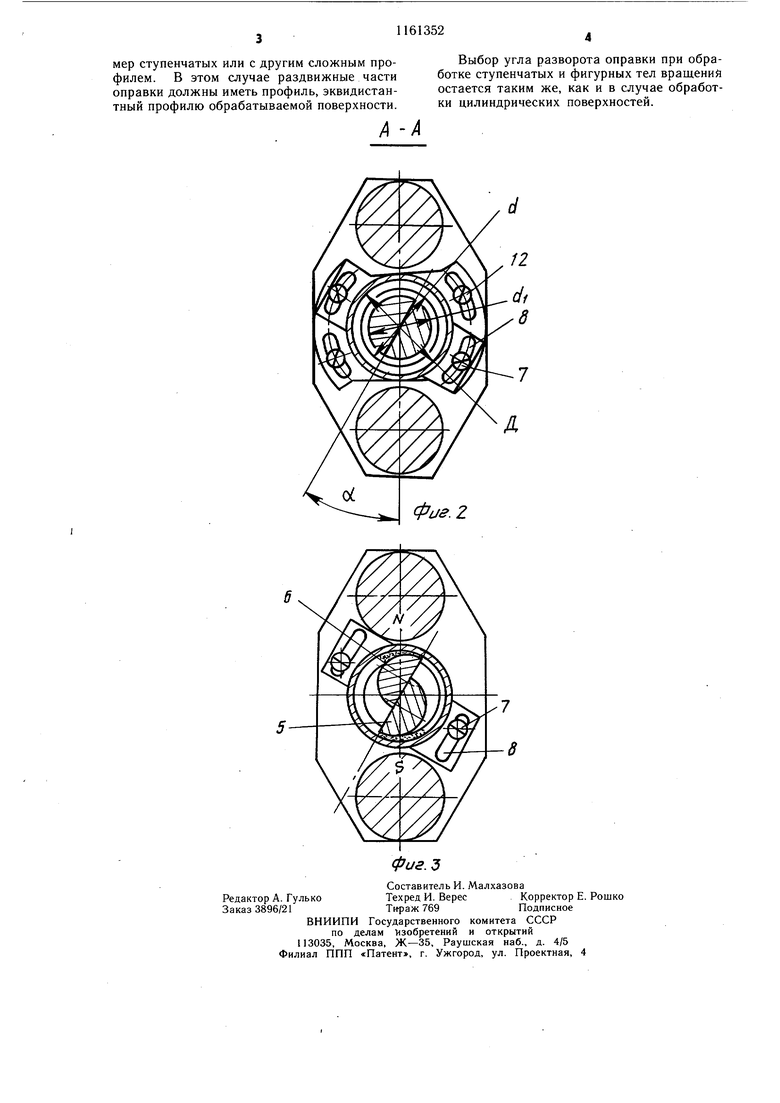
Изобретение относится к машиностроению, в частности к устройствам для магнитно-абразивной обработки внутренних поверхностей деталей типа тел вращения. Целью изобретения является расширение технологических возможностей устройства, т. е. обеспечение возможности обработки внутренних поверхностей деталей, диаметр которых превышает диаметр входного отверстия за счет использования раздвижной ступенчатой оправки, концентрируюш,ей магнитный поток в зоне обработки при раздвижении частей оправки в направлении обрабатываемой поверхности. Такая оправка может применяться в устройствах для магнитно-абразивной обработки деталей типа тел враш,ения с различной формой полюсных наконечников. На фиг. 1 изображено устройство с цилиндрическими полюсными наконечниками в нерабочем положении в момент введения оправки в деталь; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - оправка в рабочем положении для устройства с постоянным углом разворота плоскости соприкосновения ее частей. Устройство состоит из магнитопровода 1, электромагнитных катушек 2, сердечников 3, на концах которых установлены полюсные наконечники 4. На магнитопроводе 1 закреплена оправка из магнитопроводного материала, состояш,ая из двух частей 5 и 6, выполненных в виде ступенчатых полуцилиндров, установленных с возможностью взаимного смещения по плоскости их соприкосновения и фиксации в таком положении при помощи винтов 7, находяшихся в пазах 8. Сердечники 3 и привод их вращения (не показан) связаны между собой при помощи ремня 9. Обрабатываемая деталь 10 имеет входное отверстие (горловину) диаметром d, меньшим внутреннего обрабатываемого диаметра D. Диаметр оправки d в нерабочем положении меньще диаметра d. Известно, что обработка в магнитном поле ферропорошком поверхностей деталей типа тел вращения происходит в зоне между полюсными наконечниками и деталью на участке, ограниченном некоторой дугой цилиндра. При этом наиболее интенсивно обработка идет в плоскости, проходящей через оси детали и полюсных