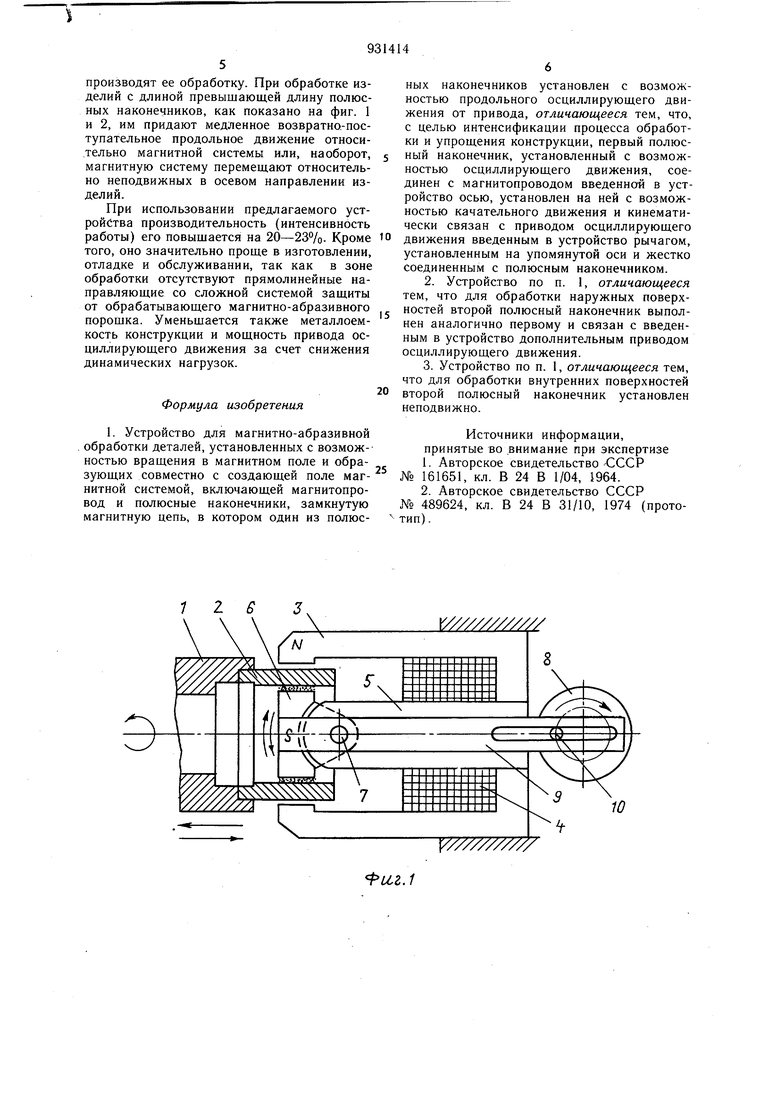
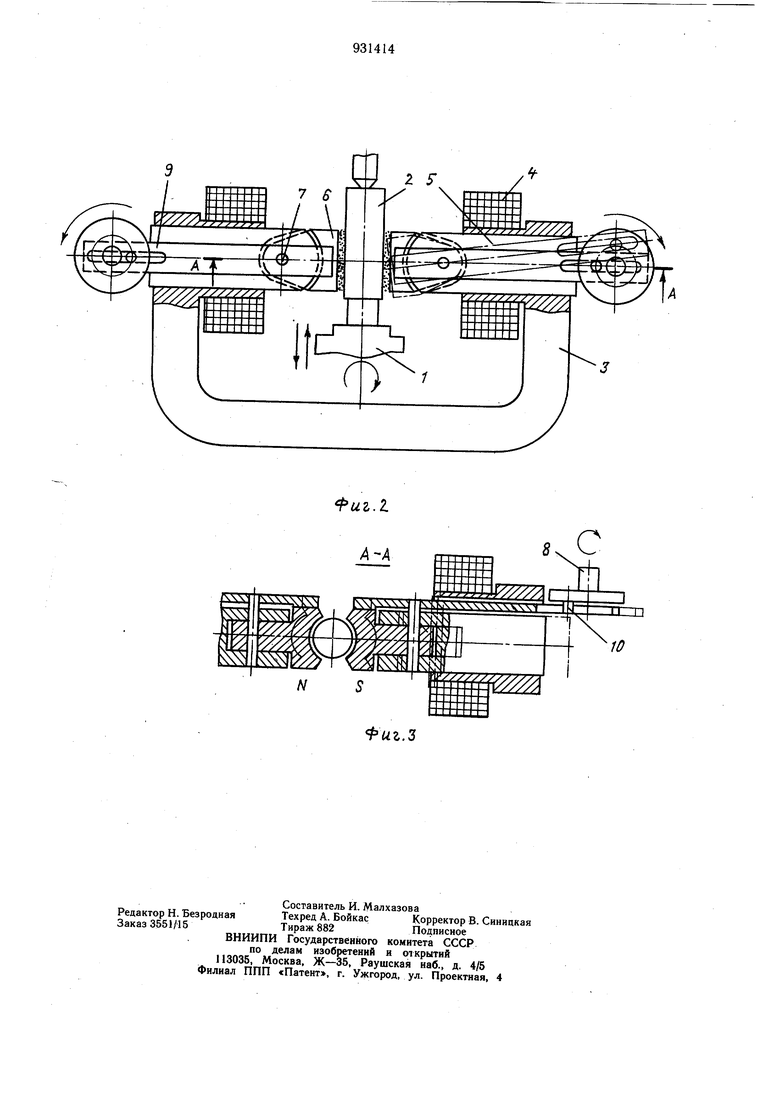
(54) УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ Изобретение относится к чистовой обработке и может быть использовано для полирования феррогюрошками в магнитном поле наружных и внутренних поверхностей тел вращения. Известно устройство для магнитно-абразивной обработки наружных поверхностей тел вращения, установленных с возможностью осциллинирующего движения, помещенных между раднально расположенными сердечниками электромагнитной системы 1. Это устройство хорощо зарекомендовало себя на практике при обработке небольших по размерам и массе деталей, не требующих высокой производительности. При обработке более крупных деталей с одновременным повыщением производительности начинают сказываться следующие недостатки устройства. Прямолинейное вдоль оси изделия движение осцилляции не способствует перемешиванию обрабатывающего порошка в рабочих зазорах, которое необходимо для непрерывного вступления в работу новых зерен порощка, повыщающих интенсивность обработки. При обработке крупногабаритных изделий придание им осциллирующего движения вызывает значительные динамические нагрузки на узлы устройства. При необходимости использования больщой частоты осцилляции, например свщще 500 колебаний в минуту, обработка тяжелых деталей становится затруднительной, ведет к резкому усложнению конструкции, а иногда вообще невозможна. Наиболее близким к предлагаемому по конструктивному выполнению и достигаемому результату является устройство для магнитно-абразивной обработки деталей, установленных с ВОЗМОЖНОСТЬЮ вращения в магнитном поле магнитной системой, включающей магнитопровод и полюсные наконечники, замкнутую магнитную цепь, в котором один из полюсных наконечников установлен с ВОЗМОЖНОСТЬЮ продольного осциллирующего движения ОТ привода 2. В ЭТОМ устройстве прямолинейное вдоль оси детали возвратно-поступательное движение осцилляции сообщают не обрабатываемой детали, а полюсному наконечнику. Такое рещёние позволяет частично устранить второй из отмеченных недостатков аналогов вследствие значительного уменьшения осциллирующих масс, но не устраняет первого, так как прямолинейное вдоль оси обрабатываемой поверхности возвратно-поступательное движение осцилляции не способствует перемешиванию порошка и, следовательно, не позволяет повысить интенсивность обработки. Кроме того, хотя осциллируюшее движение полюсных наконечников уменьшает динамические нагрузки по сравнению с оцилляцией обрабатываемой детали, но все-таки они во многих случаях остаются еше значительными, так как прямолинейное возвратно-поступательное движение с этой точки зрения является наихудшим из всех возможных; а массу полюсных наконечников не всегда удается уменьшить до приемлемой величины, что приводит к необходимости усиления и уменьшения устройства в целом. Цель изобретения - интенсификация процесса обработки и упрощение, конструкции устройства. Поставленная цель достигается тем, что первый полюсный наконечник, установленный с возможностью осциллирующего