О 01 К
Изобретение относится k гальванопластике, в частности к составам растворов для создания раздепительного слоя, и может быть использовано в различных отраслях промышленности для получения металлических копий сложного и точного релыефа на металлических моделях с заданной величиной адгезии.
Цель изобретения - повышение технологичности раствора, т.е. обеспечение возможности легкого отделения модели из никеля, меди и ее сплавов при получении изделий сложного рельефа из различных металлов, например меди, никеля, железа и др.,за счет введения в раствор на основе бутипксантогената калия щавелевой кислоты и зтилового спирта1
Растворы готовят следующим образом,
БутилкСантогенат калия и щавелевую кислоту растврряют в воде и добавляют зтиловый спирт. Может, также быть приготовлен концентрированный водноспиртовой раствор бутилксантогената 1Й1ЛИЯ и щавелевой кислоты, который затем доводят разбавлением водой до требуемой концентрации. Концентрированный и рабочий растворы могут храниться в закрытой емкости из стекла практически неограниченное время.
Вводимая в раствор щавелевая кислота позволяет декапировать поверхность металлической модели после обезжиривания и дает возможность создать требуемую ориентацию молекул бутилксантогената на поверхности ме таллов различной породы, что придает разделительному слою необходимые рабочие свойства.
Этиловый спирт, понижая поверхностное натяжение раствора, увеличивает его смачивающую способность и тем самым обеспечивает условия контакта реагентов с металлом на всей поверхности модели сложного профиля.
Интервал концентраций компонентов 9 растворе позволяет регулировать величину сцепления гальванопластического покрытия с поверхностью модели. При концентрации компонентов меньше рекомендуемых значений возможно срастание гальванопластического покрытия с поверхностью модели, а при концентрации больше верхнего предела обраэуется разделительный слой значительной толщины, замедляющий процесс осаждения металла.
Металлическую модель обезжиривают одним из известных способов, промывают водой и без предварительного декапирования методом полива, набрызгивания либо погружения ее обрабатывают в течение 1-3 мин рабочим раствором. Далее модель промывают водой и погружают в электролит для наращивания требуемого гальванопластического осадка, после чего подвергают промывке, сушке и отделению покрытия от модели.
