Изобретение относится к области устройств и способов для транспортировки жидкого металлического расплава или электропроводящих жидкостей, в данном случае магния и его сплавов при их разливе.
Известен ряд электромагнитных устройств для перелива жидкого металла. В частности, в качестве устройств для перелива используются магнитодинамические насосы различных модификаций, имеющих Ф-образный транспортный канал. Основным недостатком этого типа насосов является сложная Ф-образная форма канала, что препятствует его успешной эксплуатации, т.к. в производстве очистить канал от окислов шлаков представляет значительную трудность (Полищук В.П. и др. Литейное производство, 1968, 12, с.13-16).
Известны также устройства для перелива, в которых насосы с бегущим магнитным полем имеют энергетические характеристики лучше, чем у насоса со сплющенным каналом. Однако конструкция таких насосов также очень сложна, и они не получили промышленного внедрения (Глотов Б. и др. Литейное производство, 1985, 10, с. 31-32).
В качестве устройств для перелива, в том числе жидкого магния, используют кондукционный электромагнитный насос, который размещают над уровнем расплава, при этом его можно эксплуатировать только при защите электромагнитной составляющей от теплового излучения, выделяемого жидкой ванной металла и печными газами. Его эксплуатация возможна только на печах с электроподогревом или индукционных печах небольшой мощности, чтобы избежать влияния электромагнитного поля печи. Для промышленных пламенных печей такие устройства не применимы.
Вместе с тем применение электромагнитных насосов позволяет организовать спокойный без перемешивания перелив расплавленного металла или иных электропроводящих жидкостей из раздаточной печи и закрытую безокислительную подачу его в литейное устройство (кристаллизатор, форму, конвейер и т.п.). Как правило, применение электромагнитной техники оказывается оправданным в тех технологических процессах производства, в частности магния и его сплавов, где высокий темп работы или особые требования к качеству, как, например, при литье слитков, заставляют искать новые решения транспортировки жидкого металла.
Наиболее близким к предложенному является устройство для перелива жидкого металла, содержащее электромагнитный насос и металлопровод, образующий с каналом насоса транспортный канал, при этом электромагнитный насос выполнен в виде плоского линейного насоса, имеющего канал, вокруг которого размещен индуктор в виде двух половинок раздвинутого статора короткозамкнутого асинхронного двигателя (см. Магниевые сплавы, ч.II. Справочник. Технология производства и свойства отливок и деформированных полуфабрикатов./ Под ред. И.И. Гурьева, М.В. Чухрова. - М.: Металлургия, 1978, с.80-81).
Известное устройство не обеспечивает возможности плавного регулирования процесса перелива и поддержания заданного температурного режима.
Техническим результатом заявленного изобретения является обеспечение плавного регулирования процесса перелива и транспортировки жидкого металла, в том числе жидкого магния или иных электропроводящих жидкостей, и поддержания постоянного температурного режима при переливе и разливке в формы и обеспечивает также поддержание заданного диапазона расхода продукта. За счет обеспечения заданного температурного режима и заданных параметров расхода устройство обеспечивает перелив металлов в промышленных условиях.
Технический результат достигается тем, что устройство для перелива жидкого металла или электропроводящей жидкости, содержащее электромагнитный насос и металлопровод, образующий с каналом электромагнитного насоса транспортный канал, при этом электромагнитный насос выполнен в виде цилиндрического или плоского линейного насоса, имеющего канал, вокруг которого размещен индуктор в виде двух половинок раздвинутого статора (полустаторов) короткозамкнутого асинхронного двигателя, снабжено блоком регулирования перелива, включающим регулятор тока, установленный в цепи подачи тока в обмотки индуктора электромагнитного насоса, и датчик наличия жидкого металла или электропроводящей жидкости, установленный в металлопроводе с возможностью отключать указанные обмотки от цепи подачи тока в указанные обмотки при попадании жидкого металла или электропроводной жидкости в металлопровод.
Изобретение иллюстрируется чертежами.
На фиг. 1 представлена функциональная схема заявленного устройства для перелива жидкого металла или электропроводящих жидкостей, на фиг.2 представлен возможный вариант выполнения цилиндрического или плоского магнитного электромагнитного насоса, который может быть использован в заявленном устройстве, на фиг.3 приведена функциональная схема блока регулирования перелива жидкого металла или электропроводящих жидкостей.
Устройство (фиг. 1) содержит емкость 1, в которой находится, например, жидкий магниевый сплав. В указанной емкости 1 размещен цилиндрический или плоский линейный электромагнитный насос 2, канал насоса 2 совмещен с металлопроводом 3, окруженным теплоизоляцией 4 и 5 и расположенным внутри кожуха 6. Кожух 6 с металлопроводом 3 жестко связан с корпусом насоса 2, на другом конце кожуха 6 с металлопроводом 3 установлен электронагреватель 7, в зоне которого имеется выход 8 металлопровода 3 для разлива жидкого металла в форму 9.
Поскольку электромагнитный насос 2 расположен в емкости 1 с возможностью всасывания в каналы насоса 2 жидкого металла, то для того, чтобы в насос поступала жидкость, он расположен на заданном расстоянии от дна емкости 1. Для этого кожух 6 с металлопроводом 3 крепится на стойке 21 с возможностью изменения положения кожуха 6 с металлопроводом 3 по вертикали, чтобы иметь возможность поднимать или опускать насос 2.
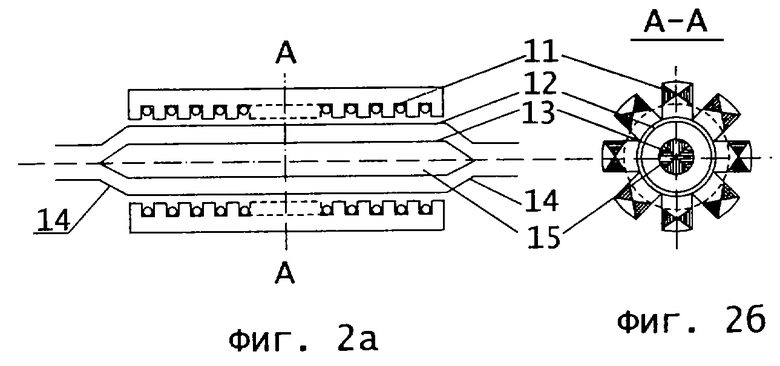
На фиг. 2а и 2б приведена схема выполнения электромагнитного насоса 2, который состоит из индуктора 11, коаксиальных труб 12 и 13, образующих канал насоса 2, диффузоров 14 канала и ферромагнитного сердечника 15.
Индуктор 11 охватывает наружную коаксиальную трубу 12 канала насоса, а внутри внутренней трубы 13 размещен ферромагнитный сердечник 15.
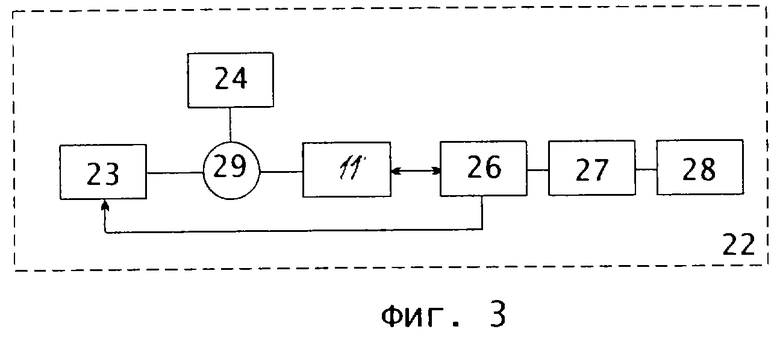
Устройство для перелива жидкого металла или электропроводящих жидкостей содержит блок 22 регулирования перелива жидкого металла (фиг.3).
В состав блока 22 входят управляемый источник 23 тока, от которого в обмотки индуктора 11 насоса 2 поступает ток, датчик 24 наличия жидкого металла или электропроводящей жидкости в транспортном канале, связанный с размыкающим контактом 29, включенным между источником 23 тока и обмотками индуктора 11, а также регулятор 26 тока, выход которого соединен со входом управления источника 23 тока, а вход соединен с выходом микропроцессора 27. Регулятор 26 тока соединен с токовой цепью индуктора 11 с возможностью отслеживания величины тока в обмотках индуктора 11.
Устройство работает следующим образом.
В заявленном устройстве перелив ведется с помощью цилиндрического или плоского линейного электромагнитного насоса 2.
Электромагнитный насос 2 содержит канал для всасывания жидкости, вокруг которого расположен индуктор 11, представляющий собой две половинки раздвинутого статора асинхронного короткозамкнутого двигателя. Расплав из емкости 1 попадает в канал насоса, образованный коаксиально расположенными трубами 12 и 13, внутри которых размещен ферромагнитный сердечник 15, а обмотки индуктора 11 окружают канал насоса с внешней стороны. Жидкость из емкости 1 при включенном насосе (на обмотки статора подан ток) поступает в канал насоса 2 и движется по нему под действием бегущего магнитного поля, создаваемого индуктором 11. При включении насоса 2, т.е. при подаче тока в обмотки индуктора 11, происходит всасывание жидкого металла по трубопроводу 19 через перфорированный конус 16 и шаровой клапан 17 в канал насоса 2 посредством движущей силы при создании магнитного поля с установленным вектором направления движения расплава двумя полустаторами короткозамкнутого асинхронного двигателя, между которыми и расположен канал насоса, предназначенный для транспортировки жидкого металла из емкости через канал насоса 2 и металлопровод 3 в форму 9.
При этом величину тока в обмотках индуктора 11 регулируют с помощью регулятора 26 тока, выход которого подключен ко входу управления управляемого источника тока 23, связанного с обмотками индуктора 11 (фиг.3).
С помощью замеров была построена зависимость между величиной тока I в обмотках индуктора и расходом Q металла, поступающего в металлопровод 3.
Q=f(I).
Была построена зависимость Q=f(I) в диапазоне расхода от 1 кг/с до 10 кг/с при заданном сечении канала насоса 2 и металлопровода 3.
Данные этой зависимости хранятся в памяти микропроцессора 27. При этом можно выбрать тот или иной режим расхода, т.е. задать определенную величину тока.
Было замечено, что, изменяя величину тока I в обмотках индуктора 11, можно изменять и величину расхода Q жидкого металла в металлопроводе 8.
Была проведена серия замеров путем изменения величины тока и измерения при этом величины расхода при заданных сечениях металлопровода и канала насоса. В результате была выявлена зависимость между Q и I.
Зависимость Q= f(I) можно получить и с помощью определенных математических преобразований. Однако, это не относится к существу изобретения.
Для того чтобы осуществить регулирование расхода жидкости, заявленное устройство для перелива снабжено блоком 22 регулирования перелива жидкого металла или электропроводящей жидкости. В состав этого блока также входит микропроцессор 27, в память которого записаны данные полученной зависимости Q= f(I), микропроцессор 27 связан с регулятором 26 тока, предназначенным для преобразования величины тока, задаваемого микропроцессором 27, в управляющее воздействие для управления величиной тока управляемого источника тока 23, включенного в цепь питания индуктора 11.
В случае необходимости изменения режима расхода устройства с помощью блока 28 ввода можно выбрать режим расхода, вводится команда на задание определенного расхода, по этой команде микропроцессор 27 выбирает значение тока, соответствующее расходу, и передает в регулятор 26 тока, который уменьшает или увеличивает величину тока в источнике 23 тока.
Таким образом, при разливе задается нужная величина расхода продукта, в частности, для заявленного устройства можно задать диапазон от 1 кг/с до 10 кг/с. Однако понятно, что можно изменить диапазон в зависимости от необходимых параметров, в том числе меняя сечение транспортного канала, т.е. сечение металлопровода и канала насоса, образующих транспортный канал.
