5
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕЛИВА ЖИДКОГО МЕТАЛЛА ИЛИ ЭЛЕКТРОПРОВОДЯЩИХ ЖИДКОСТЕЙ | 2002 |
|
RU2225279C2 |
| Способ литья | 1971 |
|
SU439342A1 |
| Способ литья под всесторонним газовым давлением | 1990 |
|
SU1743685A1 |
| Способ получения отливок | 1987 |
|
SU1713731A1 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ИСПОЛЬЗОВАНИЕМ КОЛЬЦЕОБРАЗНОГО ЭЛЕМЕНТА | 2019 |
|
RU2735329C1 |
| СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С ПОДВИЖНЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2735331C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1972 |
|
SU419313A1 |
| УСТРОЙСТВО И СПОСОБ ЛЕВИТАЦИОННОЙ ПЛАВКИ С НАКЛОННО РАСПОЛОЖЕННЫМИ ИНДУКЦИОННЫМИ УСТРОЙСТВАМИ | 2019 |
|
RU2737067C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВА МЕТАЛЛА В ВАЛКОВЫЙ КРИСТАЛЛИЗАТОР ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2019 |
|
RU2714569C1 |
СПОСОБ ЗАЛИВКИ РАСПЛАВА, ВК1ВОЧШ1ЩИЙ возбуждение электромагиитного поля в расплаве, отличающийся тем, что, с целью сокращения энергозатрат, на расплав воздействуют виброколебаниями, а электромагнитное поле возбуждают циклически и синхронно с частотЬЙ вибрации, с длительностью импульса, равной полупериоду виброколебаний.
9д
а
00
со
ND
1
Изобретение относится к литейному производству и может быть использовано для подъема жидкого металла на определенную высоту, при его перекачке и дозировании, а также при разливке металла в литейные формы, при непрерьгоном литье заготовок и при перекачке и транспортировке электропроводящих жидкостей.
Цель изобретения - сокращение энергозатрат.
Сущность способа заключается в следующем.
Заливку жидкого металла в литей ную форму осуществляют при комбинированном взаимодействии электромагнитного поля и вибрации. Электромагнитное поле, воздействующее на металл создают с помощью индукторов, установленных возле заполняемы полостей. Динамическое воздействие вибрации на расплав вызывает в нем периодические колебания с амплитудой А и, как следствие, в результате наложения виброколебаний происходит периодическое сжатие и растяжение расплава.
Одновременно с наложением виброколебаний на подаваемую порцию электропроводящей жидкости воздействуют электромагнитным полем с напряженностью Н.
На перемещающуюся электропроводящую среду, находящуюся в магнитном поле, действует сила на единицу объема
рр.н
магнитная Проницаемость электропроводящей среды; плотность наведенного тока в электропроводящей среде; напряженность магнитного моля.
Подобная сила возникает и при вибрации электропроводящей среды в магнитном поле. Воздействуя в данном случае на жидкий металл, совершающий периодическое сжатие и растяжение, она будет играть роль силы сопротивления, стремясь зафиксировать металл в неподвижном состоянии.
При наложении электромагнитного поля циклически и синхронно с частотой вибрации и с длительностью импульса наложения электромагнитного поля в пределах половины периода
92г
виброколебаний электромагнитное поле вызьшает силу сопротивления перемещению только строго в одну половину периода виброколебаний, формируя в жидкости таким образом импульсы давления, которые и вызывают направленное движение подаваемых объемов.
Скорость подачи при этом зависит от амплитуды виброперемещения и частоты вибрации.
Скорость подъема.металла определяется
V A-f ,
где V - скорость подъема;
f - частота вибрации металлопровода;
А - амплитуда виброперемещения металлопровода вдоль своей оси.
Реальная скорость перемещения металла тем выше, чем меньше-скольжение, которое в свою очередь зависит от величины напряженности электромагнитного поля
VP A-f(l-S) где S - скольжение;
VP - реальная скорость жидкого
металла,
Af - Ур
S Af
Из приведенного выше видно, что эффективность подачи расплава предлагаемым способом значительно вьше, чем способами, где используется для этого только одна электродинамическая сила. Даже при наложении незначительного электромагнитного поля по предлагаемому способу можно добиться подъема металла за счет наложения вибрации.