Процесс отделения гальванопластического покрытия отмодели заключается в опиливании или обрезке (обточке края нарощенной модели до обнажения разделительного слоя. Затем лезвие ножа вводится в линию раздела и проводится по периметру модели с неболь шим нажимом. Трубку с цилиндрической модели снимают обкаткой между косо расположенными-валками.
В случае медной рубашки производят обрисовку торца цилиндра. )В линию раздела вводят нож из мягкого металла, разрывают рубашку по образующей цилиндра и снимают (отделяют) вручную.
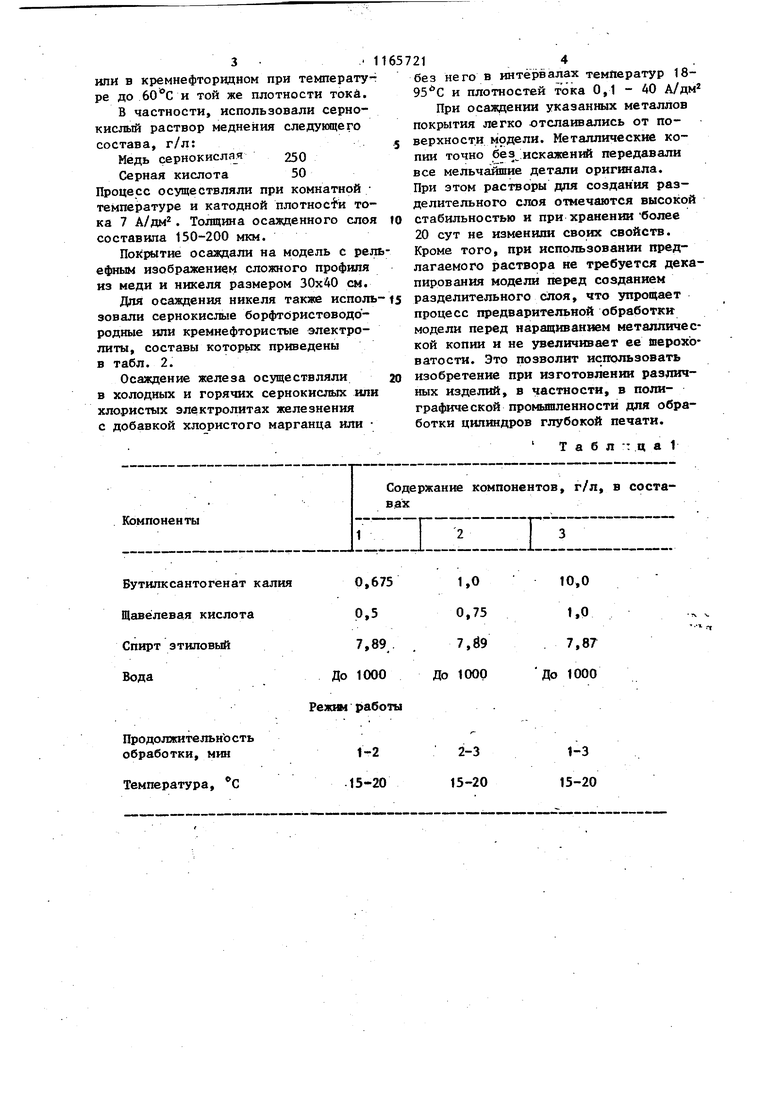
Составы используемых растворов приведены в -/абл. 1.
Раствор 1 рекомендуется для соз7 Дания разделительного слоя на поверх ности медных формных цилиндров глу-бокой печати, на которые затем наращивают гальванопластическое медное покрытие, тиражную рубашку.
Разделительный слой, полученный из данного раствора, препятствует отслоению тиражной рубашки от поверхности при механической обработке формного цилиндра и печатании тиража, однако позволяет легко и полностью отделять отработанную тиражную рубашку от основы.
Раствор 2 рекомендуется использовать для моделей простого рельефа и для предотвращения самопроизвольного отслаивания гальванопластического покрытия в том случае, если оно обладает значительными внутренними напряжениями.
Раствор 3 целесообразно использовать для моделей сложного рельефа.
Осаждение меди осуществляли в сернокислом электролите при 15-25 С и плотности тока 6-8 А/см или в борфтористоводородном при температуре по и плотности тока до 20 А/дм
или в кремнефторидном при температуг ре до и той же плотности токи.
В частности, использовали сернокислый раствор меднения следующего состава, г/л:
Медь сернокислая250
Серная кислота50
Процесс осуществляли при комнатной температуре и катодной плотнос и тока 7 А/дм. Толщина осажденного слоя составила 150-200 мкм.
Покрытие осаждали на модель с релефным изображением сложного профиля из меди и никеля размером 30x40 см.
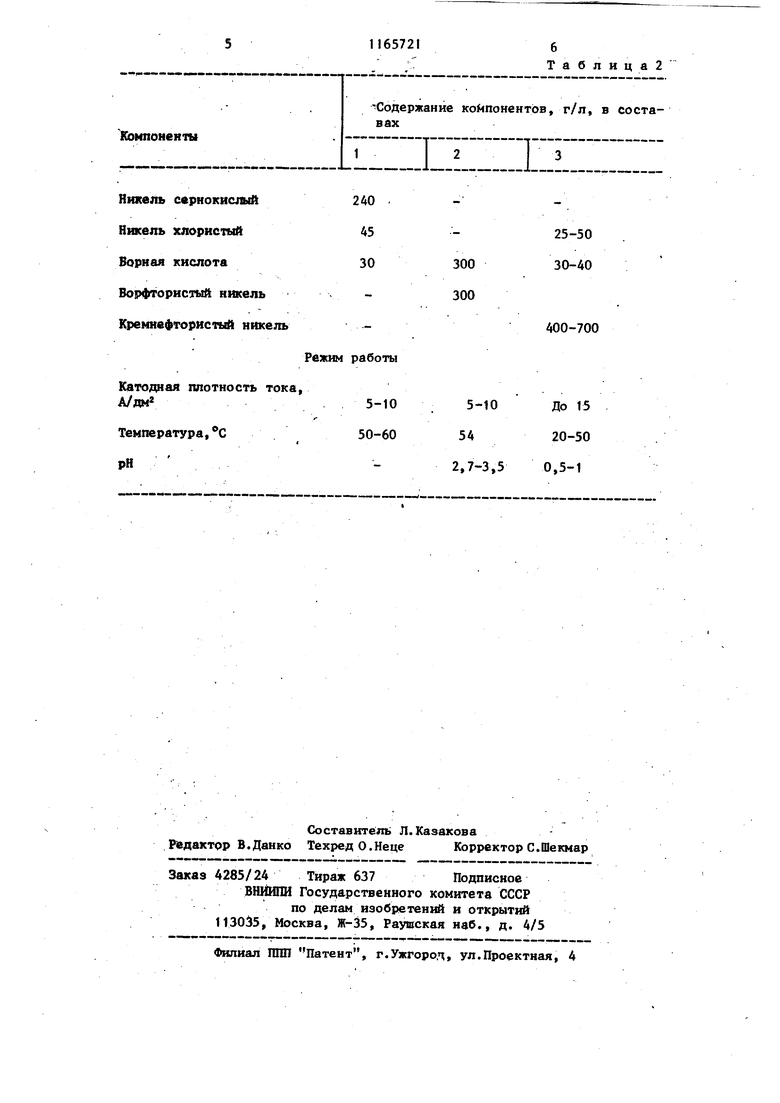
Для осаждения никеля также исполь зовали сернокислые борфтбристоводородные или кремнефтористые электролиты, составы которых приведены в табл. 2.
Осаждение железа осуществляли
в холодных и горячих сернокислых или хлористых электролитах железнения с добавкой хлористого марганца или
без него в интервалах температур 1895С и плотностей тока 0,1 - 40 А/дм
