. 1 .
Изобретение относится к сварке, в частности к контактной стыковой сварке оплавлением, и может быть использовано преимущественно при сварке звеньев горных цепей на машинах, выполненных по двухпозиционной двухпроходной схеме, т.е. на машинах, где сварка и зачистка грата осзгществляются одновременно на различных позициях, причем за один проход свариваются четные звенья (первая сторона цепи), а за второй проход - нечетные (вторая сторона цепи).
Цель изобретения - повышение производительности машины путем исключения потерь времени на переналадку при переходе на сварку вт рой стороны цепи и ликвидация брака цепей, который неизбежен при наладке машины на Другой шаг.
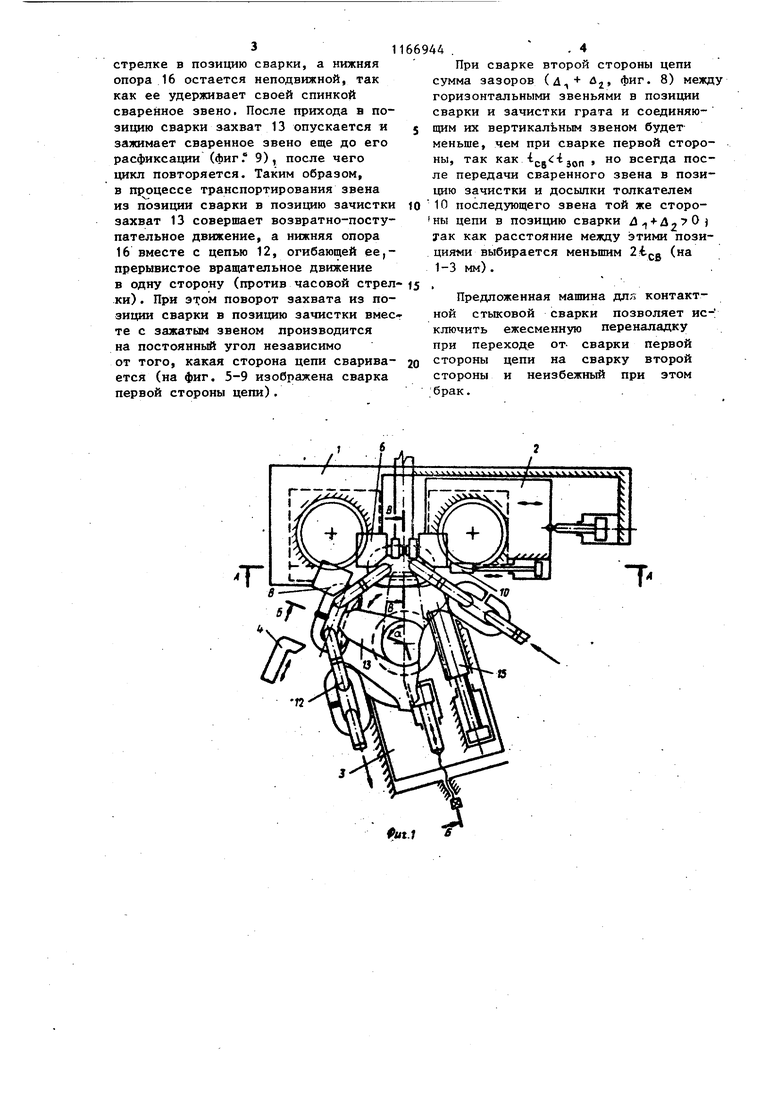
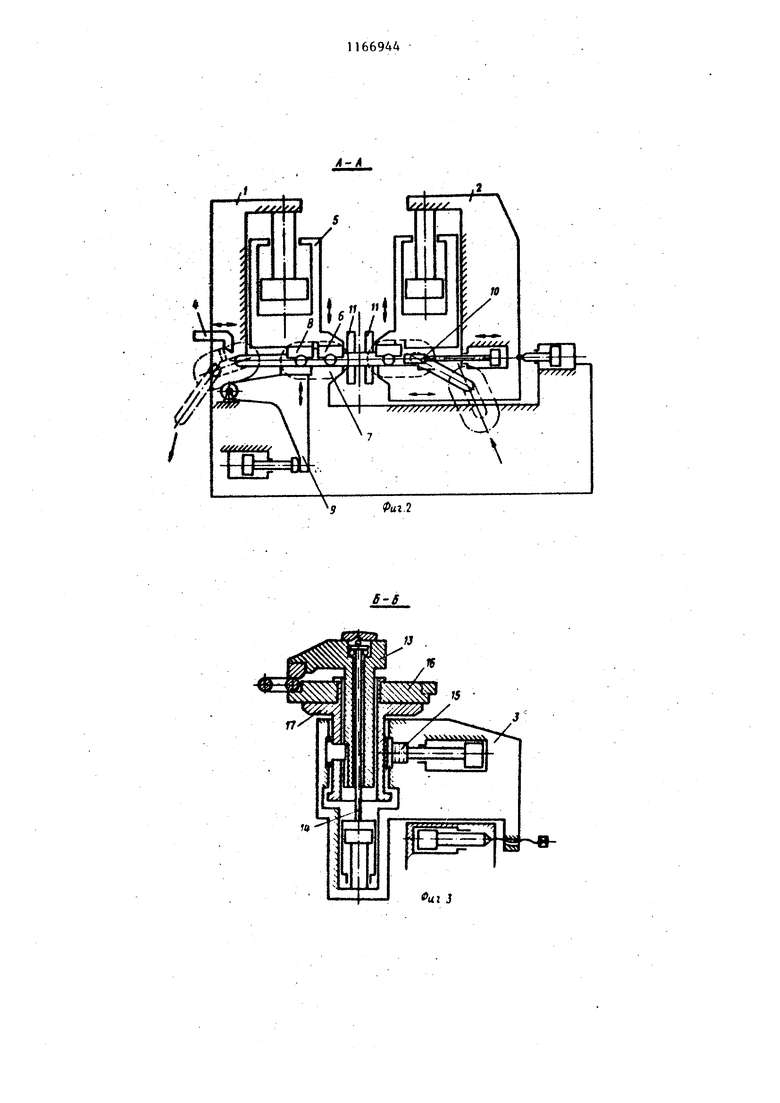
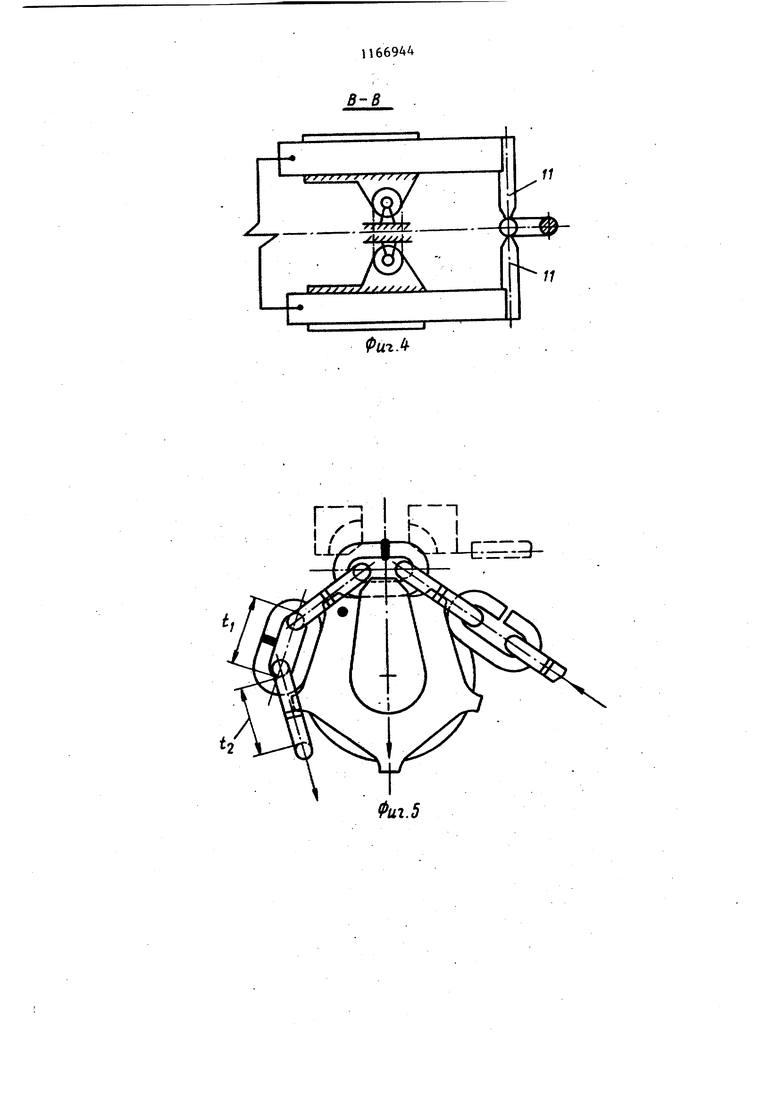
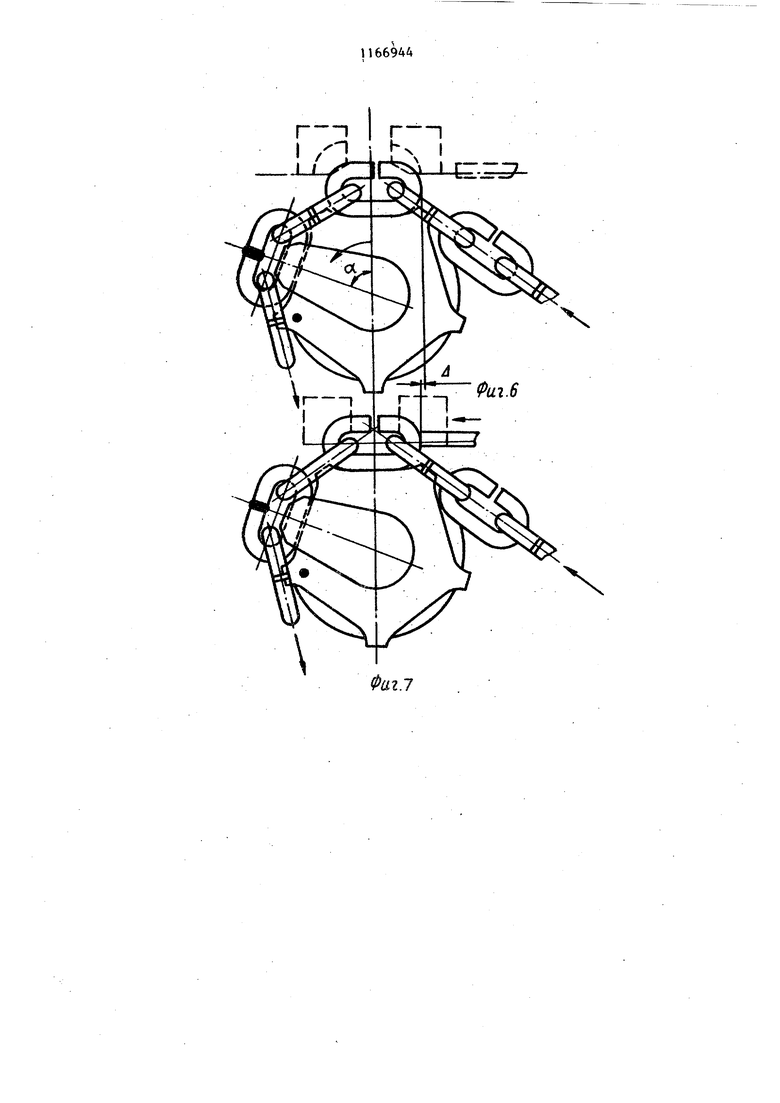
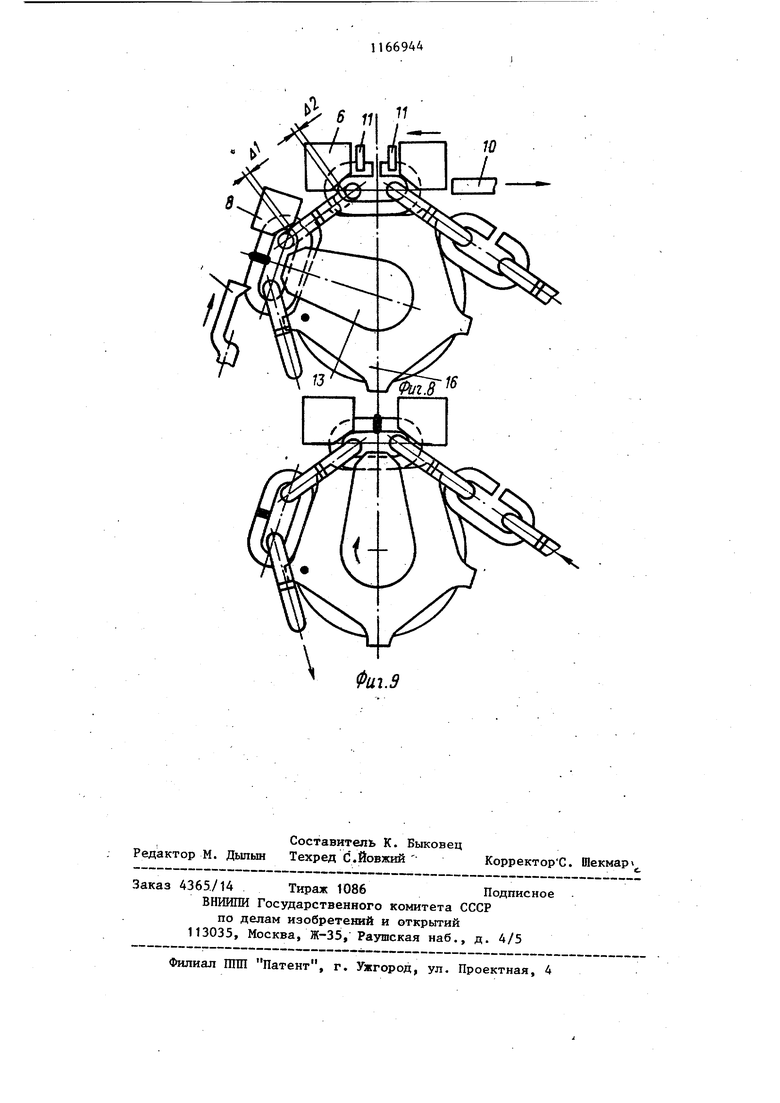
На фиг. ,1 изображена предлагаемая машина дпя сварки цепей, вид в плане} на фиг. 2 - то же, продольный разрез А-А на фиг. 1; на фиг. 3 трйнспортирукнцее устройство, разрез Б-Б на фиг. Ij на фиг. 4 привод электродов, разрез В-В на фиг. 1; на фиг. 5-9 - схема транспортирования и фиксации звена цепи в позициях сварки и зачистки грата.
Машина содержит сварочное устройство, размещенное на неподвижном 1 и подвижном 2 корпусах, транспортирующее устройство, размещенное на каретке 3, ,и зачистное устройство 4 .
- В состав неподвижного корпуса 1 входит прижим 5, несуший профилированную губку 6 для прижатия звена цепи в позиции сварки к нижней плоской опоре 7 и вторую профилированную губку 8, прижимающую следующее звен той же стороны в отводимой опоре 9 в позиции зачистки грата.
В состав подвижного корпуса 2 входит толкатель 10 досылающий звено в позицию сварки после транспортирования и привод прижима этого звена в позиции сварки, аналогичный указанному выше приводу в неподвижном корпусе 1. На подвижном 2 и неподвижном 1 корпусах размещены прив ды электродов 11,подводящих напряжение к свариваемому звену.
Цепь 12 размещается на направляющих каретки и двумя ветвями спада ет до уровня пола. Каретка содержит
69442 .
