Изобретение относится к абразивной обработке и может быть использ вано в полупроводниковом производс ве на операциях двусторонней шлифо ки и полировки полупроводниковых пластин. Цель изобретения - повышение пр изводительности и качества при одн временной обработке за счет того, что устройство позволяет производить загрузку и выгрузку деталей, не останавливая процесса обработки создавая тем самым предпосылки к а томатизации производства, а также устранить сколы на обрабатываемых поверхностях. На фиг. 1 схематично показано предложенное устройствоv на фиг. 2 разрез А-А на фиг. 1, на фиг. 3 устройство на позиции загрузки; на фиг. 4 - разрез Б-Б на фиг. 3, на фиг, 5 - схема носителя. Предложенное устройство состоит из станины 1 верхнего 2 и нижнего 3дисков с возможностью вращения в обе стороны. Нижний диск 3 установ лен на основании 4 через шарниры 5 которых не менее трех. Основание 4жестко закреплено на оси 6, кото рая получает вращательное движение от электродвигателя 7 через червяч ный редуктор 8. Верхний диск 2 шарнирно закреплен на оси 9 с возможностью вертикального перемещения. На осях 10, размещенных вокруг дисков 2 и 3 и связ.анных с при водом поворота, закреплены с возмо ностью горизонтального перемещения ппоские носители 11 (их в данном случае три, может быть и больше) с отверстиями для размещения изделий 12 на одном конце, а на др гом выполнены утолщения 13с двух сторон, имекщие скосы 14, обращен ные в сторону отверстий для изделий (пластин). Толщина носителей с утолщением должна быть больше толщины загружаемых пластин на 0,1-0,15 мм. Носители выполнены овальной . Скосы 14 выполнены на расстоянии 8-10 мм от края дисков, когда носители с изделиями находятся в рабочей зоне, а радиус овала больше расстояния их оси вращения до края дисков на 10-15 w, что обеспечивает поддержание равномерного заз1О ра между дисками и нахождение но752сителей с утолщениями 13 в зазоре при положении выгрузки и загрузки пластин. Носители 11 установлены между плоскими накладками 15, которые образуют щелевую направляющую полость, совмещенную с зазором между дисками 2 иЗ. Нижняя накладка 15 имеет два полудиаметральных выреза 16 в зонах загрузки и выгрузки, центр которых совпадает с центром отверстия для изделий (пластин) на носителях 11. В зоне загрузки имеется столик 17 с плунжером, приводом 18 для подъема пластин в отверстия носителя. Пластины поступают на столик 17 по транспортеру 19 из кассет 20. Привод вращательного движения плоских носителей с фиксацией в зонах загрузки и выгрузки осуществляется от