Изобретение относится к пайке, а именно к оборудованию для дайки деталей погружением в расплав припоя . Цель изобретения - повышение качества пайки. Сущность изобретения - повышение качества пайки. Сущность изобретения состоит в TQM, что устройство дополнительно снабжается поплавком колоколообразной формы, а паяемая деталь располагается внутри образованного поплавком пространства, связанного ка налом с источником разрежения. Така конструкция устройства позволяет регулировать и контролировать разме ры облуженной и необлуженной частей деталей, а также скорость погруже.ниях детали в припой. Кроме того, в процессе пайки обеспечивается уда ление загрязняющих паров из зоны пайки. На чертеже представлена схема пр лагаемого устройства. Устройство состоит из резервуара 1 с расплавленнш припоем 2, держателя 3 паяемой детали 4. Держатель 3 снабжен поплавком 3, имеющим ксшоколообразную форму. Паяемая деталь 4 расположена внутри образованного поплавком 5 пространства, связанного каналом 6. с источником разрежения 7. Устройство работает следукщим образом. В исходном положении держатель 3 паяемой детали 4 вместе с поплавком 5 находятся вне зоны припоя 2, например подняты. Резервуар 1 заполнен припоем 2, источник разрежения 7 выключен. Устройство готово к проведению пайки. Для проведения пайки держатель 3 вместе с паяемой деталью 4и поплавком 5 помещаются на поверхность припоя 2. При выключенном источнике разрежения 7 уровень припоя 2 не поднимается внутри поплавка 5за счет давления, создаваемого припоем 2 в пространстве под поплавком 5. После включения источника разрежения 7 припой 2 поднимается внутри пространства, образованного поплавком 5. Величина разрежения, обеспечиваемая источником разрежения, определяет уровень припоя в зоне пайки. По окончании пайки отключается источник разрежения 7 и держатель 3 с паяемой деталью 4 и поплавком 5 поднимаются. При использовании предложенного устройства, например, для лужения контактных площадок микросхем высотой 0,5 мм при условии обеспечения их полного смачивания припоем и недопустимости затекания припоя выше 0,5 мм от верхней кромки контактных площадок указанные требования полностью удовлетворяются. Предложенное устройство обеспечивает высокое качество и стабильность размеров пайки независимо от уровня припоя в резервуаре. Качество пайки повьш1ается также и вследствие удаления из рабочей зоны загрязняющих паров и газов в процессе проведения пайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения паяльной жидкости | 1985 |
|
SU1294519A1 |
| Устройство для пайки деталей погружением | 1975 |
|
SU534321A2 |
| ПАЯЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ АДГЕЗИВА ДЛЯ ВРЕМЕННОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2018 |
|
RU2743182C1 |
| СПОСОБ ПАЙКИ | 1992 |
|
RU2095206C1 |
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |
| Устройство для лужения и пайки погружением в расплавленный припой | 1977 |
|
SU671041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
УСТРОЙСТВО ДЛЯ ПАЙКИ ДЕТАЛЕЙ ПОГРУЖЕНИЕМ, содержащее резервуар с расплавленным припоем и держатель детали, отличающееся тем, что, с целью улучшения качества пайки, оно снабжено поплавком колоколообразной формы, внутри которого размещен держатель, закрепленньш на поплавке, и источником разрежения, соединенным с полостью поплавка. k 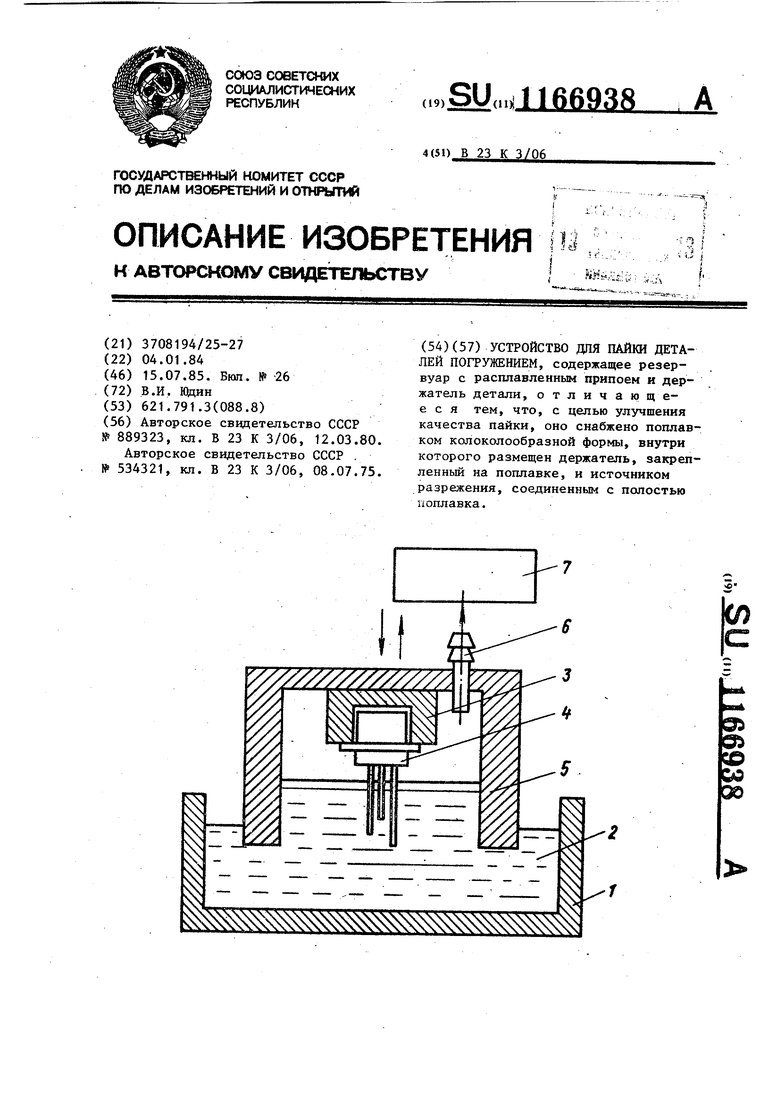
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР | |||
| Устройство для пайки деталей погружением | 1975 |
|
SU534321A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