. ;
Повышение эффективности указанного способа при подаче жидких металлов обеспечивается значительно меньшей потерей энергии на нагрев из-за непосредственной передачи механической энергии. При этом уменьшается влияние таких факторов, как электропроводность, температура плавления, что в целом повышает
надежность подачи жидких металлов. Непосредственная передача механической энергии в жидкий металл за счет вибрации, минуя ее преобразование
из электрической, повьппает надеж-ность способа.
Пример. Отливали в корковые формы цилиндрические гильзы диаметром. 130 мм, высотой 320 мм и преобладающей толщиной стенки 8 мм.
В качестве материала был использован чугун.
Подачу металла в форму осуществляли по двум способам - прототипу и предлагаемому. По прототипу металл в форму подавали с помощью напорной трубы.от магнитодинамической установки, по предлагаемому заливаемые формы устанавливали на вибростоле и охватьтали соленоидным индуктором. Полученные при проведении исследований данные приведены в таблице.
При подаче жидкого металла по предлагаемому способу виброколебания, налагаемые на жидкий металл, должны содержать составляющую виброколебаний, действующую по линии, совпадающей с направлением подачи жидкого металла. Если осуществляетс подача по вертикальному каналу, налагаются вертикальные колебания, при горизонтальной принудительной подаче на жидки.й металл налагают горизонтгшьные виброколебания. Поэтому в любом случае для подачи жидкого металла в требуемом направлении амплитуда виброколебаний, налагаемых на передаваемую жидкость, должна иметь составляющую, действующую вдоль линии, совпадакщей с вектором направления подачи.
Наложение электромагнитного поля по предлагаемому способу осуществляют строго в определенную половину периода виброколебаний в зависим сти от того, прямое или обратное
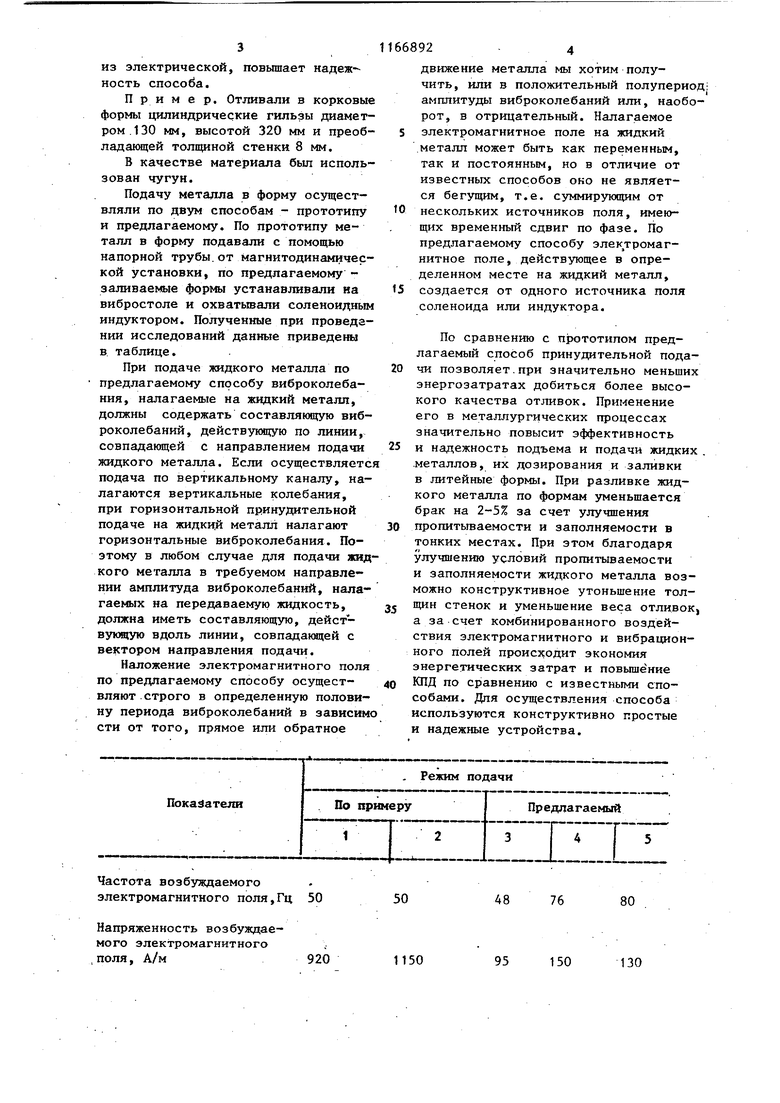
Частота возбуждаемого
электромагнитного поля,Гц
Напряженность возбуждаемого электромагнитного ,поля, А/м
движение металла мы хотим получить, или в положительный полуперио амплитуды виброколебаний или, наоборот, в отрицательный. Налагаемое электромагнитное поле на жидкий .металл может быть как переменным, так и постоянным, но в отличие от известных способов оно не является бегущим, т.е. суммирующим от нескольких источников поля, имеющих временный сдвиг по фазе. По предлагаемому способу элек тромагнитное поле, действующее в определенном месте на жидкий металл, создается от одного источника поля соленоида или индуктора.
