(54) СПОСОБ ОБРАБОТКИ ИНВАРНОГО СПЛАВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомагнитной обработки инварного сплава | 1983 |
|
SU1164280A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ НИЗКИХ ЗНАЧЕНИЙ ТЕРМИЧЕСКОГО КОЭФФИЦИЕНТА ЛИНЕЙНОГО РАСШИРЕНИЯ В ПЛОСКОСТИ ЛИСТА | 2016 |
|
RU2639744C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРУТКОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ НИЗКИХ ЗНАЧЕНИЙ ТЕРМИЧЕСКОГО КОЭФФИЦИЕНТА ЛИНЕЙНОГО РАСШИРЕНИЯ В НАПРАВЛЕНИИ ОСИ ПРУТКА | 2016 |
|
RU2625376C1 |
| Способ термической обработки аустенитных сплавов | 1983 |
|
SU1171543A1 |
| СПОСОБ ОБРАБОТКИ СТАРЕЮЩИХ АУСТЕНИТНЫХ ИНВАРНЫХ СПЛАВОВ | 1995 |
|
RU2086667C1 |
| СПОСОБ ОБРАБОТКИ УГЛЕРОДСОДЕРЖАЩЕГО ИНВАРНОГО СПЛАВА | 2014 |
|
RU2581313C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТА ИЗ НИЗКОЛЕГИРОВАННОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО МЕДНОГО СПЛАВА С СОДЕРЖАНИЕМ НИКЕЛЯ ДО 1,6%, БЕРИЛЛИЯ 0,2-0,8% И ТИТАНА ДО 0,15% | 2009 |
|
RU2416672C1 |
| Способ изготовления деталей для соединения с неорганическими диэлектриками | 1985 |
|
SU1312112A1 |
| КОРРОЗИОННОСТОЙКИЙ ВЫСОКОПРОЧНЫЙ ИНВАРНЫЙ СПЛАВ | 2011 |
|
RU2468108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИНВАРНЫХ СПЛАВОВ | 1997 |
|
RU2119549C1 |
1
Изобретение относится к металлургии, конкретнее к способам обработки прецизионных сплавов инварного типа, и может быть использовано в приборостроении.
Известен способ обработки инваров, включающий закалку от в воде, отпуск при в течение 1 ч и отпуск при 95°С в течение 48 ч flJНедостатком такого способа является высокий температурный коэффициент линейного расширения обработанного таким образом инвара 36 Н.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ обработки инварного сплава 36 Н, включающий закалку от 850+20С в воде, отпуск при в течение I ч и старе-: ние при в течение 48 ч 2.
Недостаток этого способа заключается в высоком температурном коэффициенте линейного расширения обработанного таким образом инвара 36 Н.
Цель изобретения - снижение температурного коэффициента линейного расширения.
Указанная цель достигается тем, что в известном способе обработки, включающем закалку, отпуск и старение, сплав перед термической обработкой дополнительно подвергают пластической деформа1Ц1И со степенью обжатия 8-12%.
Пример. В лабораторных услоtoвиях проводят пластическую деформацию на двухвалковом прокатном.стане образцов сплава 36 Н. Образцы деформируют на 5,8,10,15,20,30,50%, затем подвергают их термической обработке: закалке от 850±20 С в воде, отпуску
15 при 315°С в течение 1 ч и старению при в течение 48 ч. Температурный коэффициент линейного расширения определяют на кварцевом дилатометре
20 в интервале температур 20-100 С.
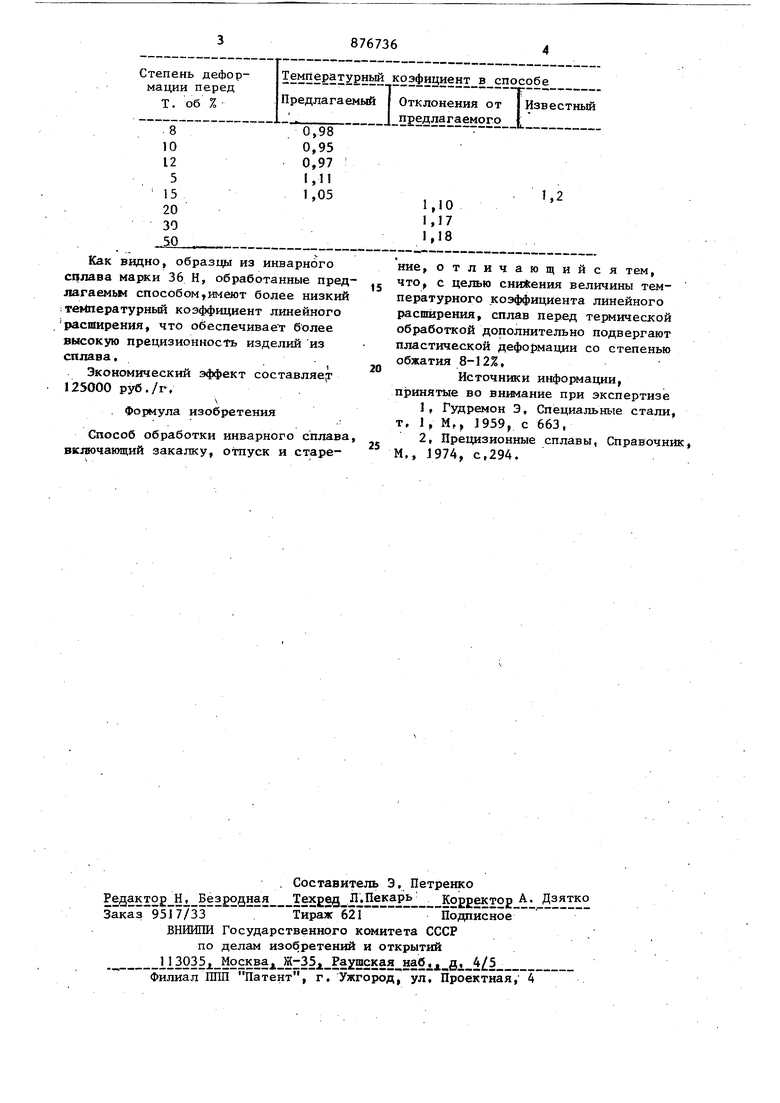
В таблице приведены температурные коэффициенты образцов, обработанных предлагаемым и известньм способами.
Как видно, образщ.1 из инварного сплава марки 36 Н, обработанные предлагаемьм способом,имеют более низкий ;теийературный коэффициент линейного 1 асширения, что обеспечивает более высокую прецизионность изделий из
сплава,
i
Экономический эффект составляе,т
125000 руб./г,
. формула изобретения
Способ обработки инварного сплава включающий закалку, отпуск и стаpeние, отличающийся тем, что с целью величины температурного коэффициента линейного расширения, сплав перед термической обработкой дополнительно подвергают пластической деформации со степенью обжатия 8-12%,
Источники инфО1 1ации, принятые во внимание при экспертизе
1 Гудремон Э, Специальные стали, т, I, М,, 1959, с 663,
2, Прецизионные сплавы, Справочник М,, J974, с,294.