движения, соединен с магнитопроводом введенной в устройство осью, установлен на ней с возможностью качательного движения и кинематически связан с приводом осциллирующего движения введенным в устройство рычагом, установленным на упомянутой оси, и жестко соединенным с полюсным наконечником. При этом для обработки наружных поверхностей второй полюсный наконечник выполнен аналогично первому и связан с введенным в устройство дополнительным приводом осциллирующего движения. Для обработки внутренних поверхностей, второй полюсный наконечник установлен неподвижно. Качательные движения полюсных наконечников способствуют лучшему перемешиванию рабочего порошка и тем самым интенсифицируют процесс обработки. Кроме того, качательные движения полюсных наконечников, вместо осциллирующих вдоль оси движения, уменьшают динамические нагрузки, что позволяет облегчить и упростить конструкцию. Упрощение конструкции достигается также за счет исключения прямолинейных направляющих и установки полюсных наконечников на осях, а также тем, что привод качательного движения выполнен в виде качающихся рычагов, что дает возможность установить их внутри катущек электромагнитов, полностью освободив рабочую зону от конструктивных элементов привода. На фиг. 1 показано устройство для обработки внутренних поверхностей; на фиг. 2 - то же, для обработки наружных поверхностей; на фиг. 3 - разрез А-А на фиг. 2. Устройство состоит из механизма 1 вращения, в котором закреплена обрабатываемая деталь 2, электромагнитной системы с магнитопроводом 3, электромагнитами 4, подвижной частью 5 магнитопровода 3 и подвижными полюсными наконечниками 6, закрепленными на магнитопроводе при помощи осей 7. Устройство также содержит механизмы привода 8 качательного движения полюсных наконечников и рычаги 9, кинематически связывающие полюсные наконечники и механизмы привода 8 качательного движения. Оси 7 расположены в плоскости Брац1,ения детали 2, и полюсные наконечники имеют возможность совершать качательное движение вдоль ее продольной оси. Механизмы привода 8 качательного движения полюсных наконечников могут быть различного конструктивного исполнения, например, как показано на фиг. 1 и 2, эксцентрикового типа. Палец 10 эксцентрика входит в продольный паз рычага 9, расположенного на оси 7 и проходящего внутри электромагнита 4. Для обработки внутренних поверхностей подвижный полюсный наконечник 6 вводят в обрабатываемое отверстие детали 2, а снаружи располагают неподвижные полюсные наконечники магнитопровода 3. При обработке наружных поверхностей подвижные полюсные наконечники 6, каждый из которых связан со своим приводом 8 качательного движения, располагают с двух сторон обрабатываемой детали 2. Для установки детали 2 подвижные части 5 магнитопровода разводят, как показано на фиг. 3, щтрих-пунктирными линиями. После установки детали 2 их сводят вручную или любым известным приводом до образования между поверхностью детали и полюсными наконечниками 6 рабочего зазора необходимой величины. При этом пальцы 10 скользят по продольным пазам рычагов 8, не