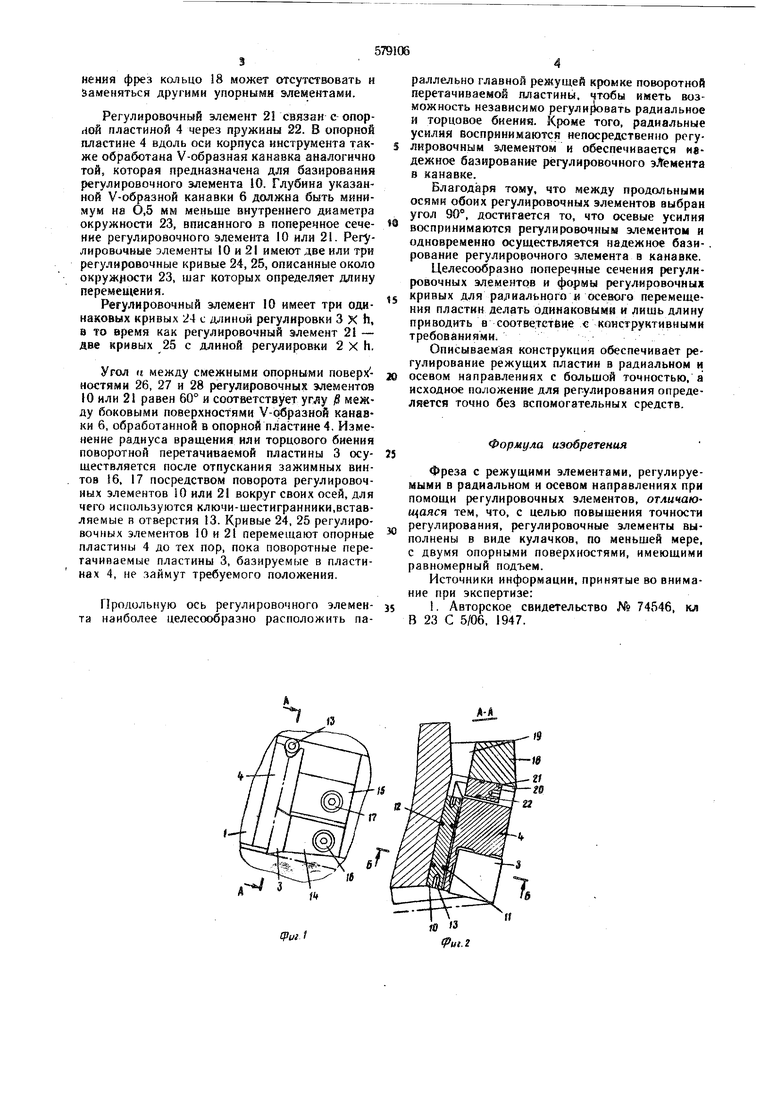
Из)6ретение относится к металлообработке.. Известны , у которых режущие элементы установлены с возможностью регулирования в осевом и радиальном направлениях при помощи регулировочных элементов jl. Такая фреза имеет недостаточно высокую точность регулирования. Цель изобретения - повышение точности регулирования режущих элементов. Это достигается тем, что регулировочные элементы пре.длагаемой фрезы выполнены в виде кулачка, по меньшей мере, с двумя опорными поверхностями, имеющими равномерный подъем. а фиг. 1 изображена (частично) описываемая фреза; нв фиг. 2 - сечение А--А фиг. 1; ив фиг. 3 - сечение Б - Б фиг. 2; ка фиг. 4 - регулировочный элемент с тремя опорными поверхностями в исходном и конечном положениях; на фиг. 5-то же, с двумя опорными поверхностями. В корпусе 1 инструмента выполнены пазы 2, предназначенные для установки поворотных перетачиваемых 3 и опорных 4 пластин. В опорных пластинах 4 имеются выемки 5. служапже для точного базирования пов)ротных перетачиваемых иластнн 3. Пластниы 4 выгголнены плос конараллельными. я нижней стороне опорной пластины 4 выполнены V-образиые канавки 6, боковые стороны 7 и 8 которой образуют определенный угол. В канавках 6 между пластинами 4 и опорной поверхностью 9 корпуса 1 расположены радиальные регулировочные элементы 10, которые соединяются с опорными пластинами 4 посредством пружин И и 12. Благодаря этому регулировочные элементы 10 не могут выйти из опорных нластин 4. Пружины I 1 и 12 выполнены кольцевыми таким образом, что регулировочный элемент 10 может поворачиваться, если к нему прикладывается крутящий момент через отверстие 13, предназначенное для ключа. Усилие пружин 11 н 12 подобрано таким, что регулировочный элемент 10 не изменяет своего положения, если в демонтированном состояний нв него действуют небольшие внешние силы. Опорная пластина 4 так же как и поворотная перетачиваемая пластина 3 закрепляется клиньями 14, 15 посредством зажимных винтов 16, 17. Для определения положения поворотных перетачиваемых пластин 3 в осевом направлен ин на корпусе 1 выполнено кольцо 18, которое закрывает с одной стороны базирующие назы 2 снаружи окнй 19, и образует упорную поверхность 20 для осевых регулировочных элементов 21. При определенных формах испрлнения фрез кольцо 8 может отсутствовать и изменяться другими упорными элементами.
