Изобретение относится « автоматическим линиям изготовления сварных изделий.
Известная линия изготовления свар«ых изделий содержит стеллаж, рольганг, машину для стыковой сварки проката с устройством для очистки сварного шва от грата.
Предлагаемая автоматическая линия предназначена для производства изделий, Преимущественно заготовок вевца махови-ка к двигателям внутреннего сгорания, получаемых из проката путем сварки его в непрерывиую ленту, изготовления из ленты (Колец, сварки их зева и чеканки.
Для этого в линии ПО ходу технологического процесса дополнительно установлены гибочный стан изготовления колец, транспортер для их перемеш:ения, машина для стыковой сварки зева кольца, станок для очистки шва сваренного кольца от грата, установка индукционного налрева и чеканочный пресс.
Гибочный стан снабжен шнековым механизмом, ориентирующим кольцо:по зеву ипередающим его на транспортер, снабженный держателями КОлец, ориентирующими их в вертикальном положении.
фиг. 3 - гибочны ста-н изготовления колец; на фи.г. 4 - шнековый механизм, обеспечивающий ориентацию кольца по зеву; на фиг. 5 - цепной транспортер с дерл ателя.ми
колец в вертикальном цоложении; на фиг. 6 - машина для стыковой сварки зева кольца.
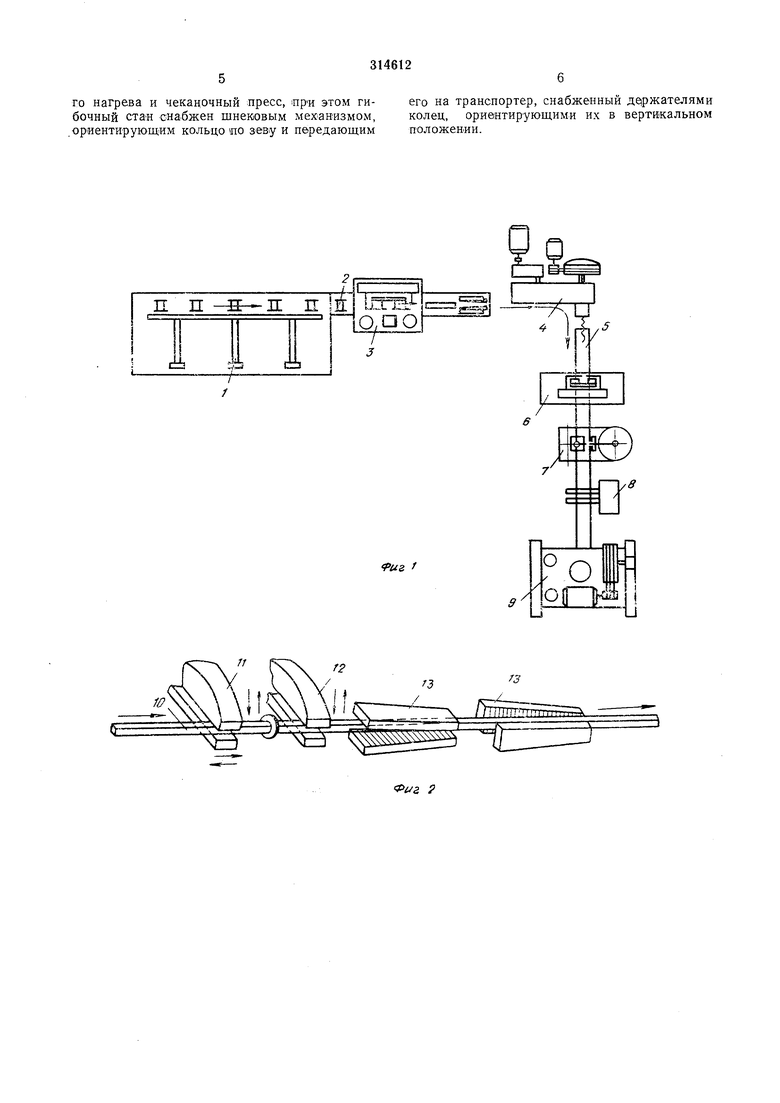
Автоматическая линия изготовления сварных изделий содержит стеллаж /, рольганг 2 для передачи проката на стыковую сварку,
машину 3 для стыковой сварки проката в непрерывную ленту с устройством для очистки сварного ш-ва от грата, гибочный стан 4 для гибки сваренного проката в кольца, отрезания отдельных колец и их ориентированной 1подачи на транспортер 5, который перемещает кольца в вертикальном положении по всей липии, машицу 6 для стыковой сварки зева колец с шиберной подачей, станок 7 для очистки шва сваренного кольца от грата, установку 8 индукционного нагрева кольца и чеканочный пресс 9.