При осаждении указанных металлов покрытия легко отслаивались от поверхности модели. Металлические копии точно без искажений передавали все мельчайшие детали оригинала. При этом растворы для создания разделительного слоя отмечаются высокой стабильностью и при храненииболее 20 сут не изменили своих свойств. Кроме того, при использовании предлагаемого раствора не требуется декапирования модели перед созданием разделительного слоя, что упрощает процесс предварительной обработки модели перед наращиванием металлической копии и не увеличивает ее шерохо ватости. Это позволит использовать изобретение при изготовлении различных изделий, в частности, в полиграфической промышленности для обработки цилиндров глубокой печати.
Т а б л : ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
| Способ изготовления матрицы для получения образцовых мер шероховатости поверхности | 1980 |
|
SU865993A1 |
| Композиционное металл-алмазное покрытие, способ его получения, дисперсная система для осаждения композиционного металл-алмазного покрытия и способ ее получения | 2019 |
|
RU2706931C1 |
| Композиционное металл-алмазное покрытие, способ его получения, алмазосодержащая добавка электролита и способ ее получения | 2018 |
|
RU2699699C1 |
| Способ изготовления печатных плат | 1991 |
|
SU1814753A3 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2007 |
|
RU2333576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОЭЛЕКТРИЧЕСКИХ СТРУКТУР | 2017 |
|
RU2682504C1 |
| Способ изготовления зубных коронок | 1978 |
|
SU825060A1 |
| Автоматическая линия для медненияфОРМНыХ цилиНдРОВ глубОКОй пЕчАТи | 1979 |
|
SU846603A1 |
РАСТВОР ДЛЯ СОЗДАНИЯ РАЗДЕЛИТЕЛЬНОГО СЛОЯ ПРИ ГАЛЬВАНОПЛАСХИ-. ЧЕСКОМ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ, содержа щий бутилксантогенат калия и воду, отличающий с я тем что, с целью повьшения технологичности раствора, он дополнительно, содержит .щавелевую кислоту и этиловый спирт при следунщем соотношении компонентов, г: Бутилксантогенат ка- . ЛИЯ0,675-10,0 Щавелевая кислота0,5-1,0 Этиловый спирт7, ВодаДо 1 л §
алия До 1000 Режим работы
0,675
10,0 0,5 0,75 1.0 7,Й9 7,89 . 7,87 о 1000 До 1000
1-2
2-3
1-3 15-20 15-20 15-20
Режим работы
Катодная плотность тока, А/дмг
Температура, С РН
| Казначей Б.Я | |||
| Гальванопластика в промьввленности | |||
| М., Госиздат мест- | |||
| ной проьолшленности РСФСР, 1955, с; 86-90 | |||
| Патент США 3654096, кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