выходя из контакта с ними за все время установочных перемещений. Устройство работает следующим образом. В рабочие зазоры между полюсными наконечниками 6 и обрабатываемой поверхностью изделия 2 засыпают ферромагнитноабразивный порошок, подают напряжение на электромагниты 4 магнитной системы и включают механизмы 1 вращения детали 2 и привода 8 качательного движения. Колебания рычагов 9 вынуждают полюсные наконечники 6 соверщать качательное движение вдоль продольной оси обрабатываемого изделия. При этом зерна порошка, удерживаясь в зазорах силами магнитного поля, интенсивно перемешиваются, заставляя непрерывно вступать в работу новые зерна, и, прижимаясь к поверхности изделия. производят ее обработку. При обработке изделий с длиной превышающей длину полюсных наконечников, как показано на фиг. 1 и 2, им придают медленное возвратно-поступательное продольное движение относи,тельно магнитной системы или, наоборот, магнитную систему перемещают относительно неподвижных в осевом направлении изделий. При использовании предлагаемого устройства производительность (интенсивность работы) его повышается на 20-23%. Кроме того, оно значительно проще в изготовлении, отладке и обслуживании, так как в зоне обработки отсутствуют прямолинейные направляющие со сложной системой защиты от обрабатывающего магнитно-абразивного порошка. Уменьшается также металлоемкость конструкции и мощность привода осциллирующего движения за счет снижения динамических нагрузок. Формула изобретения 1. Устройство для магнитно-абразивной обработки деталей, установленных с возможностью вращения в магнитном поле и образующих совместно с создающей поле маг- нитной системой, включающей магнитопровод и полюсные наконечники, замкнутую магнитную цепь, в котором один из полюсных наконечников установлен с возможностью продольного осциллирующего движения от привода, отличающееся тем, что, с целью интенсификации процесса обработки и упрощения конструкции, первый полюсный наконечник, установленный с возможностью осциллирующего движения, соединен с магнитопроводом введенной в устройство осью, установлен на ней с возможностью качательного движения и кинематически связан с приводом осциллирующего движения введенным в устройство рычагом, установленным на упомянутой оси и жестко соединенным с полюсным наконечником. 2.Устройство по п. 1, отличающееся тем, что для обработки наружных поверхностей второй полюсный наконечник выполнен аналогично первому и связан с введенным в устройство дополнительным приводом осциллирующего движения. 3.Устройство по п. 1, отличающееся тем, что для обработки внутренних поверхностей второй полюсный наконечник установлен неподвижно. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство -СССР № 161651, кл. В 24 В 1/04, 1964. 2. Авторское свидетельство СССР ЛЬ 489624, кл. В 24 В 31/10, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Роторный станок для магнитно-абразивной обработки | 1991 |
|
SU1813613A1 |
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
7 2
иг.1 Y///////////// У///////////
иг.2.
А-А
10
Фиг.З
