1
Изобретение относится к области литейного нроизводства, в частности к оборудованию для литья под низким давлением.
Известны заливочные и дозирующие устройства для литья в кокиль под низким электромагнитным давлением, содержаш,ие раздаточный тигель, индукционный насос и форму, соединенную на выходе с металлонроводом. В указанных устройствах очистка металла осундествляется путем его обработки флюсами в результате замешивания в металл или нролива через слой расплавленного флюса всей порции подготовленного к заливке расплава. При этом металл полностью не очищается, и в процессе его разбора из тигеля вновь происходит загрязнение металла в результате насыщения газами и замещивания окислов.
Предлагаемое устройство для литья, под низким давлением отличается тем, что для новышения качества металла, заливаемого в форму, металлопровод вынолнен в виде тройника, на нрямолинейном участке которого установлен 11лоский реверсивный индукционный насос, включающий две ветви разветвленного металлонровода и подкачивающий жидкий металл в форму или переливающий его в емкость тигля.
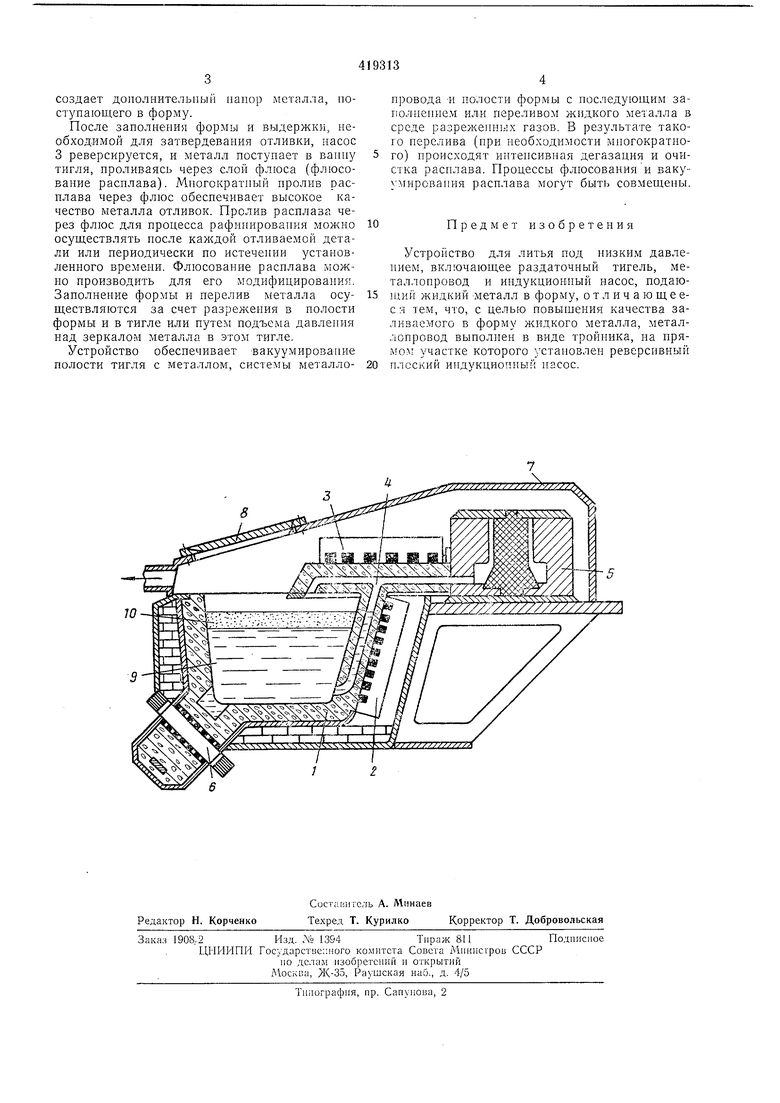
На чертеже показано описываемое устройство.
Устройство для заполнения формы металлом при литье под низким электромагнитным давлением содержит раздаточный тигель 1, два плоских линейных индукционных насоса 2 и 3, каналы которых образуют тройник 4, нричем индуктор насоса 3 - реверсивный, и этот насос расноложен на прямолинейном участке тройника. Индуктор насоса 2 размещен с внещней стороны стенки тигля 1. Литейная форма 5 является герметичной (для жидкого металла) и соединена с каналом металлопровода. Температура расплава поддерживается индукционным нагревателем б канального тина, однако можно применять нагреватели другого тина. Устройство оснащено герметичным кожухом 7 и крыщкой 8, обеспечнвающими вакуумирование расплава и формы.
Устройство работает следующим образом.
В тигель 1 заливают жидкий металл 9 и
расплавленный флюс 10, закрывающий зеркало расплава в тигле, и включают индукционный нагреватель 6, поддерживаюндий задапную температуру этого расплава. Литейную форму 5 устанавлнвают на держатель и соединяют с металлопроводом насосов. Включением электромагнитных насосов металл, подготовлепный к разливке, подают по капалу насосов 2 и 3 в форму 5, причем насос 3, расположенный на прямолинейном участке тройника, направление бегущего поля которого
ограиичивает протекание металла в тигель,
создает дополнительный напор металла, ноступающего в форму.
После заполнения формы и выдержки, необходимой для затвердевания отливки, иасос 3 реверсируется, и металл поступает в ванну тигля, проливаясь через слой флюса (флюсование расплава). Многократный пролив расплава через флюс обеспечивает высокое качество металла отливок. Пролив расплава через флюс для процесса рафииирования можно осуществлять после каждой отливаемой детали или периодически по истечении установленного времени. Флюсование расплава можно производить для его модифицирования. Заполнение формы и перелив металла осуществляются за счет разрежения в полости формы и в тигле или путем подъема давления над зеркалом металла в этом тигле.
Устройство обеспечивает вакуумирование полости тигля с металлом, системы металлопровода И полости формы с последующим заполненне.м ил:И переливом жидкого металла в среде разреженных газов. В результате такого перелива (при необходимости многократного) происходят интенсивная дегазация и очистка расплава. Процессы флюсования и вакуумирования расплава могут быть совмещены.
Предмет изобретения
Устройство для литья под пизким давлением, включающее раздаточный тигель, металлопровод и индукционный насос, подающий жидкий металл в форму, отличающеес я тем, что, с целью повышения качества заливаемого в форму жидкого металла, металлопровод выполнен в виде тройника, на прямом участке которого установлен реверснвный плоский индукционный пасос.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1973 |
|
SU406636A1 |
| Плавильно-заливочное устройство для литья под низким электромагнитным давлением | 1973 |
|
SU448068A1 |
| ЗАЛИВОЧНО-ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU375128A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
| Устройство для литья под электромагнитным давлением | 1983 |
|
SU1118481A1 |
| Устройство для литья под электромагнитным давлением | 1982 |
|
SU1068223A1 |
| Устройство для дозирования жидкого металла в машину литья под давлением | 1977 |
|
SU659284A1 |
| Способ получения отливок | 1987 |
|
SU1713731A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |