Изобретение относится к области пайки, а точнее к устройствам для пайки погружения.
Целью изобретения является повышение качества нанесения паяльной жидкости.
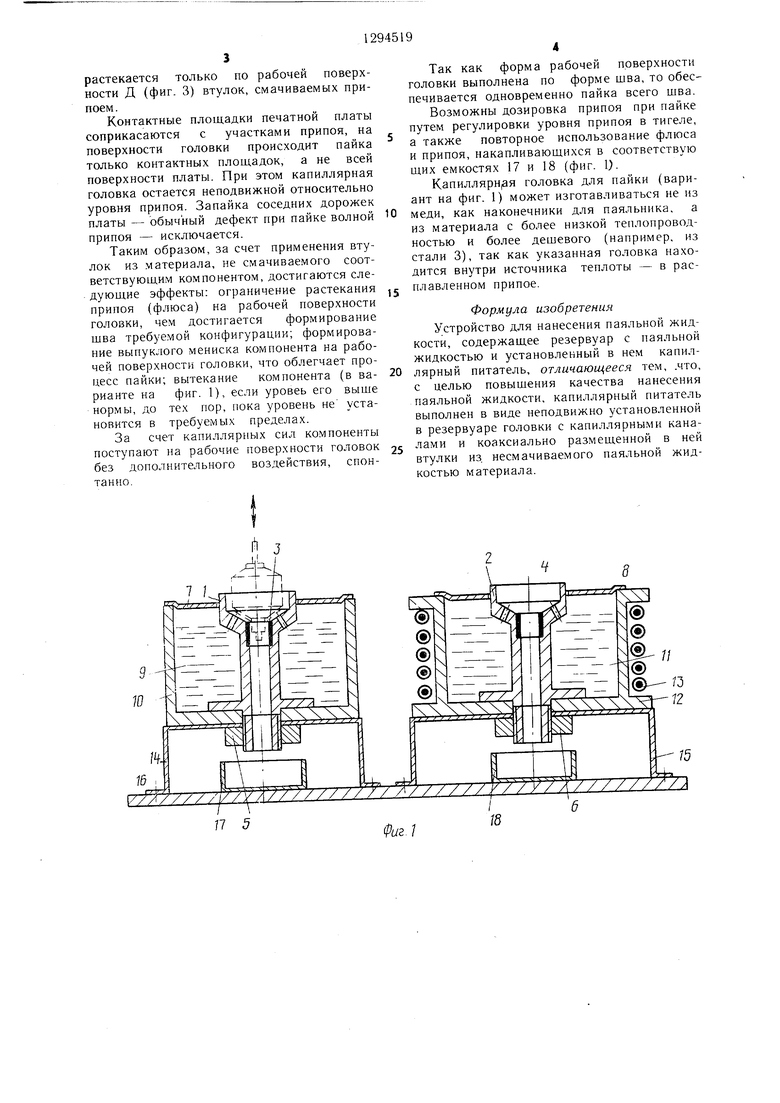
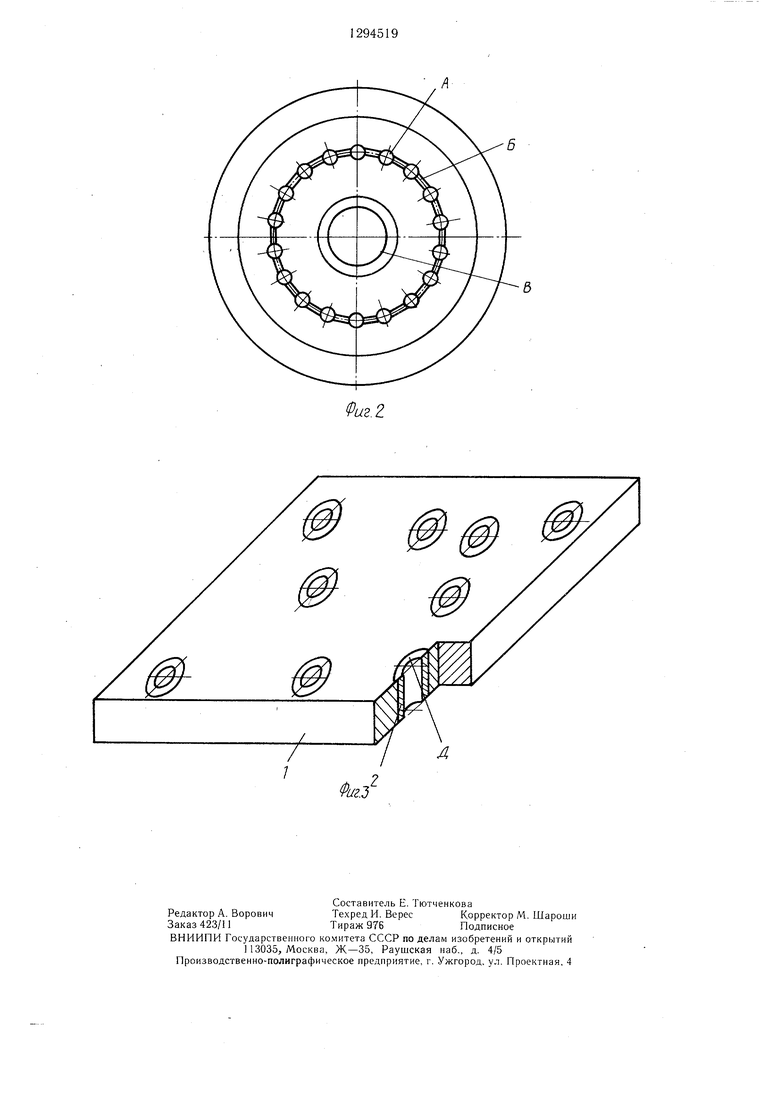
На фиг. 1 показано устройство для пайки кольцевых или точечных швов, расположенных по окружности (например, ламелей обмотки якоря микроэлектродвигателя постоянного тока), вариант; на фиг. 2 - капиллярная головка, вид сверху в увеличенном масштабе; на фиг. 3 - то же, для пайки точечных швов, расположенных в одной плоскости (например, для пайки печатных плат), с применение.м местного разреза для наглядности, вариант.
Устройство (фиг. 1) состоит из двух частей: первая служит для нанесения флюса, а вторая - для пайки шва. Обе части имеют аналогичные детали: капиллярные головки 1 и 2, втулки 3 и 4, установленные соос- но внутри головок, стяжные гайки 5 и 6, съе.мные крышки 7 и 8. Жидкий флюс 9 помещен в сосуд 10. Расплавленный припой 11 помещен в тигель 12 и нагревается нагревателем 13. Каждая часть устройства кре- гштся к своему основанию 14 и 15 стяжными гайками, которые накручиваются на резьбовую часть хвостовиков капиллярных головок. В свою очередь, указанные основания крепятся к плите 16. Под выходными отвер- стия.мк хвостовиков головок установлены емкости 17 и 18 для стекающи.х (в виде капель) флюса и припоя. Перпендикулярно рабочей поверхности головок просверлены тонкие отверстия А (фиг. 2) диаметром --1,5 .мм (капилляры), расположение которых точно повторяет форму игва. Для улучшения растекания компонента по рабочей поверхности головки капилляры соеди- нень между собой кольцевой канавкой Б.
Капиллярная головка 1 выполнена из материала, смачиваемого флюсом. Втулка 3 (например, из фторопласта) не смачивается флюсом. Аналогично капиллярная головка 2 для пайки (из стали 3) смачивается фипоем под воздействием флюса, а втулка 4 внутри головки 2 выполнена из материала (титанового сплава), не смачиваемого припоем. Все указанные втулки и капиллярные головки изготовлены из материалов, обладающих достаточной механической прочностью и стойкостью к истиранию. Флюс не должен загрязнять капилляры головки 2 в процессе пайки и вместе с тем должен быть достаточно активен, чтобы обеспечить высокую производительность пайки. Плита 16 выполнена из теплоизолирующего материала, чтобы исключить нагрев флюса.
Устройство работает следующим образом.
