Изобретение относится к сварочному машиностроению, а именно к машинам для стыковой контактной сварки цепей оплавлением.
Целью изобретения является улучшение качества сварки и повышение производительности путем повышения точности подачи звена под сварочные губки установки.
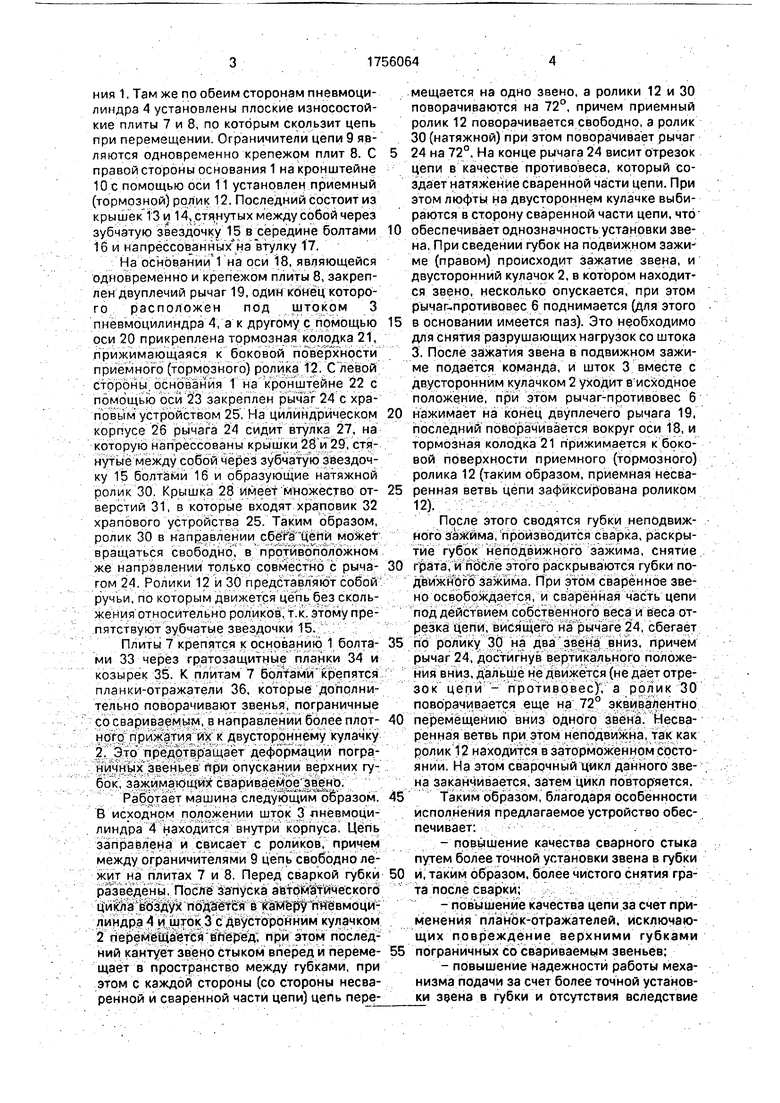
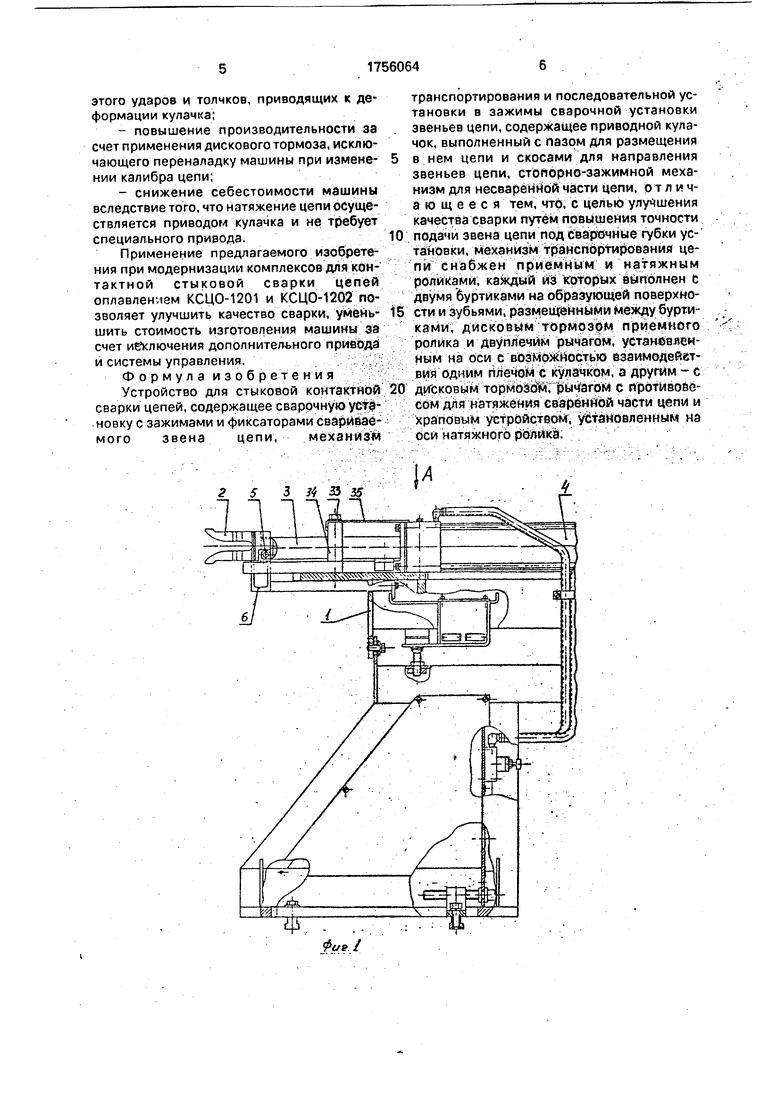
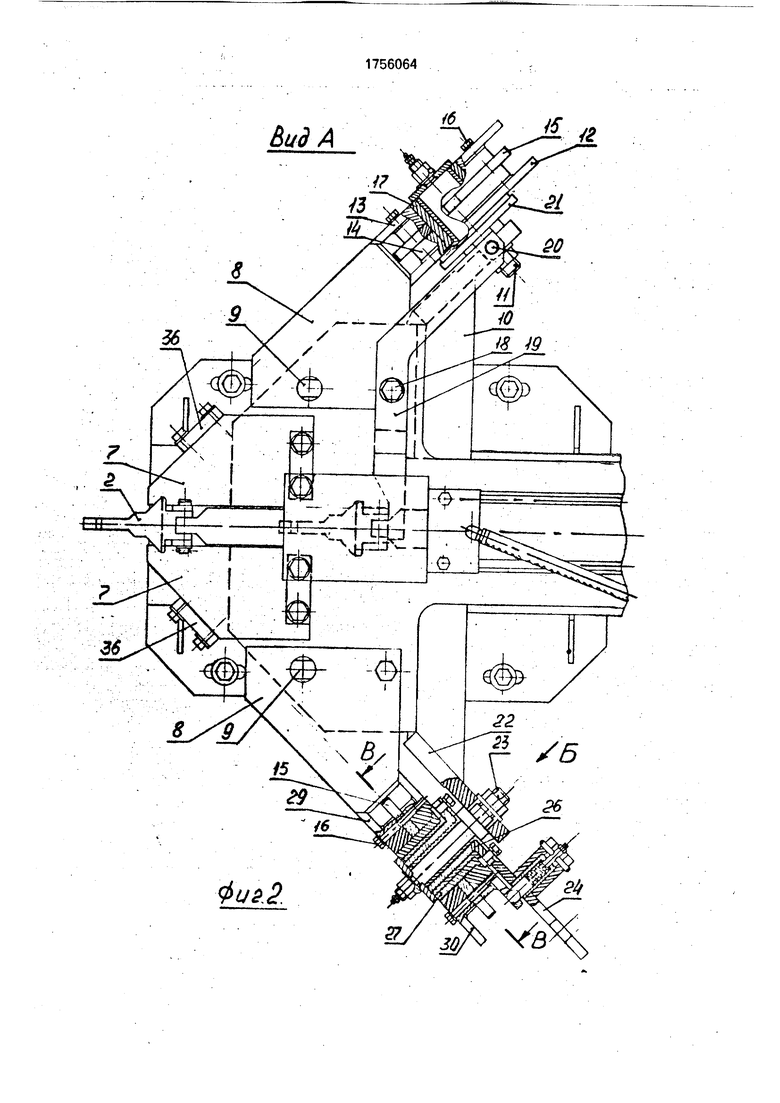
На фиг. 1 показан механизм подачи цепи, общий вид; на фиг, 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 2; на фиг. 5 - разрез по Г-Г на фиг. 3.
