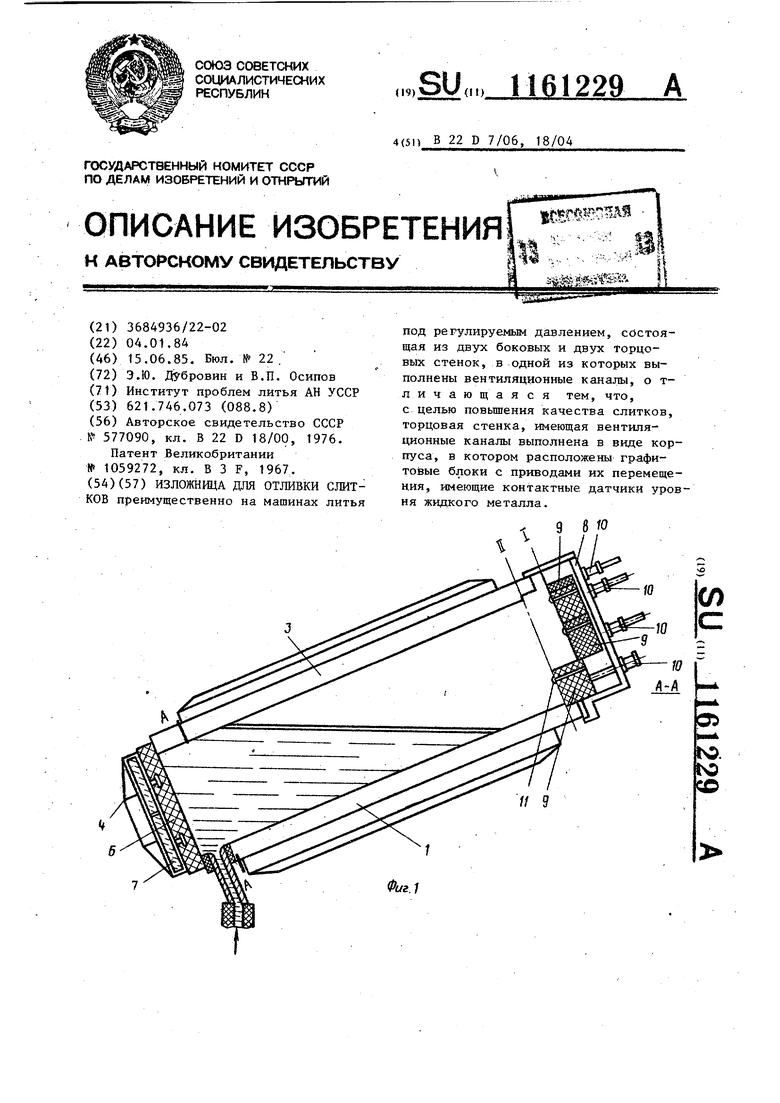
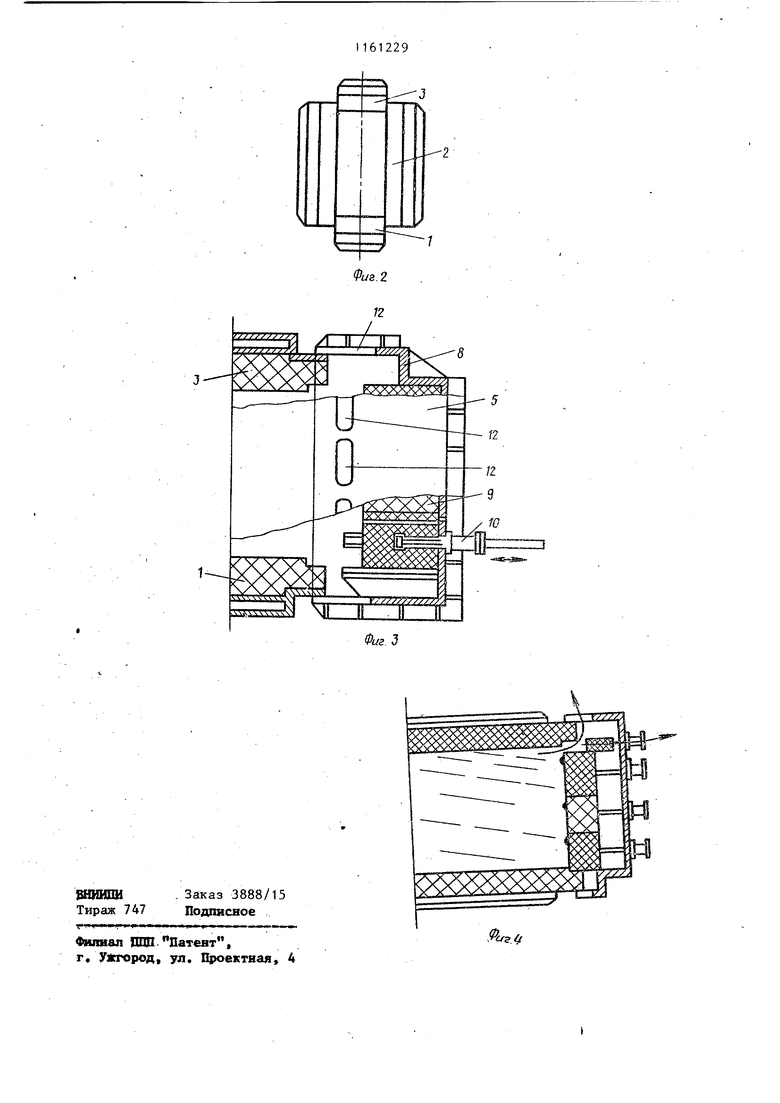
Изобретение относится к области литейного производства, преимущест венно к литью под регулируемым дав лением в постоянные формы. Цель изобретения - повышение ка чества слитков путем улучшения условий вентиляции изложницы. На фиг. 1 представлена изложница для отливки слитков; на фиг, 2 разрез А-А на фиг. 1; на фиг. 3 торцовая стенка изложницы; на фиг изложница в рабочем положении (в момент окончания заливки). Изложница состоит из стенок: опорной 1, двух боковых 2, верхней 3 и торцовых 4 и 5. Торцовая стенка 4 выполнена в виде водоохлаждаемого металлического корпуса футерованного графитовыми блоками 7. Изложница снабжена механизнами для перемещения стенок (не показаны). Торцовая стенка 5 выполнена в виде корпуса 8, в котором расположены графитовые блоки 9с приводами 10 их перемещения. Графитовые блоки 9 снабжены контактными датчиками 11 уровня жидкого металла. стенках корпуса 8 выполнены отверс тия 12 для удаления воздуха из полости изложницы. Количество блоков 9 определяется размерами рабочей полости изложницы и режимом ра ливки. Так, для отливки слябов размером 140 8806000 мм в изложницу, установленную под углом 15 к горизонту, количество блоков 4. Отливка слитков осуществляется следующим образом. Перед началом разливки производят подготовку и сборку изложницы, т.