0
5
0
5
0
5
0
5
Под действием капиллярных сил жидкие компоненты 9 и 11 поднимаются по капиллярам на рабочие поверхности головок 1 и 2 и растекаются по указанным поверхностям. Во внутренние отверстия В головок (фиг. 2) по наклонным рабочим поверхностям жидкий флюс и расплавленный припой не поступают (при условии, если нет вибрации емкостей 10 и 12 на фиг. 1, а также если уровень указанных веществ находится в допустимых пределах), так как внутри втулки 3 и 4 выполнены из материалов, не смачиваемых соответствующи.ми компонентами. На рабочих поверхностях головок формируются тонкие пленки припоя и флюса с выпуклым мениском, в точности повторяюп;ие фор.му шва. Толщина пленки, а следовательно, и дозировка припоя и флюса, зависят от уровня ко.мпонентов в емкостях 10 и 12. Если по каким-либо при- чина.м уровень жидких компонентов превышен, излишки стекают по внутреннему отверстию В в капиллярных головках в е.м- кости 17 и 18 до тех пор, пока уровень не достигнет нормы. Флюс и припой, накапливающиеся в емкостях 17 и 18, могут использоваться повторно.
Паяемая деталь (показана пунктиро.м) последовательно опускается в капиллярную головку 1, шов смачивается флюсом, за- те.м - в капиллярную головку 2, где происходит пайка. При этом обеспечивается перенос теплоты на паяемую деталь через пленку жидкого припоя и происходит пайка щва одновре.менно по всей его длине. В момент касания шва детали, покрытого флюсом, с пленкой припоя, последний растекается по шву и по капилляра.м поступает в зону пайки, т. е. авто.матически восполняется унос припоя.
Кроме кольцевых швов возможна пайка, а также и отпайка деталей, и.меющих Т-, П- и Г-образные, множество точечных и штриховые швы. Соответственно требуется выполнить капиллярные головки и втулки по форме швов.
В качестве примера на фиг. 3 показана капиллярная головка 1 для пайки печатных плат (головка для нанесения флюса на плату выполняется аналогично). Перпендикулярно плоскости головки 1 (фиг. 3) просверлены отверстия, в которых установлены втулки 2. Координаты указанных отверстий и контактных площадок на плате совпадают. Головка выполнена в виде прямоугольной плиты из .материала, не смачиваемого припоем, а втулки, имеющие внутренние капиллярные отверстия малого диаметра, смачиваются припоем. Под действием капиллярных сил припой поднимается по капиллярам и на верхней поверхности головки создаются участки припоя с выпуклым мениском, так как припой
растекается только по рабочей поверхности Д (фиг. 3) втулок, смачиваемых припоем.
Контактные площадки печатной платы соприкасаются с участками припоя, на поверхности головки происходит пайка только контактных площадок, а не всей поверхности платы. При этом капиллярная головка остается неподвижной относительно уровня припоя. Запайка соседних дорожек платы - обычный дефект при пайке волной припоя - исключается.
Таким образом, за счет применения втулок из материала, не смачиваемого соответствующим компонентом, достигаются следующие эффекты: ограничение растекания припоя (флюса) на рабочей поверхности головки, чем достигается формирование шва требуемой конфигурации; формирование выпуклого мениска компонента на рабочей поверхности головки, что облегчает процесс пайки; вытекание компонента (в ва- рианте на фиг. 1), если уровеь его выще нормы, до тех пор, пока уровень не установится в требуемых пределах.
За счет капиллярных сил компоненты поступают на рабочие поверхности головок без дополнительного воздействия, спонтанно.
Так как форма рабочей поверхности головки выполнена по форме щва, то обеспечивается одновременно пайка всего щва.
Возможны дозировка припоя при пайке путем регулировки уровня припоя в тигеле, а также повторное использование флюса и припоя, накапливающихся в соответствую щих емкостях 17 и 18 (фиг. 1).
КапиллярН|ая головка для пайки (вариант на фиг. 1) может изготавливаться не из меди, как наконечники для паяльника, а из материала с более низкой теплопроводностью и более дещевого (например, из стали 3), так как указанная головка находится внутри источника теплоты - в расплавленном припое.