.Мащина для стыковой сварки проката с установленными на ней плоскими протяжками (см. фиг. 2) включает подвижную сварочную каретку, служащую для сварки на ходу подвижного проката 10, с зажимными контактными губкаМИ //, 12. Подвижные относительно каретки губки 11 зажимают поданный для сварки прокат, обеспечивают электрический контакт и сжимают разогретые торцы свариБаемого проката. Неподвижные губки 12 зажимают сваренный в «епрерывную ленту прокат, Обеспечивая также электрический контакт. Плоские протяжки 13 используются для очистки горячего шва лосле сварки от грата по периметру свариваемого лроката.
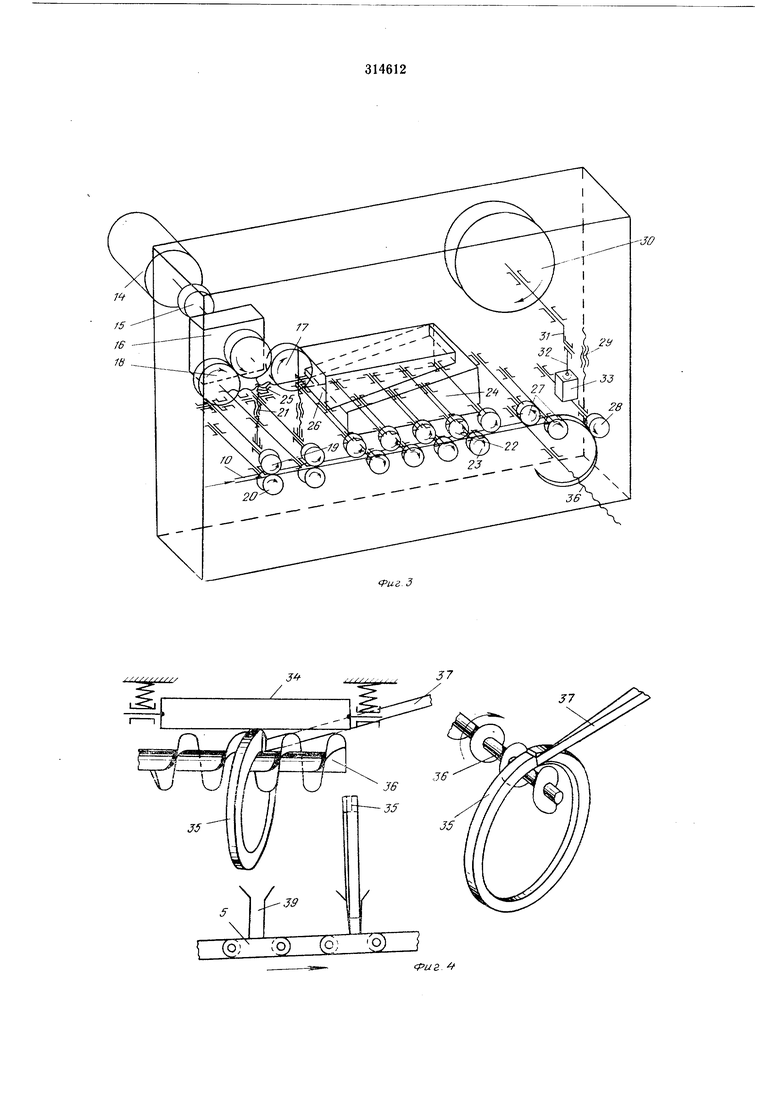
Гибочиый стан изготовления колец (см. ,фиг. 3) состоит из узла силовой лодачи, узла рихтовки .проката, узла гибки, пресса, шпекового механизма и транспортера.