е. очистку рабочих поверхностей, нанесение защитного покрытия. Подвижные блоки 9 находятся в исходном положении I (фиг. 1). После подачи сжатого воздуха (газа) в камеру давления машины (не -показана) и одновременно с появлением жидкого металла в полости изложницы подается сигнал на перемещение нижнего блока 9, который к моменту подхода зеркала металла к торцовой стенке 5 должен находиться в рабочем положении II (фиг. 1). На этом этапе разливки эвакуация воздуха и газовиз полости изложницы осуществляется через полностью открытую торцовую стенку 5. По достижении жидким металлом нижнего датчика уровня 11 и его срабатывания подается сигнал на начало перемещения следующего блока в рабочее положение II и т.д. до окончания всего процесса разливки. При необходимости обработки жидкого металла через свободное пространство торцовой стенки 5 с помощью специальных штанг на зеркало металла могут быть введены различные инокуляторы в виде дроби, лигатуры и т.д. Для полного вывода воздуха и газов в момент окончания разливки верхний блок 9 выполняют в виде пластины толщиной 15-20 мм, а скорость разливки на этом этапе во избежание возможных захлестов струи и переливов жидкого металла после срабатывания последнего (верхнего) датчика 11 резко снижают до 0,05 0,1 м/мин. После установки последнего блока в рабочее положение производят выдержку металла в изложнице под избыточным давлением или отсечку в канале литникового хода. После затвердевания слитка производят разборку изложницы.. 