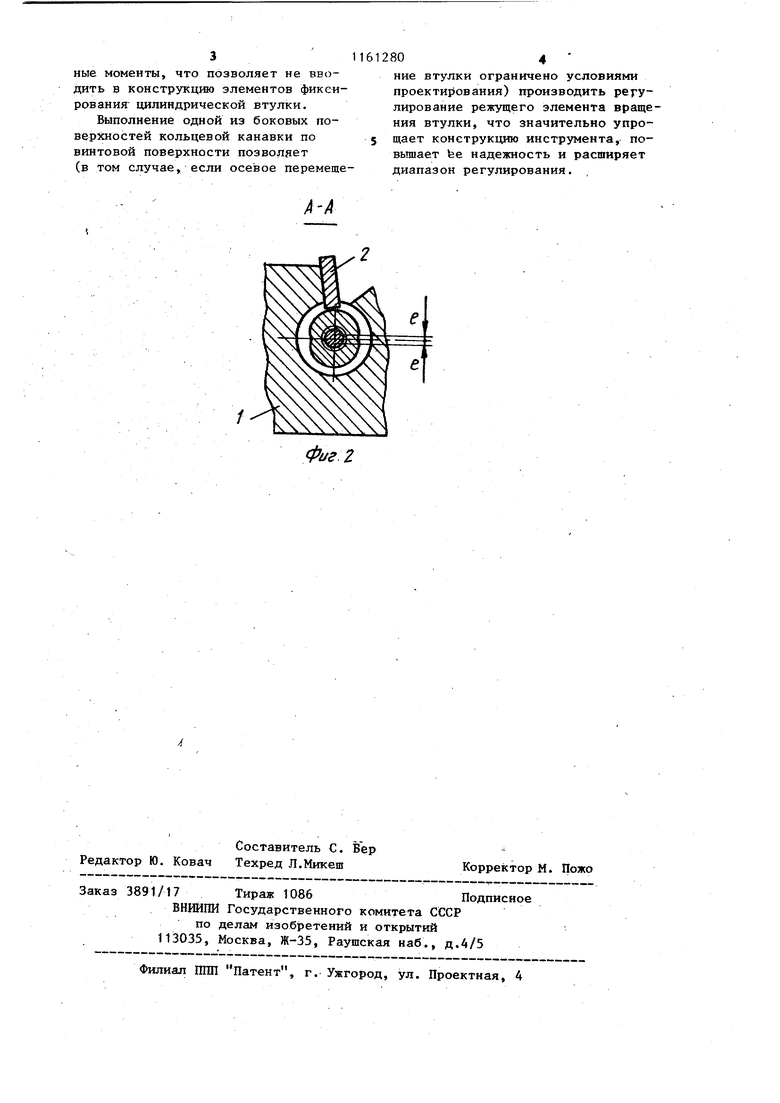
Изобретение относится к металлообработке и может.быть использовано при проектировании режущих инструментов. Известен режущий инструмент, содержащий корпус и режущие элементы, каждый из которых установле на регулирующем элементе, имеющем эксцентричные опорные поверхности Cl .. Известная конструкция сложна в изготовлении и имеет пониженную жесткость из-за наличия большого числа сопрягаемых поверхностей, а также вследствие конструктивных особенностей не может быть использована для широкого диапазона диаметров инструмента. Цель изобретения - упрощение конструкции, повьппение ее надежности и расщирение диапазона регулирования . Указанная цель достигается тем что в режущем инструменте, содержа щем корпус и режущие элементы, каж дый из которых установлен на регулирующем элементе , имеющем эксцент ричные опорные поверхности, регули рующий элемент установлен с возмож ностью осевого перемещения и снабжен кольцевой канавкой, а эксцентричные опорные поверхности выполнены на боковых поверхностях кольцевой канавки. Боковые поверхности кольцевой к навки смещены одна относительно др гой на 180°. , Кроме того, одна из поверхносте кольцевой канавки выполнена винтовой. На фиг. 1 схематично изображена конструкция торцовой фрезы с элементами регулирования; на фиг. 2 разрез А-А на фиг. 1. Фреза состоит из корпуса 1, режущих пластин 2, установленных в к пусе посредством элементов 3 крепления . Базовые опорные поверхности режущих пластин 2 контактируют с кольцевой канавкой 4 цилиндрической втулки 5, установленной в от верстие корпуса 1.. Боковые поверхности 6 и 7 канав ки 4 выполнены эксцентричными с эксцентриситетом t и смещены одна относительно другой на 180. Поверхность 7 может быть выполнена в товой. 