наконечников, в случае если рабочие поверхности полюсных наконечников имеют форму цилиндра либо плоскости. Поэтому для осуществления наиболее производительной обработки детали желательно обеспечить эквидистантное расположение магнитопроводной оправки ко всему участку, где происходит резание материала. Зона обработки изменяется главным образом в зависимости от соотнощения размеров диаметров обрабатываемой поверхности и полюсных наконечников, от величины рабочих зазоров. При малой величине полюсных наконечников и рабочих зазоров и большом диаметре обрабатываемой детали дуга зоны обработки мала и стремится к нулевым значениям. При больщих рабочих зазорах и больших диаметрах полюсных наконечников и относительно малом диаметре обрабатываемой детали зона резания обычно не превыщает 30 угл. град. Следовательно, для обработки деталей при различных соотнощениях размеров диаметров обрабатываемой поверхности и полюсных наконечников необходимо обеспечить возможность разворота плоскости соприкосновения частей оправки относительно полюсных наконечников на угол 0° Для этого устройства может быть снабжено, например, плитой 11, имеющей ось поворота, совпадающую с осью детали 10. Раздвижные части 5 и 6 оправки в этом случае крепятся к плите 11 и разворачиваются совместно с ней на заданный угол оС. Плита 11 фиксируется на магнитопроводе 1 в нужном положении винтами 12. Устройство работает следующим образом. Деталь 10 закреплена в патроне токарного станка (не показан). Во внутреннюю полость детали засыпан магнитно-абразивный порощок и введена оправка. Затем части 5 и 6 оправки смещаются по плоскости их соприкосновения и устанавливаются с рабочим зазором по отнощению к обрабатываемой поверхности. При необходимости оправка разворачивается на нужный угол. При включении электромагнитных катущек 2 наводится магнитный поток в электромагнитной системе. Магнитный поток замыкается между полюсами через магнитопроводную оправку. Магнитно-абразивный порошок силами магнитного поля прижимается к обрабатываемой поверхности