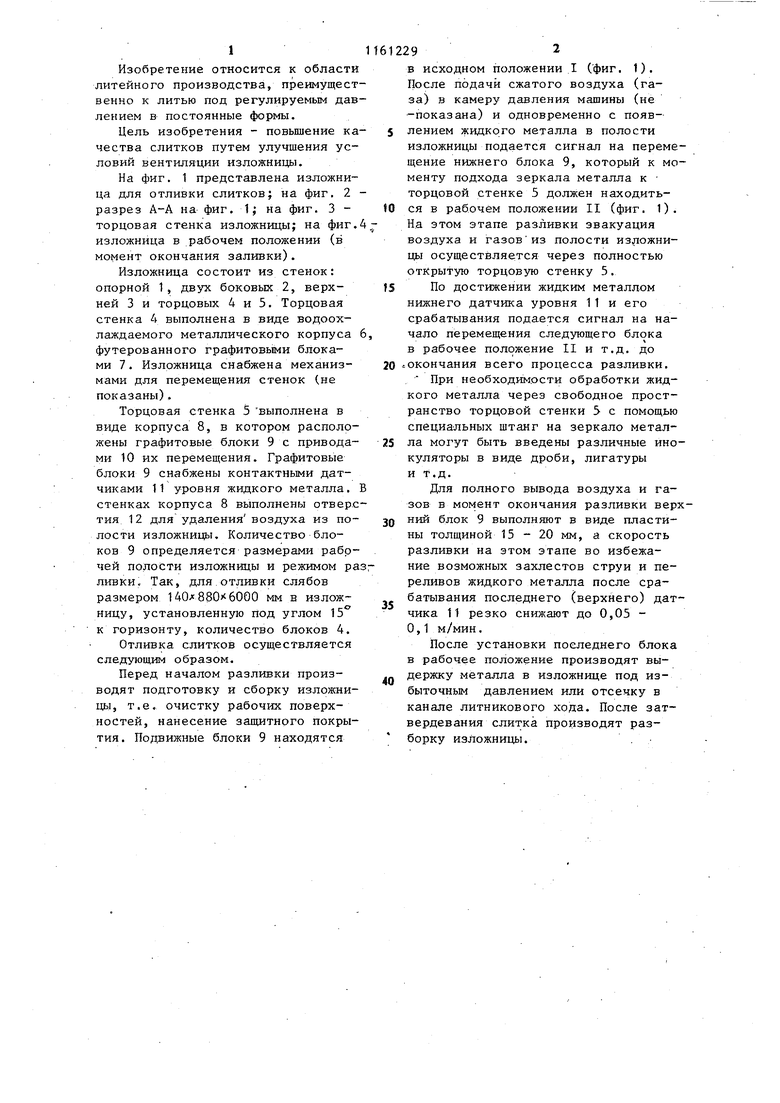
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для литья заготовок под регулируемым давлением | 1976 |
|
SU577090A1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1996 |
|
RU2104117C1 |
| Способ разливки металла | 1979 |
|
SU831286A1 |
| Форма для отливки прямоугольных слитков | 1974 |
|
SU495145A1 |
| Изложница для разливки стали | 1983 |
|
SU1131591A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2022687C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОМПЛЕКТ | 1993 |
|
RU2043831C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОРИЗОНТАЛЬНОГО СЛИТКА | 2004 |
|
RU2277996C1 |
| Вкладыш для поддона изложницы | 1983 |
|
SU1199439A1 |
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ преимущественно на машинах литья под регулируемьвд давлением, состоящая из двух боковых и двух торцовых стенок, в одной из которых выполнены вентиляционные каналы, о тличающаяся тем, что, с целью повышения качества слитков, торцовая стенка, имеющая вентиля ционные каналы выполнена в виде корпуса, в котором расположены графитовые блоки с приводами их перемещения, имеющие контактные датчики уровня жидкого металла.