Узел силовой подачи включает элект1родвигатель 14, муфту 15, редуктор 16, две шестерии 17, 18 и .ролики 19, 20 с регулИ|ровочными винтам.и 21 для перемещения сваренного в непрерывную ленту проката.
Узел рихтовки (правки) проката содержит .ведущие .ролики 22, 23, блок верхних подвижных роликов 24, регулировочный винт 25 и о.порный клин 26, перемещение которого задает величину перегиба проката при правке.
Узел гибки включает три ролика - два неподвижных 27 п регулируемый гибочный 28, плавное регулирование которого обеспечивается винтом 29, и ступенчатую коронную муфту (на чертежах не показана).
Пресс содержит муфту 30, эксцентричный вал 31, шатун 32 и ползун 33, отрезающий единичные кольца в щтампе.
Встроенный в стан щнековый механизм (см. фиг. 4) состоит из вращающегося валика 34, поджимающего заготовки колец 35 к дг-неку 36, :и упора-ловителя 37, ориентирующего кольца по зеву и удерживающего их в этом положении при .вращении щиека.
Цепной Т|ранопорте|р (см. фиг. 5) выполнен В виде цапи 38 с за.крвплеиными на ней держателями 39 .колец, удерживающими их в вертикальном лоложендаи, и направляющих угольников 40.
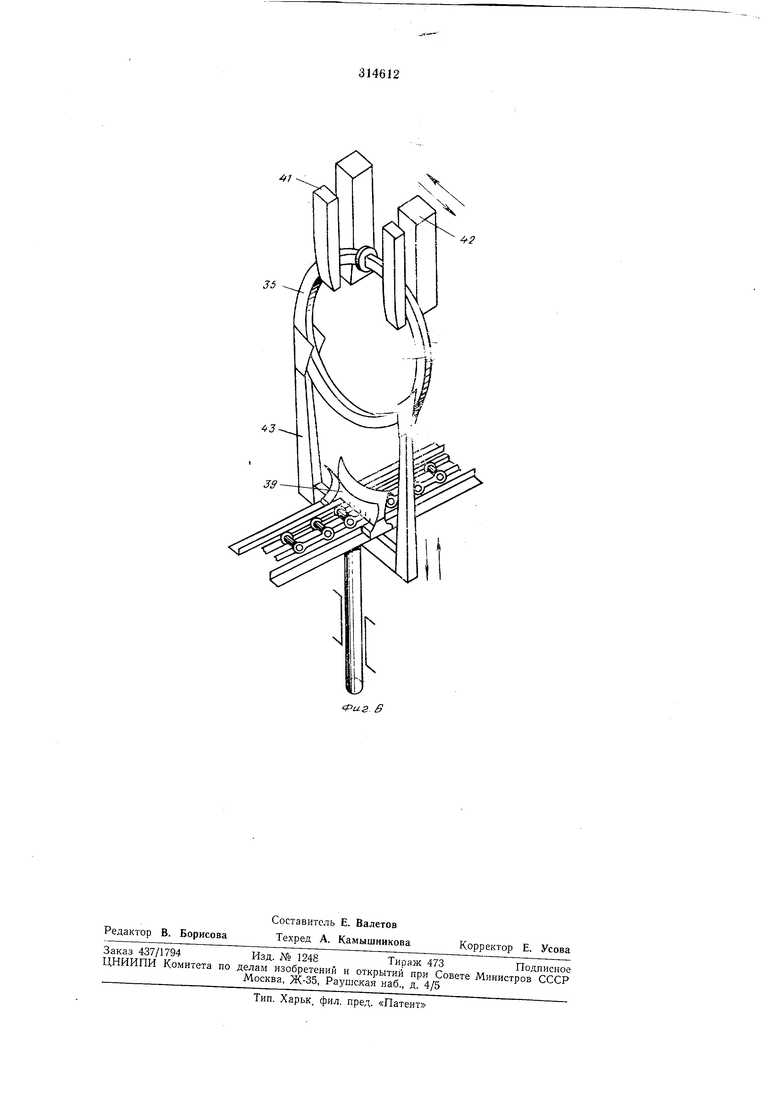
Машина для стыковой сварки зева кольца с уст ройст1вом щиберной по.дачи его в зону сварки (см. фиг. б) состоит из неподвижных зажимных губок 41, подвижных зажимных губок 42, служащих для зажатия свариваемого кольца, обеспечения электрического контакта и поджатия разогретных торцов кольца, т. е. сварки, и вилки 43, которая служит для захвата кольца, подач1И его в зону сварки в ориентироваппом положении, удержания во время сварки и опускания кольца в ориентированном пол.ожении на держатель 39 транспортера.