При этом расход, например, регламентируется необходимым количеством металла в единицу времени для обеспечения формирования слитка диаметром от 200 до 900 мм и плоских от сечения 65•540 до 200•1200 мм. Приведенный диапазон расхода дан во взаимосвязи со скоростью литья и количеством одновременно отливаемых слитков на одной литейной машине.
Заявленное устройство обеспечивает возможность поддержания при разливе определенной температуры.
Дело в том, что при переливе, например, жидкого магния необходимо поддерживать интервал температур от 650 до 750oС, обусловленный по нижнему пределу температурой плавления магния, а верхний предел ограничен допустимым перегревом металла при литье, превышение которого приводит к трещинам в слитках и отливках.
Перепад температур в 5oС на 1 м трубопровода обеспечит заданную температуру литья без критического перегрева расплава, приводящего к растрескиванию отливок, и сохранит экономичный режим расхода электроэнергии, что существенно для промышленного производства продукта.
Для обеспечения температурного режима предлагается подача жидкого металла из емкости 1 не постоянно, а порциями. При этом как только жидкий металл достигает определенной зоны в металлопроводе, например в зоне выхода 8, насос отключается. В этом случае температура будет поддерживаться в заданных пределах за счет наличия теплоизоляции и определенной скорости транспортирования расплава, с другой стороны исключается перегрев металла.
Порционность подачи достигается тем, что в определенном месте металлопровода устанавливают датчик 24 наличия жидкого металла или электропроводящей жидкости.
Датчик 24 срабатывает при изменении сопротивления металлопровода при попадании в зону действия датчика 24 жидкого металла. Изменения сопротивления датчика 24 приводят к размыканию размыкающего контакта 29, установленного в цепи подачи тока в статорную обмотку между источником 23 тока и обмоткой индуктора 11. При этом насос 2 отключается. Далее по заданной в микропроцессор 27 программе микропроцессор 27 вновь подает команду регулятору 26 тока о величине тока для подачи в обмотку индуктора 11, и процесс перелива возобновляется.
Таким образом, в заявленном устройстве для перелива жидких металлов и расплавов солей с плоским или круглым транспортным каналом, состоящим из канала насоса 2 и металлопровода 3, создается движущая сила, поскольку канал насоса 2 расположен между двумя полустаторами короткозамкнутого асинхронного двигателя, создающего магнитное поле с установленным вектором направления движения расплава. При этом устройство осуществляет регулирование расхода продукта с помощью регулятора 26 тока в обмотках индуктора 11 указанного асинхронного двигателя для обеспечения регламентированного количества расплава 0,1 - 10 кг/с при заданном температурном диапазоне.
Приведенные варианты осуществления устройства являются одними из возможных примеров реализации и не ограничивают объем защиты заявленного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Способ регулирования параметров линейного индукционного насоса и устройство для его осуществления | 1978 |
|
SU748748A1 |
| Плавильно-заливочное устройство для литья под низким электромагнитным давлением | 1973 |
|