детали 10. При помощи ремня 9 от привода вращаются полюсные наконечники 4, а деталь 10 вращается в патроне токарного станка, при этом магнитно-абразивный порошок обрабатывает внутреннюю поверхность детали 10. Для уменьшения сопротивления прохождению магнитного потока воздушный зазор сокращается передвижением отдельных частей 5 и 6 оправки в направлении обрабатываемой поверхности. Устройство можно использовать не только для обработки цилиндрических поверхностей, но и для других тел вращения, напри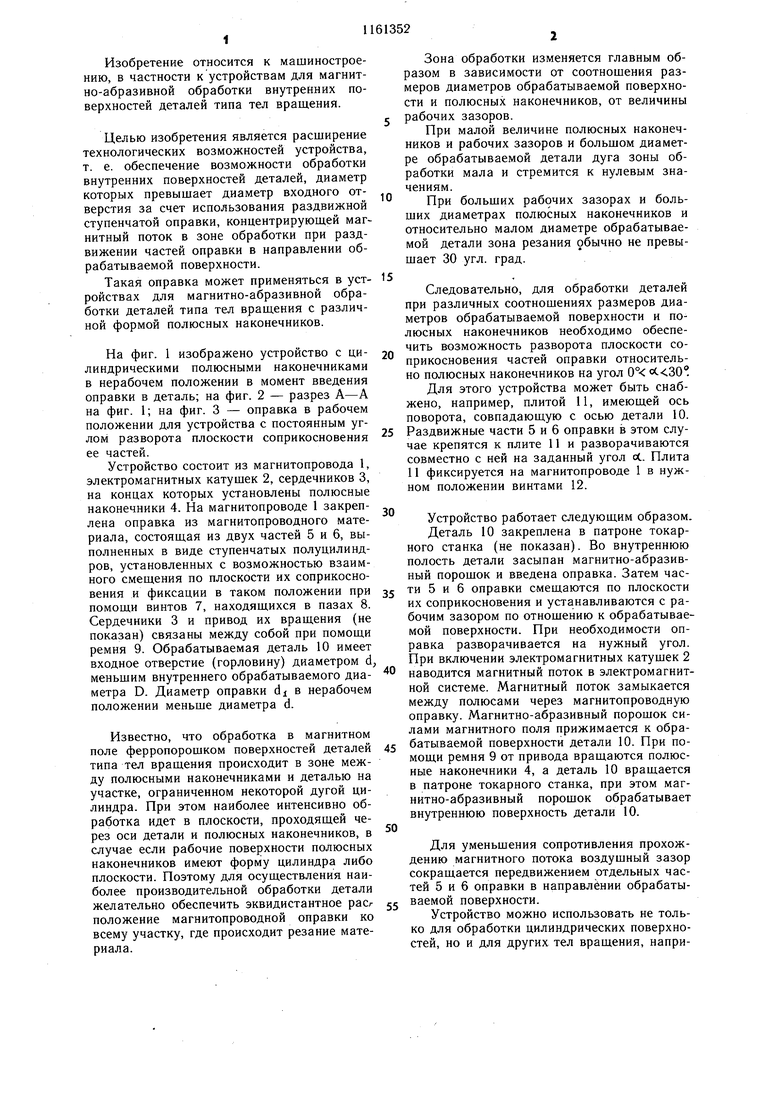
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки пакетов магнитопроводов | 1984 |
|
SU1254573A1 |
| Способ изготовления магнитопроводов | 1985 |
|
SU1387110A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для обработки пакетов магнитопроводов | 1982 |
|
SU1045330A1 |
| Устройство для обработки ферромагнитным порошком пластин магнитопроводов электрических машин | 1982 |
|
SU1023551A1 |
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1987 |
|
SU1525821A2 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
1. УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОЛЫХ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ, расположенных между полюсными наконечниками магнитной системы, содержащее оправку из магнитопроводного материала, предназначенную для концентрации магнитного потока внутри детали и закрепленную между полюсными наконечниками, отличающееся тем, что, с целью расширения технологических возможностей, оправка выполнена в виде двух ступенчатых полуцилиндров, установленных с возможностью взаимного смещения по плоскости их соприкосновения. 2. Устройство по п. 1, отличающееся тем, что оно снабжено механизмом разворота плоскости соприкосновения частей оправки относительно -полюсных наконечников. ж о: со СП Ю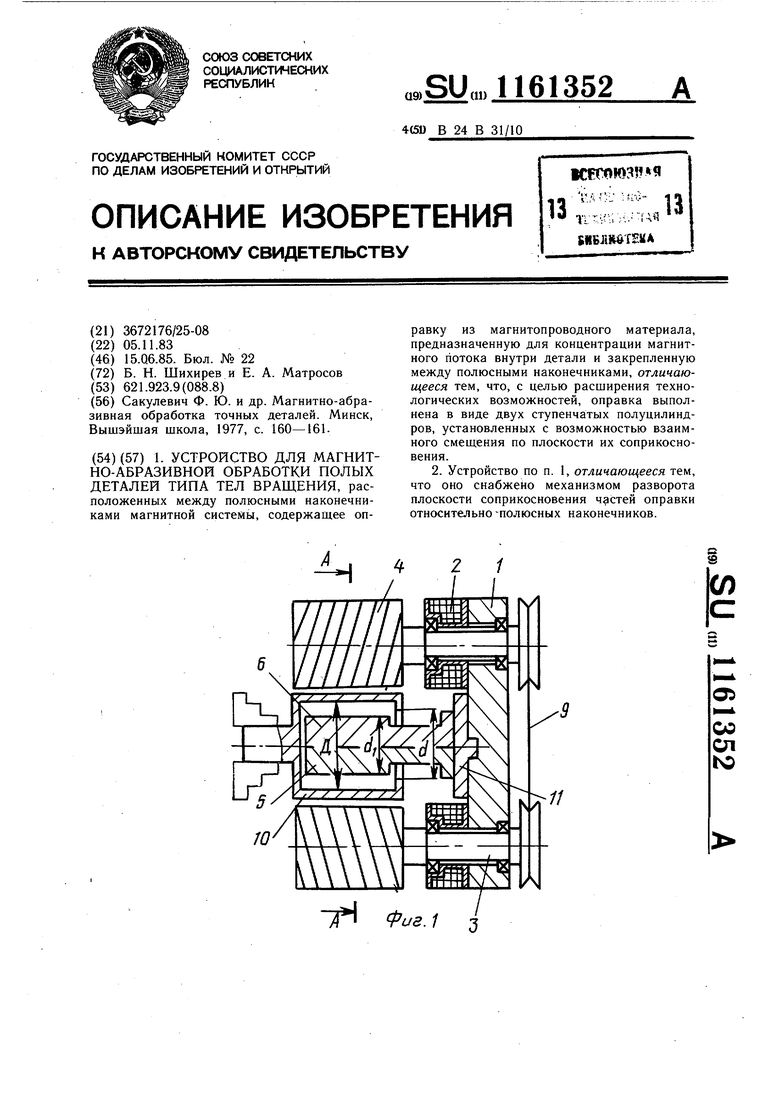
| Сакулевич Ф | |||
| Ю | |||
| и др | |||
| Магнитно-абразивная обработка точных деталей | |||
| Минск, Вышэйшая школа, 1977, с | |||
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