Машина содержит сварочную установку с зажимами и фиксаторами свариваемого звена (на чертежах не показаны), а также
механизм транспортирования цепи и установки в зажимы сварочной машины каждого звена, выполненные в виде единого механизма подачи звена цепи.
Механизм подачи звена цепи содержит основание 1, на котором смонтированы все составляющие его узлы. Основным элементом механизма подачи является двусторонний кулачок 2, шарнирно закрепленный на конце штока 3 пневматического цилиндра 4 с возможностью незначительного поворота вниз. На оси 5, являющейся шарниром двустороннего кулачка 2, одновременно закреплен рычаг-противовес 6, удерживающий двусторонний кулачок 2 в горизонтальном положении. Пневмоци- линдр 4 закреплен на верхней части основасл о о о
ния 1 Там же по обеим сторонам пневмоци- линдра 4 установлены плоские износостойкие плиты 7 и 8, по которым скользит цепь при перемещении Ограничители цепи 9 являются одновременно крепежом плит 8. С правой стороны основания 1 на кронштейне 10с помощью оси 11 установлен приемный (тормозной) ролик 12 Последний состоит из крышек 13 и 14, стянутых между собой через зубчатую звездочку 15 в середине болтами 16 и напрессованных нэ втулку 17.
На основании 1 на оси 18, являющейся одновременно и крепежом плиты 8, закреплен двуплечий рычаг 19, один конец которого расположен под штоком 3 пневмоцилиндра 4, а к другому с помощью оси 20 прикреплена тормозная колодка 21, прижимающаяся к боковой поверхности приемного (тормозного) ролика 12 С левой стороны основания 1 на кронштейне 22 с помощью оси 23 закреплен рычаг 24 с храповым устройством 25 На Цилиндрическом корпусе 26 рычага 24 сидит втулка 27, на которую напрессованы крышки 28 и 29, стянутые между собой через зубчатую звездочку 15 болтами 16 и образующие натяжной ролик 30 Крышка 28 имеет множество отверстий 31, в которые входят храповик 32 храпового устройства 25 Таким образом, ролик 30 в направлении сбега цепи может вращаться свободно, в противоположном же направлении только совместно с рычагом 24 Ролики 12 и 30 представляют собой ручьи, по которым движется цепь без скольжения относительно роликов, т к этому препятствуют зубчатые звездочки 15.
Плиты 7 крепятся к основанию 1 болтами 33 через гратозащитные планки 34 и козырек 35 К плитам 7 болтами крепятся планки-отражатели 36, которые дополнительно поворачивают звенья, пограничные со свариваемым, в направлении более плотного прижатия их к двустороннему кулачку 2 Это предотвращает деформации пограничных звеньев при опускании верхних губок, зажимающих свариваемое звено
Работает машина следующим образом. В исходном положении шток 3 лневмоци- линдра 4 находится внутри корпуса Цепь заправлена и свисает с роликов, причем между ограничителями 9 цепь свободно лежит на плитах 7 и 8 Перед сваркой губки разведены После запуска автоматического цикла воздух подаётся в каМ рупйевмоци- линдра 4 и шток 3 с двусторонним кулачком 2 перемещается вперед, при этом последний кантует звено стыком вперед и перемещает а пространство между губками, при этом с каждой стороны (со стороны несваренной и сваренной части цепи) цепь перемещается на одно звено, а ролики 12 и 30 поворачиваются на 72°, причем приемный ролик 12 поворачивается свободно, а ролик 30 (натяжной) при этом поворачивает рычаг
24 на 72°. На конце рычага 24 висит отрезок цепи в качестве противовеса, который создает натяжение сваренной части цепи. При этом люфты на двустороннем кулачке выбираются в сторону сваренной части цепи, что
0 обеспечивает однозначность установки звена При сведении губок на подвижном зажиме (правом) происходит зажатие звена, и двусторонний кулачок 2, в котором находится звено, несколько опускается, при этом рычаг-противовес 6 поднимается (для этого
5 в основании имеется паз). Это необходимо для снятия разрушающих нагрузок со штока 3. После зажатия звена в подвижном зажиме подается команда, и шток 3 вместе с двусторонним кулачком 2 уходит в исходное положение, при этом рычаг-противовес 6
0 нажимает на конец двуплечего рычага 19, последний поворачивается вокруг оси 18, и тормозная колодка 21 прижимается к боковой поверхности приемного (тормозного) ролика 12 (таким образом, приемная несва5 ренная ветвь цепи зафиксирована роликом 12).