SU448068A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО РАФИНИРОВАНИЯ ЭЛЕКТРОПРОВОДНЫХ РАСПЛАВОВ | 2001 |
|
RU2194779C2 |
| СИСТЕМА РАЗЛИВА АЛЮМИНИЯ ИЗ МИКСЕРА В ФОРМЫ, ЭЛЕКТРОМАГНИТНЫЕ ПРОБКИ И ЭЛЕКТРОМАГНИТНЫЙ ОТКЛОНИТЕЛЬ ПОТОКА РАСПЛАВА АЛЮМИНИЯ В ЛОТКЕ | 2006 |
|
RU2337787C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2096896C1 |
| Способ изготовления короткозамкнутых роторов электрических машин | 1987 |
|
SU1566444A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Устройство для литья под электро-МАгНиТНыМ дАВлЕНиЕМ | 1979 |
|
SU835630A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
Изобретение относится к транспортировке жидкого металлического расплава или электропроводящей жидкости, в частности магния или его сплавов, при их разливе. Техническим результатом изобретения является обеспечение плавного регулирования процесса перелива и поддержание постоянного температурного режима и заданных параметров расхода при переливе. Устройство содержит электромагнитный насос и металлопровод, образующий с каналом электромагнитного насоса транспортный канал. Электромагнитный насос выполнен в виде цилиндрического или плоского линейного насоса, имеющего канал, вокруг которого размещен индуктор в виде двух половинок раздвинутого статора короткозамкнутого асинхронного двигателя. Устройство снабжено блоком регулирования перелива, включающим регулятор тока, установленный в цепи подачи тока в обмотки индуктора электромагнитного насоса, и датчик наличия жидкого металла или электропроводящей жидкости, установленный в металлопроводе и выполненный с возможностью отключения указанных обмоток от цепи подачи тока при попадании жидкого металла или электропроводящей жидкости в металлопровод. 3 ил.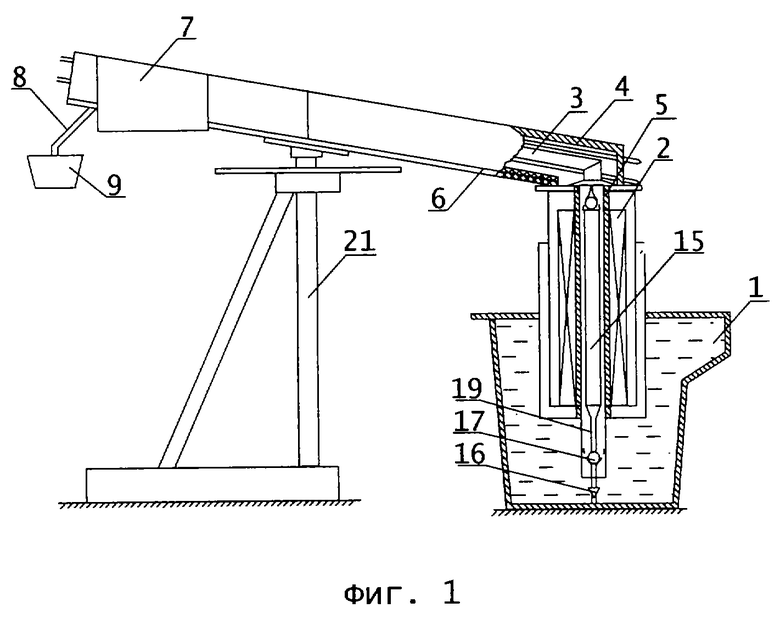
Устройство для перелива жидкого металла или электропроводящей жидкости, содержащее электромагнитный насос и металлопровод, образующий с каналом электромагнитного насоса транспортный канал, при этом электромагнитный насос выполнен в виде цилиндрического или плоского линейного насоса, имеющего канал, вокруг которого размещен индуктор в виде двух половинок раздвинутого статора короткозамкнутого асинхронного двигателя, отличающееся тем, что оно снабжено блоком регулирования перелива, включающим регулятор тока, установленный в цепи подачи тока в обмотки индуктора электромагнитного насоса, и датчик наличия жидкого металла или электропроводящей жидкости, установленный в металлопроводе и выполненный с возможностью отключения указанных обмоток от цепи подачи тока при попадании жидкого металла или электропроводящей жидкости в металлопровод.
| Магниевые сплавы | |||
| Технология производства и свойства отливок и деформированных полуфабрикатов | |||
| Справочник /Под ред | |||
| И.И | |||
| Гурьева и др | |||
| - М.: Металлургия, 1978, с.80-81 | |||
| Электромагнитное дозирующее устройство | 1983 |
|
SU1088876A1 |
| Способ перемещения жидкого металла | 1948 |
|
SU113696A1 |
| Устройство для регулирования расхода жидких металлов | 1977 |
|
SU878408A1 |
| Электромагнитное дозирующее устройство | 1978 |
|
SU685433A1 |
| Устройство для механизированной шихтовки листов статоров электрических машин | 1951 |
|
SU95620A1 |

