Изобретение относится к металлургической и метизной промышленности и может быть использовано на метизных заводах при изготовлении сеток, в частности сеток для обоечных машин мельничных комплексов.
Известен способ изготовления металлической сетки переплетением проволоки утка и основы, при котором с целью выравнивания рабочей стороны сетки утковую проволоку изготовляют в виде сегмента и проводят деформацию как уточной, так и проволоки основы [1].
Известен способ изготовления металлической сетки переплетением проволоки утка и основы, при котором с целью получения сетки с плоской поверхностью, полотно сетки прокатывают между двумя гладкими цилиндрическими валками [2].
Известные способы изготовления сеток направлены на создание гладких поверхностей полотна сеток и не позволяют получить развитой рельефной поверхности, т.к. при прокатке полотна сетки деформируются как уточная, так и основная проволоки. Для качественного удаления оболочки зерна в процессе подготовки его к помолу необходимо иметь на полотне сетки выступы с развитой поверхностью в виде площадок, имеющих ярко выраженные кромки, при этом проволока основы должна находиться ниже уровня площадок проволоки утка.
Цель изобретения: создание на полотне сетки выступов в виде площадок с ярко выраженными кромками. Указанная цель достигается тем, что при получении полотна сетки уточную проволоку перед переплетением подвергают рифлению на глубину 1,55 - 1,7 диаметра основной проволоки с шагом рифления, равным сумме глубины рифления и удвоенного диаметра уточной проволоки, затем осуществляют прокатку полотна в гладких валках с обжатием, обеспечивающим деформацию только уточной проволоки без деформирования проволоки основной.
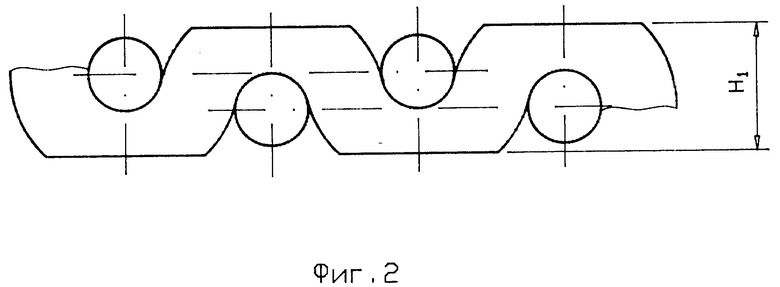
На фиг. 1 изображен профиль сетки до прокатки; на фиг. 2 - профиль сетки после прокатки.
На фиг. приняты следующие обозначения: 1 - рифленая проволока утка; 2 - проволока основы; S - шаг рифления утка; hp - глубина рифления утка; Ho - высота сетки до прокатки; HI - высота сетки после прокатки; d1 - диаметр проволоки утка; d2 - диаметр проволоки основы.
Для получения выступов на полотне сетки необходимо, чтобы глубина рифления hp уточной проволоки 1 значительно превышала диаметр проволоки основы d2, причем соотношение между глубиной рифления hp и шагом рифления S должно обеспечивать такую "уработку" проволок основы 2, и прочность переплетения, чтобы при последующей прокатке не происходило изменение шага рифления уточной проволоки или опрокидывания уточной проволоки на проволоку основы.
Экспериментом установлено, что указанные условия прочности переплетения обеспечиваются при глубине рифления проволоки утка hp, равном 1,55-1,70 диаметра проволоки основы и шага рифления, равным глубине рифления плюс 2 диаметра проволоки утка. При этих параметрах рифления "уработка" проволоки основы при переплетении будет составлять 14-20%. При меньшей глубине рифления "уработка" превышает 20% и делает процесс переплетения нестабильным, т. к. требует больших усилий прибоя, при большей глубине рифления уточной проволоки степень "уработки" проволоки основы не обеспечивает прочность переплетения проволок основы и утка, и при последующей прокатке происходит сглаживание полотна сетки за счет изменения размеров ячейки или опрокидывания рифленой проволоки утка на основу.
Экспериментально установлено, что при прокатке сетки с обжатием 20% и более площадки на утковой проволоке в местах переплетения утка и основы приобретают ярко выраженную овальную форму с шириной овала, близкой диаметру утковой проволоки.
Источники информации:
1. Авт.св. N 1273206, B 21 F 27/12, опубл. 30.11.86. Бюл. N 44.
2. Авт.св. N 532441, B 21 F 27/00, опубл. 25.10.76. Бюл. N 39.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК | 1996 |
|
RU2111821C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2034049C1 |
| РАЗРАВНИВАТЕЛЬ-УПЛОТНИТЕЛЬ ПОРОШКА В ЖЕЛОБЕ | 1996 |
|
RU2108203C1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 1996 |
|
RU2118211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
| Сетка с прямоугольной ячейкой | 1979 |
|
SU795662A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
Изобретение относится к металлургической и метизной промышленности и может быть использовано при изготовлении сеток, в частности сеток для обоечных машин мельничных комплексов. Технический результат - получение развитой рельефной поверхности полотна сетки за счет создания выступов на полотне в виде площадок с ярко выраженными кромками. Для этого перед переплетением проволок уточную проволоку подвергают рифлению на глубину 1,55-1,7 диаметра основной проволоки с шагом рифления, равным сумме глубины рифления и удвоенного диаметра уточной проволоки. Затем осуществляют прокатку полотна сетки, при которой деформируется только уточная проволока. 2 ил.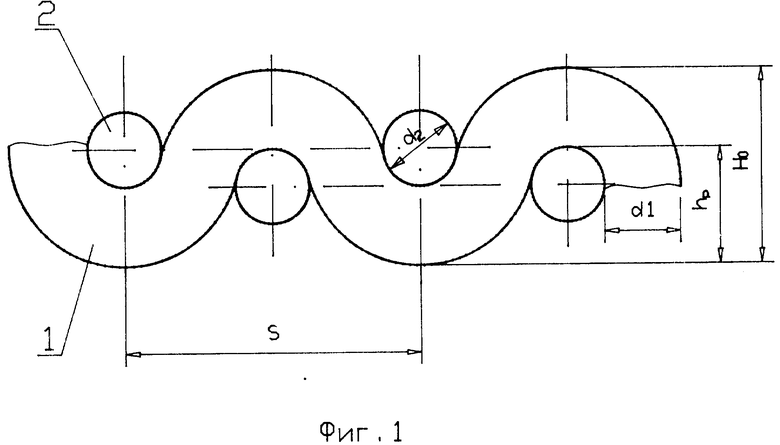
Способ изготовления металлической сетки, включающий получение полотна сетки переплетением основной и уточной проволок и последующую прокатку полотна сетки, отличающийся тем, что уточную проволоку перед переплетением подвергают рифлению на глубину 1,55 - 1,7 диаметра основной проволоки с шагом рифления, равным сумме глубины рифления и удвоенного диаметра уточной проволоки, а прокатку полотна сетки осуществляют в гладких валках с обжатием, обеспечивающим деформацию только уточной проволоки без деформации проволоки основной.

