г
Изобретение относится к металлургии, в частности к способам тер.ми.ческой обработки прецизионных сплавов инварной группы с минимальным температурныг коэффициентом линейнго расширения и может быть использовано в приборостроении.
Известен способ термической обработки инвара, включающий.закалку от 850+20 С в воде, отпуск при SIS в течение 1 ч и старение .при 95с течение 48 ч. Температурный коэффициент линейного расширения сплава при этом составляет не более 1,5-10 град l.
Недостатками такого способа являются относительно высокий температурньй коэффициент линейного расширения; продолжительность времени обработки (50 ч); способ эффективен лишь .при низком содержании углерода в инварах (до 0,05%).
Наиболее близким по технической сущности к предлагаемому является способ обработки инварного сплава включающий закалку от 850i20°C в воде, отпуск при 315±10С в течение 1 ч и старение при 95. С в течение 48 ч, в котором, с целью снижения температурного коэффициента линейного расширения, сплав перед термической обработкой дополнительно подвергают пластической деформа1ши со степенью обжатия 8-12% 2j.
Недостатком данного способа обработки - является высокие значения температурного коэффициента линейного расширения в инваре с содержанием углерода более 0,05%.
Кроме того, технологический процесс пластической деформации, осуществляемый путем прокатки на двухвалковом прокатном стане, усложняет обработку. Общее время, затрачиваемое на обработку сплава при таком способе, увеличивается и составляет более 50 ч.
Целью изобретения является снижение температурного коэффициента линейного расширения в инваре с обычным (до 0,05%) и повышенным (0,05-0,2%) содержанием углерода при общем сокращении времеян, затрачиваемом на термическую обработку сплава.
Поставленная цель достигается тем, что согласно споссбу термомаг-
2802
ниткой обработки инварного сплава, включающему закалку, отпуск при 315+10 С и старение, старение проводят в магнитном поле напряженностью 0,8-1,5 кЭ в течение 10-12 ч при 100-120°С.
Кроме того закалку проводят от температуры 870-900 С в воде.
Проведение закалки от температуры 870-900 0 способствует более полному растворению углерода при повышенном его содержании (до 0,2%) в твердом растворе (аустените).
Старение закаленных и отпущенных деталей в магнитном поле при 100120 С способствует наиболее полной стабилизации их линейных размеров.
Отличие предлагаемой операции старения в магнитном поле от известной при 95°С в течение 48 ч заключается в том, что при такой же термомагнитной обработке обеспечивается стабилизация сплава с повьш1енным содержанием углерода и получение в нем оптимального температурного коэффициента линейного расширения (до 1,5,-10- град-).
Пример 1. Проводилась термическая обработка образцов сплава ЗбН, содержащего, %: никель 35,7; углерод 0,03; кремний 0,25; марганец 0,5; сера 0,05; фосфор 0,001; железо остальное. Образцы подверпли закалке от 870 С в воде, отпуску при 315°С в течение 1 ч и старению при too С в течение 10 ч в магнитном поле. Старение проводили в лабораторной печи с внутренним диаметром 80 мм, расположенной между полюсами электромагнита. Магнитное поле включали по достижении установившегося температурного режима в печи. Напряженность поля составляла 0,8 кЭ (63 кА/м). Образцы вьщерживали в печи в присутствии магнитного поля в течение 10 ч.
Для получения сравнительных данных параллельно проводили термическую обработку однотипных образцов, изготовленных из сплава того же состава, по известному режиму: закалка от 850i20 С в зоде, отпуск при в течение 1 ч и старение при 95 С в течение 48 ч.