По сравнению с прототипом предлагаемый способ принудительной подачи позволяет.при значительно меньших энергозатратах добиться более высокого качества отливок. Применение его в металлургических процессах значительно повысит эффективность и надежность подъема и подачи жидких .металлов, их дозирования и заливки в литейные формы. При разливке жидкого металла по формам уменьшается брак на 2-5% за счет улучшения пропитьгеаемости и заполняемости в тонких местах. При этом благодаря улучшению УСЛОВИЙ пропитываемости и заполняемости жидкого металла возможно конструктивное утоньшение толщин стенок и уменьшение веса отливок а за счет комбинированного воздействия электромагнитного и вибрационного полей происходит экономия энергетических затрат и повьш1ёние КПД по сравнению с известными способами. Дпя осуществления способа используются конструктивно простые и надежные устройства.
48 76
80
95 150
130
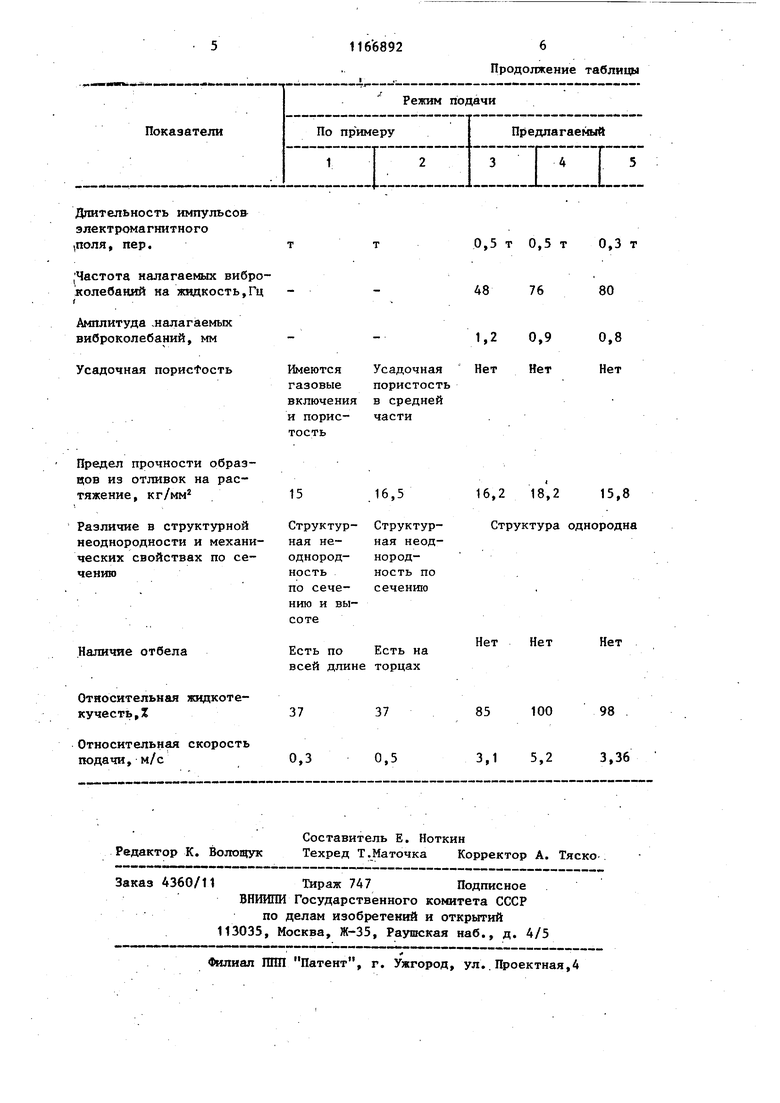
Продолжение таблицы
| Способ дозирования жидкого металла | 1961 |
|
SU141998A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литейное производство, 1983, 9 10, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