0 2 Осевое перемещение цилиндрической втулки 5 вдоль ее оси обеспечивается винтом 8, установленным в резьбовое отверстие втулки, торец винта 8 контактирует с корпусом 1. Поворот цилиндрической втулки 5 относительно ее оси осуществляется посредством внутреннего щестигранника 9.. Для регулирования положения режущей пластины 2 изготовлена торцовая фреза, в отверстие корпуса 1 которой установлены цилиндрические втулки 5, боковые поверхности 6 и 7 кольцевой канавки 4 выполнены эксцентричными с эксцентриситетом 0. 0,7 мм. Поверхности 6 и 7 смещены одна относительно другой на 180 , при этом поверхность 7 выполнена винтовой с переменньм шагом. При вращении винта 8 за счет контакта его Торца с корпусом 1 втулка 5 получала осевое перемещение и проводилось радиальное перемещение относительно оси фрезы режущей пластины 2, которое составило 1 мм. За счет вьшолнения боковой поверхности 7 винтовой при вращении втулки 5 посредством шестигранного ключа, установленного в отверстие, перемещение режущего элемента относительно- торцовой плоскости составило 1,4 мм.; .Положение режущего элемента относительно корпуса при регулировании контролировалось индикатором. Цо окончании регулирования, обеспечив акицего допустимые величины торцового и радиального биения, режущая пластина 2- была закреплена посредством элементов 3 крепления. Регулирование положения режущего элемента производится только изменением положения цилиндрической втулки, что удобно при эксплуатации . Смещение.боковых поверхностей кольцевой канавки одна относительно другой на 180 С исключает возможность проворачивания втулки под Действием сил резания, так как в точках контакта базовых поверхностей цилиндрической втулки и режущего элемента,, к второму приложена возникающая сила резания, создаются крутящие противоположно направленные моменты, что позволяет не вводить в конструкцию элементов фиксирования цилиндрической втулки.