Автоматическая линия работает следующим образом.
Подлежащий сварке прокат пощтучно подается со стеллажа по рольгангу в машину для стыковой его сварки до упора в торец сваренного в непрерывную ленту проката. Губки 11, 12 зажимают прокат и разогревают его торцы. Затем губки 11 перемещаются в направлении движения проката, обеопеч.ивая (ПЛОТНЫЙ контакт разогретых торцов, т. е. диффузионную сварку в горячем состоянии. Сваренный прокат продвигается дальще в гибочный стан, а горячий грат со сварного пша
очищается по периметру установленными по ходу неподвижными плоскими протяжками 13. Ролики 19, 20 узла силовой подачи и ведущие ролики 22, 23 узла рихтовки гибочного стана обеспечивают необходимое усилие для очистки от грата сварного щва плоскими протяжками и для гибки кольца роликами 27, 28. Последние сги-бают прокат в спираль с по,стоянным щатом -и диаметром. Диаметр в.итка
контролируется автоматически. Отдельные кольца отрезаются от спирали в прессе, ком-анда на включение которого подается концом следующего витка, и падают на шнек ориентирующего устройства.
При вращении щнека заготовка кольца, вращаясь, перемещается по нему. Упор-ловитель, упираясь в торец зева, останавливает вращение кольца и ориентирует его по зеву. Сор.иен.тированное кольцо перемещается вместе Со щнеком до его конца и опускается в держатель цеоного транспортера. Цепь транспортера пе1ремещается периодически на величину шага t, которая определяется расстоянием между держателями. При движении цепи держатели скользят до направляющим угольникам 40, удерживая кольца в ве1ртикальном сор.иентированном положении.
В таком полож-ении кольца поступают в машину для СТЫ1КОВОЙ сварки их зева. Вилка
43, перемеща)ясь, подает кольцо в зону сварки и удерживает его. Губки 41, 42 зажимают кольцо, совмещают торцы зева и разогревают их. Далее зажимные губки 42 перемещаются, сжимая разогретые торцы зева, в результате чего происходит диффузионная сварка. После этого вилка опускает сваренное кольцо в держатель транспортера. Далее кольцо .в вертикальном сориентированном положении транспортируется к станку 7, оснащенному шиберным уст|ройством, для очистки сварного шва от грата.
После очкстки шва кольцо транепортируется в индукционный нагреватель. Нагретое кольцо .подается в щтамп чеканочного пресса
9, калибруется, затем попадает на склиз и нанизывается на стержень.
Предмет изобретения
Автоматическая линия изготовления сварных изделий, преимущественно заготовок венца маховика к двигателям внутреннего сгорания, получаемых из проката путем сварки его в непрерывную ленту, изготовления из ленты колец, сварки их зева и чеканки, содержащая стеллаж, рольгапг, машину для стыковой сварки проката с устройством для очистки сварного щва от грата, отличающаяся тем, что, с целью повыщения производительности и
качества изделий, по х,оду технологического процесса доиолнителыно установлены гибочный стан изготовления колец, транспортер для их пе|ремещения, мащина для стыковой сварки зева кольца, станок для очистки шва сварен5го нагрева и чеканочный пресс, шри этом гибочный стая снабжен шнековым механизмом, .ориентируюЩИМ кольцо ио зеву и передающим 6 его на транспортер, снабженный дфжателями колец, ориентирующими их в вертикальном положении.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обода колеса | 1977 |
|
SU656716A1 |
| Автоматическая линия для изготовления изделий замкнутой формы из проволоки | 1983 |
|
SU1087234A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU2028840C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ШАХТНОЙ КРЕПИ | 1990 |
|
RU2009824C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| Способ удаления грата при контактной стыковой сварке | 1988 |
|
SU1613269A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Установка для изготовления заготовок колесных ободьев | 1981 |
|
SU1303016A3 |

Риг f
Фиг
-JO
О
Фиг-5
1
35
2
Фиг б