захват 13 с приводом 14 вертикального перемещения и реечным приводом 15 поворота и нижнюю неприводную опору 16, свободно посаженну1р 5 на ступицу корпуса 17 захвата 13 и служащую базой для прижима звена в позиции сварки, а также для поддержки вертикальных звеньев цепи при транспортировании.
0 Машина работает следукнцим образом.
В начале очередного цикла сваренное звено, зафиксированное в прижимах неподвижного 1 и подвижного 2
5 корпуса, прижимается захватом 13 к нижней опоре 16 транспортирующего устройства, после чего прижимы 5 под вижного 2 и неподвижного 1 корпуса поднимаются, освобождая звенья цепи
0 в позиции сварки и зачистки грата. Каретка 3 с зажатым звеном отводится назад (фиг. 5), и захват 13 (вместе с опорой 16 поворачиваются против часовой стрелки на постоянный угол так, что сваренное звено
оказывается в позиции зачистки грата а находившееся там ранее звено натяжением спадающей на пол ветви цепи перемещается на два шага по ходу
Q транспортирования. При этом в позицию сварки подтягивается следующее звено той же стороны цепи (фиг. 6). Далее каретка 3 подводится вперед к зоне сварки, вьщвигается толкатель 10 и досылает звено, подлежащее сварке, в такое положение, когда оно оказывается точно под профилированными губками 6 прижимов 5 неподвижного 1 и подвижного 2 корпуса (фиг. 7), после чего опускается прижим 5 неподвижного корпуса 1 и .прижимает губкой 6 звено в позиции сварки к нижней опоре 7 неподвижного корпуса (база)j
f подводится опора 9 и прижимает звено в позиции зачистки грата к верхней
губке 8 (база). I
Далее звено в позиции сварки зажимается со стороны подвижного
0 корпуса 2, сваривается и одновре-. менно в позицию зачистки грата вводится зачистное устройство 4, причем звено, с которого срезается J грат, удерживается не только между губкой
5 8 и опорой 9, но и между захватом
13 и нижней опорой 16 (фиг. 8). Пос- ле окончания сварки захват 13 поднимается, поворачивается по часовой 31 стрелке в позицию сварки, а нижняя опора 16 остается неподвижной, так как ее удерживает своей спинкой сваренное звено. После прихода в позицию сварки захват 13 опускается и зажимает сваренное звено еще до его расфиксации (фиг. 9), после чего цикл повторяется. Таким образом, в процессе транспортирования звена из позиции сварки в позицию зачистки захват 13 совершает возвратно-поступательное движение, а нижняя опора 16 вместе с цепью 12, огибающей ее,прерывистое вращательное движение в одну сторону (против часовой стрел ки). При этом поворот захвата из позиции сварки в позицию зачистки вмес те с зажатым звеном производится на постоянный угол независимо