Шиг.1
г
Л Ю К)
VJ ю о
Изобретение относится к абразивной обработке деталей и может быть использовано в различных отраслях машиностроения, в частности для полирования поверхностей тел вращения.
Цель изобретения - повышение производительности обработки за счет задания полюсным наконечникам сложного движения осцилляции, обеспечивающего периодическое увеличение нормального давления порошка в зоне обработки.
На фиг. 1 показано устройство, вид спереди; на фиг. 2 - то же, вид сверху.
Устройство содержит сердечники 1 (магнитопровод), в которых основной магнитный поток создается катушками 2 постоянного тока. Полюсные наконечники 3 установлены на винтовых осях 4 с возможностью качательного движения вокруг последних. Оси 4 опираются своими концами на пластины 5, закрепленные на сердечниках 1.В полюсных наконечниках 3 расположены дополнительные катушки 6 переменного тока так, что их оси перпендикулярны плоскости, проходящей через оси качания наконечников. При этом катушки 6 размещены симметрично относительно винтовых осей 4. Витки дополнительных катушек расположены в пазах полюсных наконечников, а в месте пересечения с винтовой осью огибают последнюю с двух сторон. На выходе из пазов наконечников витки дополнительных катушек закрыты крышками с двух сторон. Лазы в полюсных наконечниках под витки катушек могут иметь различную форму. Однако предпочтительно их выполнение прямолинейными параллельно винтовой оси, как показано на фиг. 1 и 2.
Обрабатываемая деталь 7 устанавливается между полюсными наконечниками.
Устройство работает следующим образом.
При включении катушек 2 постоянного тока в сердечниках 1 создается основной магнитный поток, который формирует в ра- бочем зазоре щетку из ферроабразивного порошка. Щетка порошка прижимается к поверхности детали 7 и при сообщении вращения последней производит обработку ее поверхности. При включении катушек б переменного тока происходит взаимодействие основного магнитного потока с переменным током, в результате чего создается переменная магнитодвижущая сила, вызывающая колебание катушек б, а вместе с ними и полюсных наконечников 3. Так как возникающие в одной и второй половине
обмотки силы в каждый момент времени имеют противоположные направления, то полюсный наконечник 3 совершает кача- тельное движение относительно винтовой
оси 4. При этом он получает колебательное движение вдоль оси, т.е. вдоль обрабатываемой поверхности. В результате ферроабра- зивный порошок совершает сложное осциллирующее движение: осевую осцилляцию с амплитудой 0,8-1,2 мм и угловую - с углом поворота 1,0-1,5°. При этом изменяется зазор между торцом полюсного наконечника и обрабатываемой поверхностью, происходит попеременное сужение зазора
в верхней и нижней частях, что существенно увеличивает давление частиц порошка на обрабатываемую поверхность и интенсифицирует процесс резания.
П р и м е р . С помощью описываемого
устройства проводилась обработка валиков из стали 40Х с исходной шероховатостью Ra 0,56-0,81 мкм.
Условия обработки: время обработки 45 с; порошок - кремнистый сплав; фракция 100-250 мкм; магнитная индукция - 0,8 Тл; скорость вращения детали 3 м/с; скорость осцилляции 0,04-0,1 м/с; амплитуда осцилляции 0,8-2,0 мм.
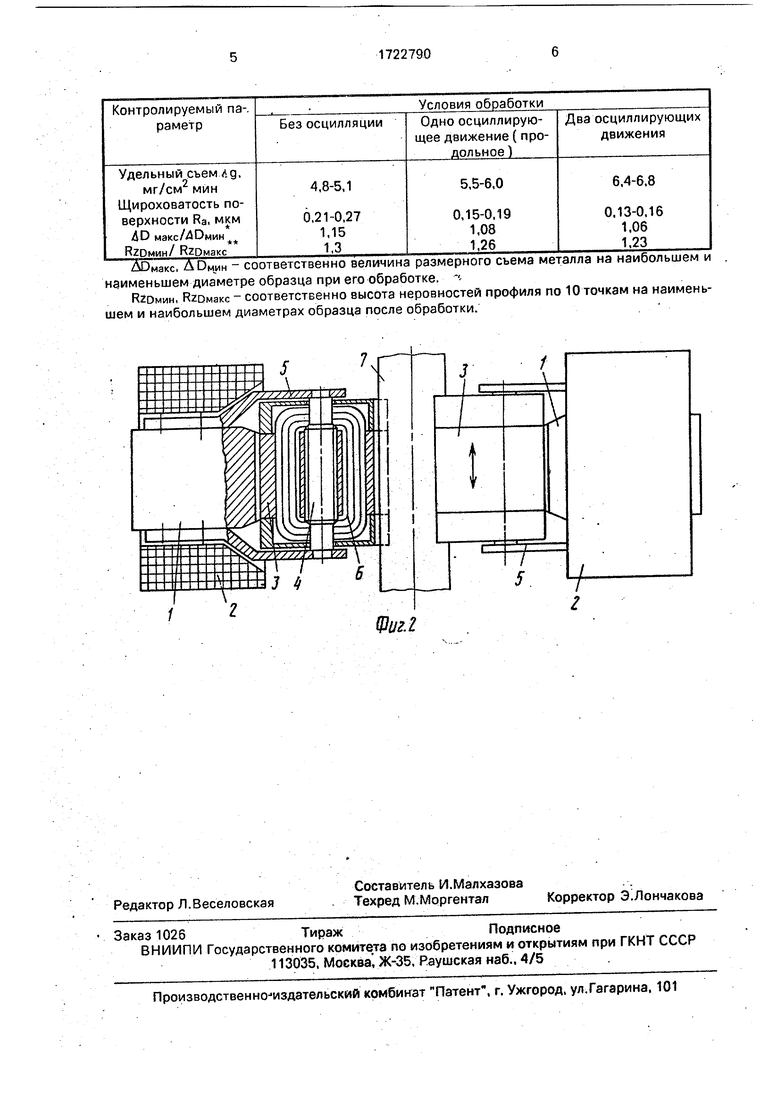
В таблице приведены результаты сравнения разных вариантов реализации процесса магнитногабразивной обработки.