После этого сводятся губки неподвижного зажима, производится сварка, раскрытие губок неподвижного зажима, снятие
0 грата, и после этого раскрываются губки подвижного зажима При этом сваренное звено освобождается, и сваренная часть цепи под действием собственного веса и веса отрезка цепи, висящего на рычаге 24, сбегает
5 по ролику 30 на два звена вниз, причем рычаг 24, достигнув вертикального положения вниз, дальше не движется (не дает отре- зок цепи - противовес), а ролик 30 поворачивается еще на 72° эквивалентно
0 перемещению вниз одного звена. Несваренная ветвь при этом неподвижна, так как ролик 12 находится в заторможенном состоянии На этом сварочный цикл данного звена заканчивается, затем цикл повторяется.
5 Таким образом, благодаря особенности исполнения предлагаемое устройство обеспечивает.
-повышение качества сварного стыка путем более точной установки звена в губки
0 и, таким образом, более чистого снятия грата после сварки;
-повышение качества цепи за счет применения планок-отражателей, исключающих повреждение верхними губками
5 пограничных со свариваемым звеньев;
-повышение надежности работы механизма подачи за счет более точной установки звена в губки и отсутствия вследствие
этого ударов и толчков, приводящих к деформации кулачка;
-повышение производительности за счет применения дискового тормоза, исключающего переналадку машины при изменении калибра цепи;
-снижение себестоимости машины вследствие того, что натяжение цепи осуществляется приводом кулачка и не требует специального привода.
Применение предлагаемого изобретения при модернизации комплексов для контактной стыковой сварки цепей оплавлением КСЦО-1201 и КСЦО-1202 позволяет улучшить качество сварки, уменьшить стоимость изготовления машины за счет исключения дополнительного привода и системы управления.
Формула изобретения Устройство для стыковой контактной сварки цепей, содержащее с варочную установку с зажимами и фиксаторами свариваемого звена цепи, механизм
транспортирования и последовательной установки в зажимы сварочной установки звеньев цепи, содержащее приводной кулачок, выполненный с пазом для размещения
в нем цепи и скосами для направления звеньев цепи, стопорно-зажимной механизм для несваренной части цепи, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности
подачи звена цепи под сварочные губки установки, механизм транспортирования цепи снабжен приемным и натяжным роликами, каждый из которых выполнен с двумя буртиками на образующей поверхности и зубьями, размещенными между буртиками, дисковым тормозом приемного ролика и двуплечим рычагом, устанвален- ным на оси с возможностью взаимодействия одним плечом с кулачком, а другим - с
дисковым тормозймгрычагом с противовесом для натяжения сваренной части цепи и храповым устройством; установленным на оси натяжного ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗВЕНЬЕВ ЦЕПИ | 1971 |
|
SU318198A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Машина для автоматической стыковой электросварки | 1948 |
|
SU78922A1 |
| Устройство для запечатывания пакетов из термосклеивающейся пленки | 1984 |
|
SU1191360A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для удаления наружного грата при контактной стыковой сварке труб | 1986 |
|
SU1382618A1 |

Использование: изобретение относится к сварочному машиностроению, к машинам для стыковой контактной сварки оплавлением, и может быть применено для сварки цепей. Сущность изобретения: устройство содержит сварочную установку, устройство транспортирования и фиксации в зажимах звеньев цепи. Устройство транспортирования звеньев цепи снабжено приемным и натяжными роликами, выполненными с двумя буртиками и зубьями между ними. Для фиксации звеньев цепи установлен дисковый тормоз переменного ролика и двуплечий рычаг, установленный с возможностью взаимодействия с кулачком и дисковым тормозом. Устройство позволяет повысить качество сварки и производительность за счет исключения переналадок при изменении калибра цепи. 5 ил.
Ф
Вид А
я
Ik 25
Г
В-8
75
31
Фие.З
Фие.5
| Авторское свидетельство СССР № 1234111,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