55 После термической обработки по предлагаемому и известному способам проводили измерения температурного коэффициента линейного расшире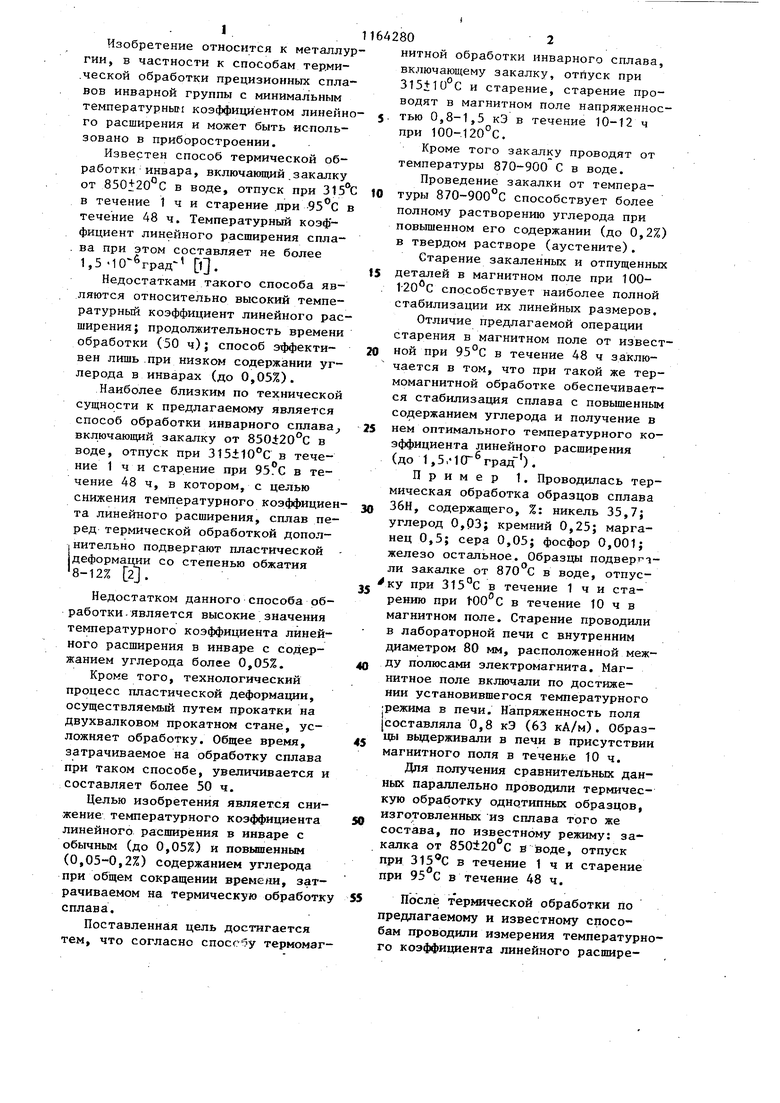
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки инварного сплава | 1980 |
|
SU876736A1 |
| СПОСОБ ОБРАБОТКИ СТАРЕЮЩИХ АУСТЕНИТНЫХ ИНВАРНЫХ СПЛАВОВ | 1995 |
|
RU2086667C1 |
| Способ термической обработки аустенитных сплавов | 1983 |
|
SU1171543A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОРОШКОВОГО МАГНИТОТВЁРДОГО СПЛАВА Fe-30Cr-16Co-0,5Sm | 2022 |
|
RU2790847C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАГНИТОТВЕРДЫХ СПЛАВОВ СИСТЕМЫ ЖЕЛЕЗО-ХРОМ-КОБАЛЬТ С СОДЕРЖАНИЕМ КОБАЛЬТА 8 ВЕС.% | 2014 |
|
RU2557852C1 |
| ВЫСОКОПРОЧНЫЙ ИНВАРНЫЙ СПЛАВ | 1999 |
|
RU2154692C1 |
| Способ обработки магнитотвердыхСплАВОВ HA OCHOBE жЕлЕзА | 1977 |
|
SU834153A1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 2008 |
|
RU2401879C2 |
| Способ термической обработки деталей из алюминиевого сплава В95пч в импульсном магнитном поле | 2021 |
|
RU2761842C1 |
| Способ термической обработки деталей из алюминиевого сплава В95пч в постоянном магнитном поле | 2021 |
|
RU2764254C1 |
1. СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИНВАРНОГО СПЛАВА, включающий закалку, отпуск при 315±10 С и старение, отличающийся тем, что, с целью снижения температурного коэффициента линейного расширения, старение проводят при 100120°С в магнитном,поле напряженностью 0,8-1,5 кЭ в течение 10-12 ч. 2. Способ по п. 1, отличающийся тем, что закалку сплава проводят от температуры 870-900 С в воде.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прецизионные сплавы | |||
| Справочник | |||
| М., Металлургия, 1974, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки инварного сплава | 1980 |
|
SU876736A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