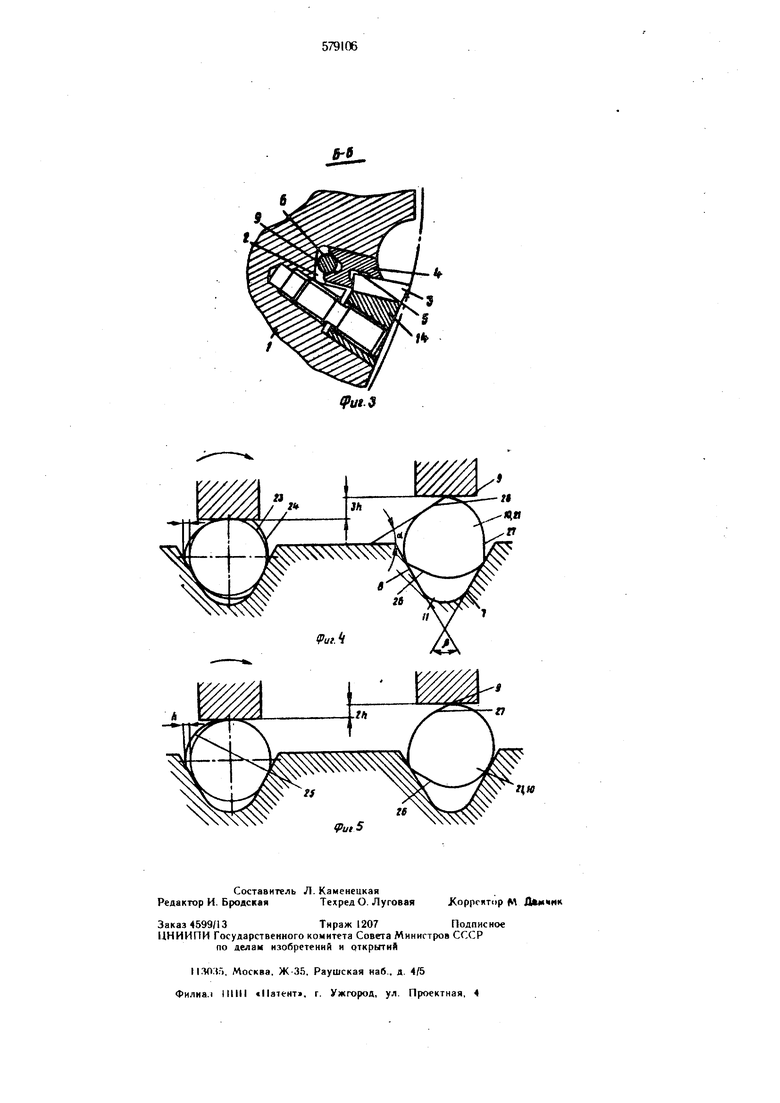
Регулировочный элемент 2 связан с опораой пластиной 4 через пружины 22. В опорной пластине 4 вдоль оси корпуса инструмента также обработана V-образная канавка аналогично той, которая предназначена для базирования регулировочного элемента 10. Глубина указанной V-образной канавки 6 должна быть минимум на О,5 мм меньше внутреннего диаметра окружности 23, вписанного в поперечное сечение регулировочного элемента 10 или 21. Регулировочные элементы 10 и 21 имеют две или три регулировочные кривые 24, 25, описанные около окружности 23, шаг которых определяет длину перемещения.
Регулировочный элемент 10 имеет три одинаковых кривых 24 с длиной регулировки 3 X h, в to время как регулировочный элемент 21 - две кривых 25 с длиной регулировки 2 X h.
Угол ч между смежными опорными поверхностями 26, 27 и 28 регулировочных элементов Ю или 2 равен 60° и соответствует углу ft между боковыми поверхностями V-сюразной канавки 6, обработанной в опорной пластине 4. Изменение радиуса вращения или торцового биения поворотной перетачиваемой пластины 3 осуществляется после отпускания зажимных винтов 16, 17 посредством поворота регулировочных элементов 10 или 21 вокруг своих осей, для чего используются ключи-шестигранники,вставляемые в отверстия 13. Кривые 24, 25 регулировочных элементов 10 и 21 перемещают опорные пластины 4 до тех пор, пока поворотные перетачиваемые пластины 3, базируемые в пластинах 4, не займут требуемого положения.