Выполнение одной из боковых поверхностей кольцевой канавки по винтовой поверхности позволяет (в том случае, если осевое перемеще
- д-д
11612804
ние втулки ограничено условиями проектирования) производить регУ лирование режущего элемента вращения втулки, что значительно упрощает конструкцию инструмента, повьшает be надежность и расширяет диапазон регулирования.
Фиг 2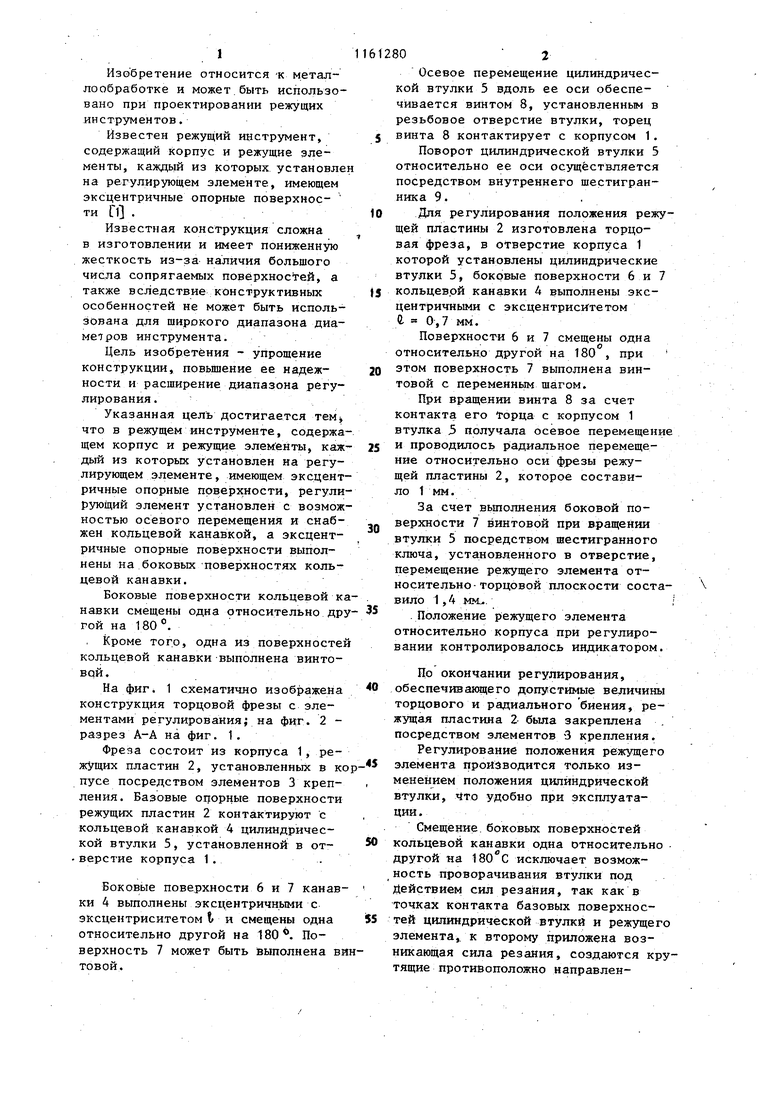
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1987 |
|
SU1484479A1 |
| Торцово-цилиндрическая фреза | 1991 |
|
SU1757791A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 2002 |
|
RU2245747C2 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Торцовая ступенчатая фреза | 1989 |
|
SU1720810A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ | 2000 |
|
RU2211750C2 |
| Дисковая фреза | 1989 |
|
SU1701439A1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
1. РЕЖУЩИЙ ИНСТРУМЕНТ, содержащий корпус и режущие элементы, каждый из которых установлен на регулирукяцем элементе, имеющем эксцентричные опорные поверхности, отличающийся тем, что, с целью упрощения конструкции ре- . 1СЕСОЮЗЙАЯ ЙАТ2НГЯе- -ij ТЕХНИЧЕСиАЙ ЯБШОТЕКА гулирующии элемент установлен с возможностью осевого перемещения и снабжен кольцевой канавкой, а эксцентрично опорные поверхности выполнены на боковых поверхностях кольцевой канавки. 2.Инструмент по п. 1, отличающийся тем, что, с целью повышения надежности конструкции, боковые поверхности кольцевой канавки смещены одна относительно другой на 180. 3.Инструмент по п. 1, отличающийся тем, что, с целью расширения диапазона регулирования, одна из поверхностей кольцевой канавки вьтолнена винтовой. СО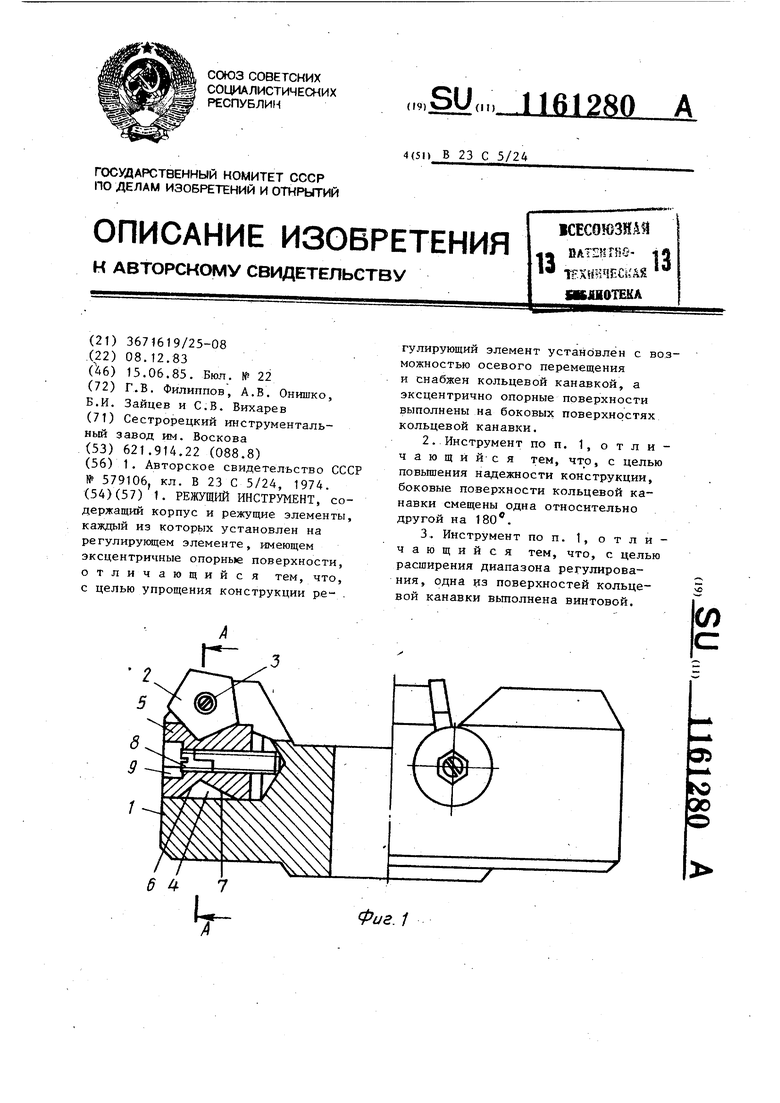
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фреза | 1974 |
|
SU579106A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