от того, какая сторона цепи сваривается (на фиг. 5-9 изображена сварка первой стороны цепи). А При сварке второй стороны цепи сумма зазоров ( Л, фиг. 8) между горизонтальными звеньями в позиции сварки и зачистки грата и соединяющим их вертикальным звеном будет меньше, чем при сварке первой стороны, так как , но всегда после передачи сваренного звена в позицию зачистки и досылки толкателем 10 последующего звена той же стороны цепи в позицию сварки Л - -Л2 так как расстояние между этими позициями выбирается меньшим 2ij.g (на 1-3 мм). Предложенная машина для контактной стыковой сварки позволяет исключить ежесменную переналадку при переходе от- сварки первой стороны цепи на сварку второй стороны и неизбежный при этом брак.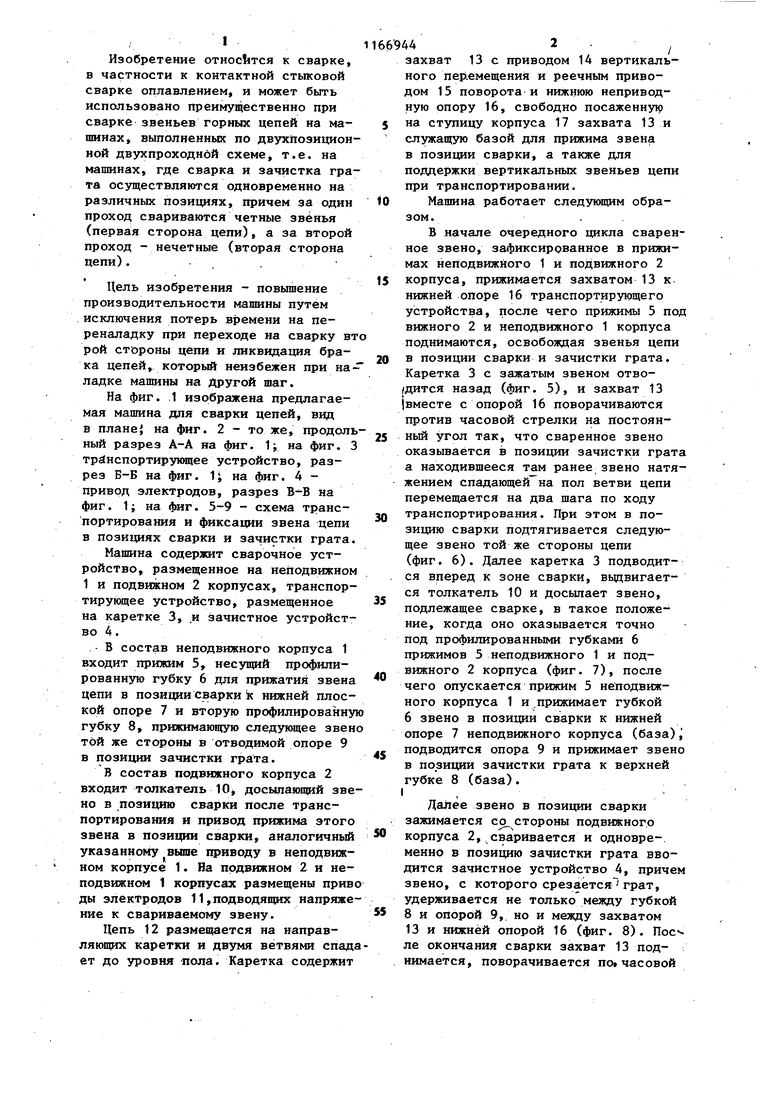
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗВЕНЬЕВ ЦЕПИ | 1971 |
|
SU318198A1 |
| Машина для контактной стыковой сварки звеньев цепей | 1979 |
|
SU1058735A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| Устройство для стыковой контактной сварки цепей | 1990 |
|
SU1756064A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| Машина для контактной стыковой сварки рельсов | 1975 |
|
SU634648A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗВЕНЬЕВ ПРЕДВАРИТЕЛЬНО СВЯЗАННОЙ ЦЕПИ ДВУХПОЗИЦИОННОЙ ДВУХПРОХОДНОЙ СХЕМЫ, содержащая подвижный и неподвижный корпуса, зажимные устройства,, сварочное устройство и устройство транспортирования цепи, и зачистки грата, 6 тличающаяся тем, что, с целью повышения, производительности путем исключения потерь времени на переналадку при переходе на сварку второй стороны цепи, зажимное устройство неподвижного корпуса выполнено в виде подвижного верхнего прижима, несущего две профилированные губки, и двух плоских нижних опор, из которых одна, принадлежащая сварочному устройству, неподвижна, а другая, принадлежащая устройству зачистки грата, подвижна, устройство транспортирования цепи выполнено в виде каретки, уста. новленной в направлякицих, выполненных на неподвижном.корпусе, размещенного в каретке.с возможностью вертикального перемещения захвата с нижней опорой, свободно посаW женной на ступице и его корпуса с возможностью поворота между сварочным устройством и устройством зачистки грат, расстояние между которыми меньше заданного Двойного шага сваренной цепи, и толкателя, размещенного в подвижном корпусе с о возможностью перемещения в направОд -лении транспортирования. UD 4 4:4
Т
a
иг 3
11
Фи-гЛ
Фиг.5
W
Фиг.9
| Машина для контактной стыковой сварки звеньев цепей | 1979 |
|
SU1058735A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