Продольную ось регулировочного элемента наиболее целесообразно расположить параллельно главной режущей кромке поворотной перетачиваемой пластины, чтобы иметь возможность независимо регули{ овать радиальное и торцовое биения. Кроме того, радиальные усилия воспринимаются непосредственно рогу5 лировочным элементом и обеспечивается ивдежное базирование регулировочного э.ЙГемента в канавке.
Благодаря тому, что между продольными осями обоих регулировочных элементов выбран угол 90°, достигается то, что осевые усилия воспринимаются регулировочным элементом и одновременно осуществляется надежное базирование регулировочного элемента в канавке. Целесообразно поперечные сечения регулировочных элементов и формы регулировочных
кривых для радиального и осевого перемещения пластин делать одинаковыми и лишь длину приводить в соответстбие ; конструктивными требованиями.
Описываемая конструкция обеспечивает регулирование режущих пластин в радиальном и
осевом направлениях с большой точностью, а исходное положение для регулирования определяется точно без вспомогательных средств.
Формула изобретения
Фреза с режущими элементами, регулируемыми в радиальном и осевом направлениях при помощи регулировочных элементов, отличающаяся тем, что, с целью повышения точности
регулирования, регулировочные элементы выполнены в виде кулачков, по меньшей мере, с двумя опорными поверхностями, имеющими равномерный подъем.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 74546, кл В 23 С 5/06, 1947.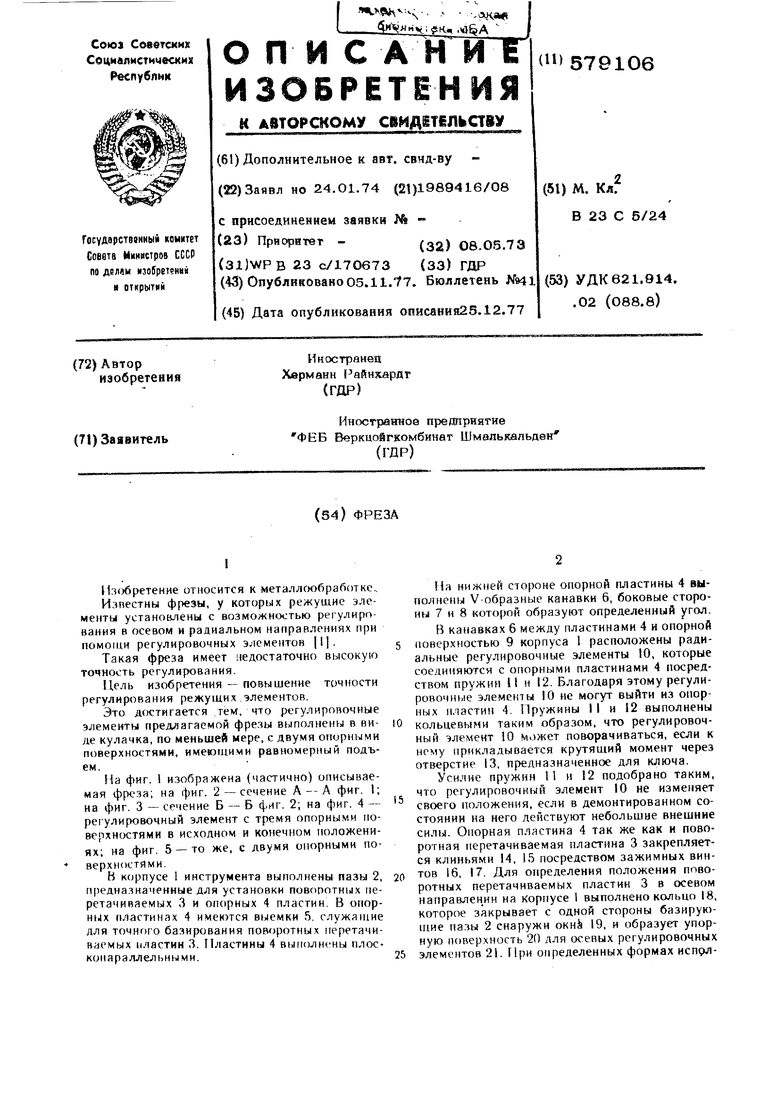
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза для особо тонкой обработки | 1979 |
|
SU958041A1 |
| Фреза | 1990 |
|
SU1779486A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ, ИМЕЮЩИЙ МЕХАНИЗМ РЕГУЛИРОВАНИЯ В ДВУХ НАПРАВЛЕНИЯХ | 2009 |
|
RU2493942C2 |
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| Торцовая фреза | 1982 |
|
SU1158306A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ТОРЦОВАЯ ФРЕЗА | 1995 |
|
RU2087272C1 |
| Торцовая ступенчатая фреза | 1989 |
|
SU1720810A1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
,-W 3
cpui.1
