С целью автоматизации процесса клеймения предлагается машина для клеймения проката, имеющая механизм для дистанционной смены знаков с пульта управления или автоматически. Клеймители выполняются с одним или несколькими рычагами.
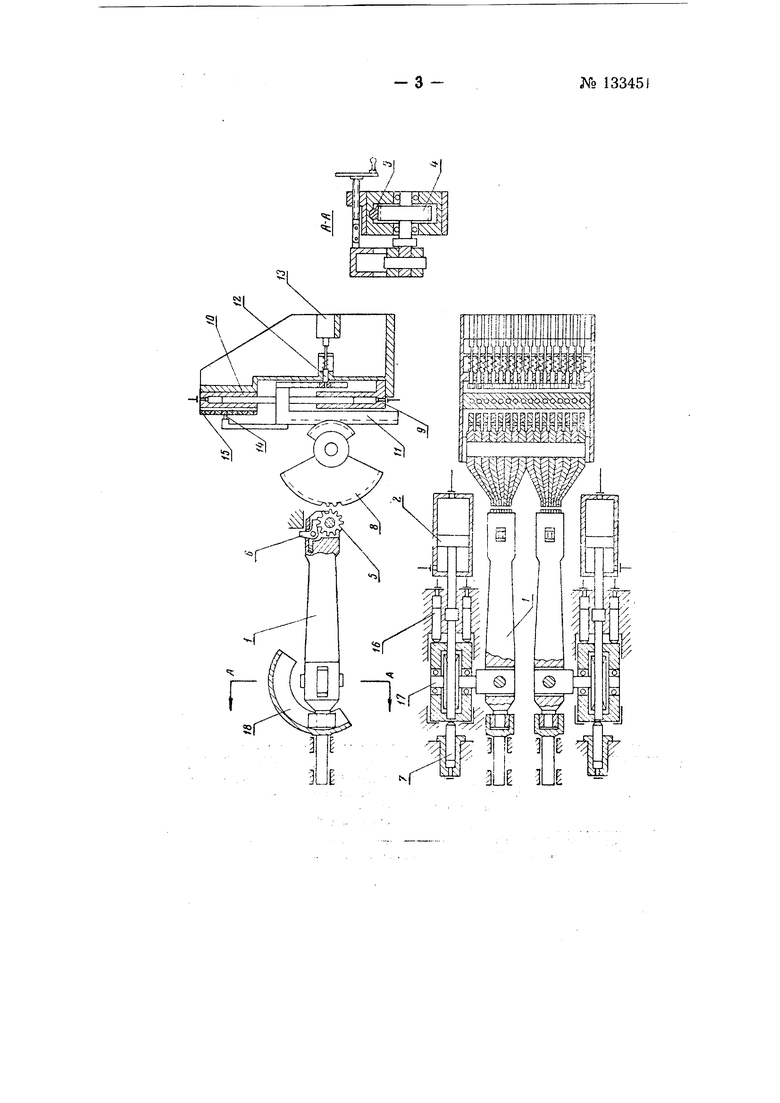
На чертеже показана схема работы отдельных узлов предлагаемой машины для клеймения проката.
Рычаги / приводятся в действие пневматическими цилиндрами 2 через рейки 3 и реечные шестерни 4. В головке каждого рычага на общей оси установлен ряд шестерен 5, на зубьях которых выполнены различные клейма. От самопроизвольного проворота шестерни 5 фиксируются общим стопором 6. Для смены знаков рычаг под действием гидравлического цилиндра 7 сдвигается в сторону механизма л;ля смены клейм, при этом стопор 6, дойдя до упора, поворачивается вокру своем оси и освобождает шестерни 5. Одновременно шестерни входят в зацепление каждая со своим сектором 8, которые поворачиваются вокруг оси гидравлическими цилиндрами 9 к 10 через рейку 1J. Фиксация сектора в определенном положении осуществляется стопором 12, связанным с электромагнитом /5. К рейке П укреплен подвижной контакт /Л который при движении скользит по неподвижным контактам 15. Количество неподвижных контактов равно числу зубьев шестерни 5, а следо вательно числу знаков. Для поворота шестерен 5 с целью смены знаков подается напряжение к электромагнитам }3, которые выдергивают из гнезд стопоры 12 и рейки 11 цилиндрами 9 перемещаются вверх, поворачивая секторы 8 с шестернями 5. Движение каждой рейки продолжается до замыкания подвижным контактом 14 определенного неподвижного контакта 15, соответствующего знаку на шестерне 5, в результате чего подача напряжения к электромагниту 13 прекращается, и стопор 12 под действием пружины входит в соответствующее гнездо и фиксирует свою систему в нужном положении. Если требуемый неподвижный кон№ 133451
такт расположен ниже исходного положения подвижного контакта 14, то в крайнем верхнем положении рейки, рабочая полость цилиндра :) соединяется на слив, а в цилиндр 10 подается давление, и рейка движется вниз до замыкания соответствующих контактов. После смены всех знаков рычаги 1 возвращаются в исходное положение гидравлическими цилиндрами 16. Управление сменой знаков может осуществляться на расстоянии с пульта управления, а также автоматически.по заранее заданной программе. ДлЗ изменения траектории движения , рычагов / при клеймений, а Следовательно для изменения места положения зоны клеймения на прокате, рычаги 1 закреплены на своих ведущих валах 17 шарнирно. Конец каждого рычага / входит в специальную направляющую 18, Направляющая может поворачиваться вокруг оси, совпадающей с осью рычага. При повороте направляющей на определенный угол изменяется траектория движения рычага и место его удара.
Предмет изобретения
Мащина для клеймения проката, отличающаяся тем, что, с целью автоматизации процесса клеймения применен механизм для дистанционного набора клейм, а управление сменой знаков может быть осуществлено с пульта управления, а также автоматически по заданной программе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для дистанционной смены знаков клеймовочной машины | 1962 |
|
SU151283A1 |
| Машина для автоматического клеймения в торец проката | 1957 |
|
SU116193A1 |
| Печатающее устройство | 1961 |
|
SU144176A1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА ЛИТЕРНЫМ ЗНАКОМ | 1969 |
|
SU235705A1 |
| Машина для клеймения листового проката | 1959 |
|
SU139645A1 |
| Нажимное устройство рабочей клети | 1960 |
|
SU142271A1 |
| УСТРОЙСТВО для СМЕНЫ КЛЕЙМ К МАШИНЕ МАЯТНИКОВОГОТИПА | 1967 |
|
SU194043A1 |
| ПНЕВМАТИЧЕСКИЙ КЛЕЙМИТЕЛЬ ПРОКАТА | 1971 |
|
SU288916A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1969 |
|
SU241374A1 |