Из таблицы видно, что задание сложного движения осцилляции позволяет повысить производительность без ухудшения
чистоты и равномерности обработки. Формула изобретения Устройство для магнитно-абразивной обработки деталей типа тел вращения, включающее основную магнитную систему
с установленными с возможностью перемещения относительно магнипровода полюсными наконечниками, в теле которых расположены обмотки катушек дополнительной магнитной системы, предназначённой для задания осцилляции полюсным наконечникам, отличающееся тем, что, с целью повышения производительности обработки, полюсные наконечники установлены с возможностью качания на введенных
вустройство винтовых осях, проходящихче- рез полюсные наконечники и закрепленных на магнитолроводе, при этом оси катушек дополнительной магнитной системы размещены перпендикулярно к плоскости, проходящей через винтовые оси, а обмотки этих катушек расположены в каждом полюсном наконечнике симметрично относительно винтовой оси.
ДОмакс, АОмин - соответственно величина размерного съема металла на наибольшем и наименьшем диаметре образца при его обработке.
RZDMHH, RzQMaKc - соответственно высота неровностей профиля по 10точкам на наименьшем и наибольшем диаметрах образца после обработки.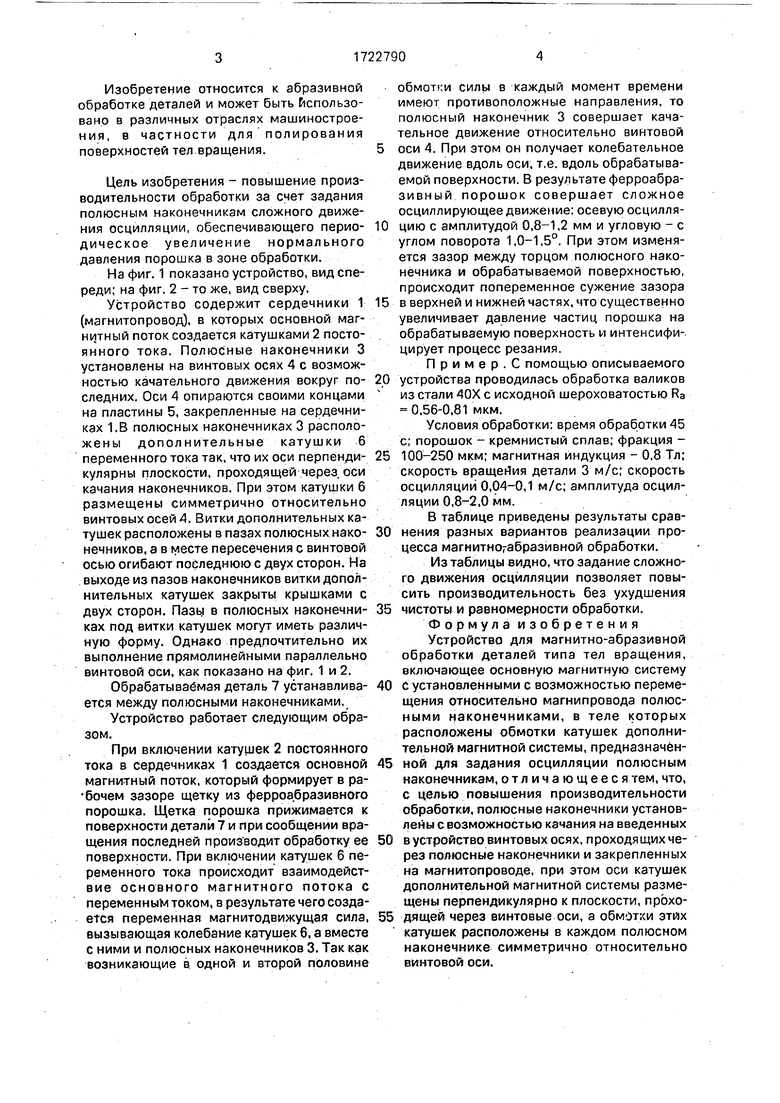
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1785881A1 |
Использование: изобретение относится к области абразивной обработки деталей и может быть использовано в различных отраслях машиностроения, в частности для полирования поверхностей тел вращения. Сущность изобретения: полюсные наконеч2 ники 3 основной магнитной системы установлены на винтовых осях 4, закрепленных на магнитопроводе-сердечнике 1. Дополнительные катушки 6 переменного тока размещены в полости полюсных наконечников, причем их оси перпендикулярны плоскости, проходящей через винтовые оси, а обмотки расположены симметрично относительно винтовых осей. В процессе обработки за счет взаимодействия основного магнитного потока с переменным током катушек 6 полюсным наконечникам 3 сообщается кача- тельное движение Относительно винтовой оси 4 и колебательное движение вдоль нее, при этом просходит попеременное сужение рабочего зазора в верхней и нижней частях, что приводит к интенсификации процесса. 2 ил. 1 табл. (Л С
| Коновалов Е.Г., Сакулевич Ф.Ю | |||
| Основы электроферромагнитной обработки | |||
| Минск: Наука и техника, 1974, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