Формула изобретения Устройство для нанесения паяльной жидкости, содержащее резервуар с паяльной жидкостью и установленный в нем капиллярный питатель, отличающееся тем, .что, с целью повыщения качества нанесения паяльной жидкости, капиллярный питатель выполнен в виде неподвижно установленной в резервуаре головки с капиллярными каналами и коаксиально размещенной в ней втулки из. несмачиваемого паяльной жидкостью материала.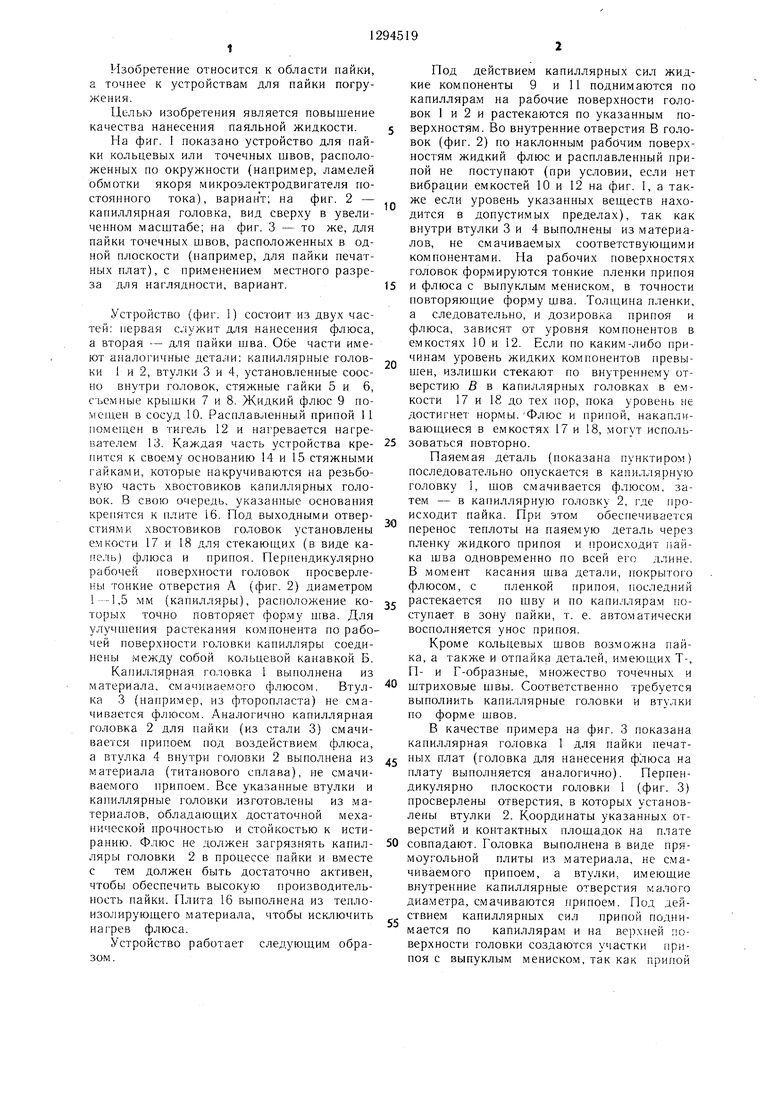
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки выводов микросхем | 1974 |
|
SU565785A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2092693C1 |
| СПОСОБ МОНТАЖА РАДИОЭЛЕМЕНТОВ НА ПЛАТЕ | 1992 |
|
RU2047286C1 |
| ПАСТА ДЛЯ ПАЙКИ РАДИОЭЛЕКТРОННЫХ ЭЛЕМЕНТОВ | 1991 |
|
RU2049634C1 |
| Устройство для удаления припоя | 1983 |
|
SU1174200A1 |
| Устройство для образования дозированных капель припоя | 1990 |
|
SU1722725A1 |
| Устройство для дозированной пайки и лужения | 1986 |
|
SU1449265A1 |
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |
Изобретение относится к области пайки метал.лов. Цель изобретения - повышение качества нанесения паяльной жидкости. Устройство состоит из двух аналогичных частей: первая служит для нанесения флюса, а вторая - для пайки шва. Обе части имеют капиллярные головки, которые смачиваются соответствующим компонентом (флюсом или припоем). Рабочая поверхность головок выполнена по форме шва. Втулки не смачиваются соответствуюш.им компонентом и установлены соосно внутри головок. Под выходными отверстиями хвостовиков головок установлены емкости для сбора стекающих в виде капель флюса и припоя. Перпендикулярно рабочей поверхности головок просверлены тонкие отверстия, расположение которых повторяет форму шва. Под действием капиллярных сил припой и флюс поднимаются по капиллярам над рабочей поверхностью головок, а втулки, выполненные из несмачиваемого материала, ограничивают растекание указанных компонентов. Паяемая деталь последовательно опускается в капиллярные головки. Шов смачивается флюсом, затем припоем и происходит пайка всей поверхности шва. 3 ил. i N3 СО 4; ел
10
/7 5
Фиг А
л
| Устройство для пайки и распайки | 1977 |
|
SU841828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