электродвигателя 21 через редуктор 22, систему KOI пенсационных рычагов 23. Привод эксцентричного движения осуществляется от электродвигателя 24 через ременрую передачу 25, редуктор 26, зубчатую пару с внутренним зацеплением 27 и 28, зубчатые пары с внешним зацеплением 29 и 30 и эксцентрика 31. Выгружаемые изделия поступают в кассету 32 по транспортеру 33. Устройство работает следующим образом. Изделие 12 из кассеты 20 по транспортеру 19 поступает заг1)узки на стол 17 до упора в полудиаметральный вырез 16 в нижней накладке 15. В это время плоские носители 11 находятся в положении , загрузки, при этом центры отверстий носителей 11 точно совпадают с центром радиуса полудиаметрального выре-. за в нижней накладке: Затем стол 17 с пластиной 12 с помощью пневмоци линдра 18 (фиг. 3) поднимается и пластина вводится в отверстие носителя 11. Б это время зазор между дисками 2 и 3 определяется суммой толщин носителя 11 и утолщений 13 и должен.быть на 0,1-0,15 мм больше то:щины загружаемых изделий. Причем зазор поддерживается равномерным, так как он определен всеми тремя носителями, что обеспечивает свободный ввод изделий в этот зазор на всех трех рабочих позициях. При вращении носителей 11 (фиг. 4) изделия
3
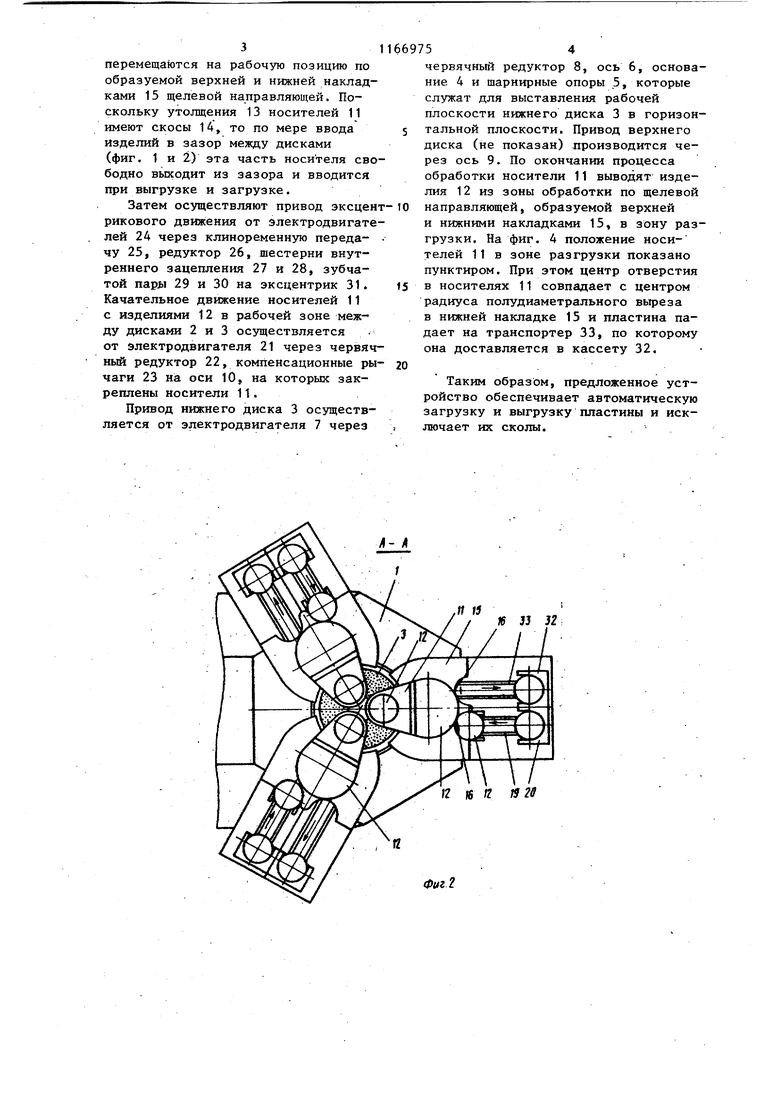
перемещаются на рабочую позицию по образуемой верхней и нижней накладками 15 щелевой направляющей. Поскольку утолщения 13 носителей 11 имеют скосы 14, то по мере ввода изделий в зазор между дисками (фиг. 1 и 2) эта часть носителя свободно выходит из зазора и вводится при выгрузке и загрузке.
Затем осуществляют привод эксцен рикового движения от электродвигателей 24 через клиноременную передачу 25, редуктор 26, шестерни внутреннего зацепления 27 и 28, зубчатой пары 29 и 30 на эксцентрик 31. Качательное движение носителей 11 с изделиями 12 в рабочей зоне между дисками 2 и 3 осуществляется от электродвигателя 21 через червячный редуктор 22, компенсационные рычаги 23 на оси 10, на которых закреплены носители 11.
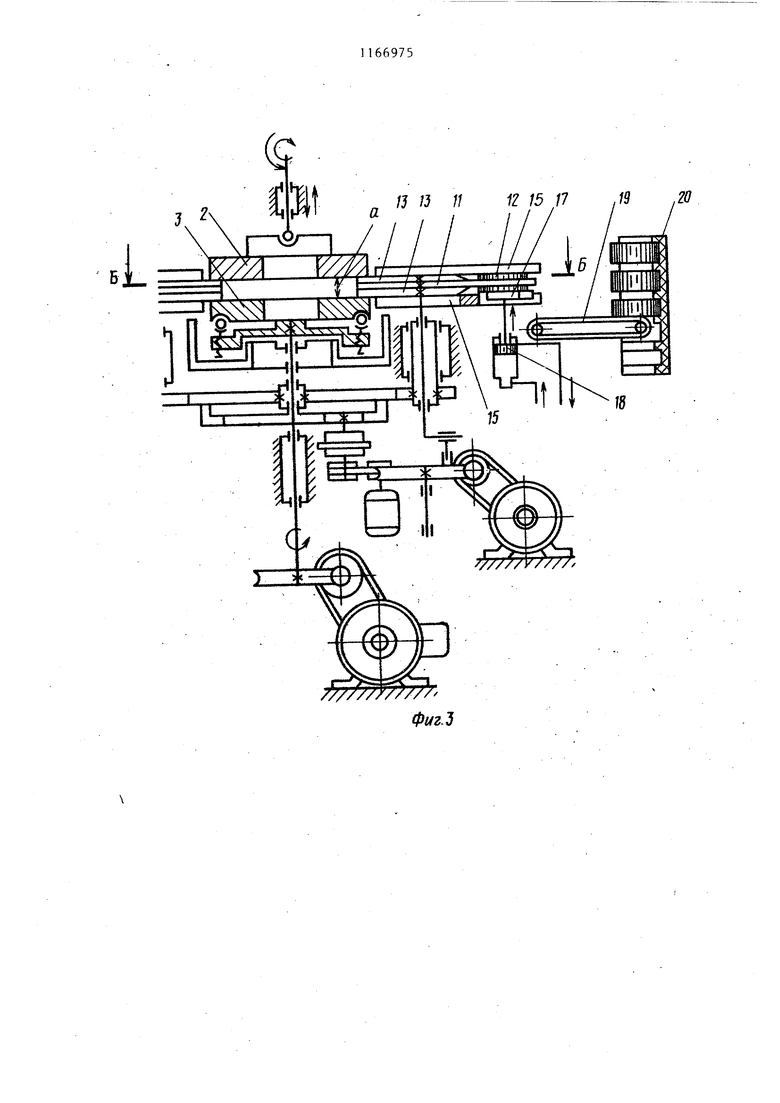
Привод нижнего диска 3 осуществляется от электродвигателя 7 через
669754
червячньй редуктор 8, ось 6, основание 4 и щарнирные опоры 5, которые служат для выставления рабочей плоскости нижнего диска 3 в горизон5 тальной плоскости. Привод верхнего диска (не показан) производится через ось 9. По окончании процесса обработки носители 11 выводят изделия 12 из зоны обработки по щелевой направляющей, образуемой верхней и нижними накладками 15, в зону разгрузки. На фиг. 4 положение носителей 11 в зоне разгрузки показано пунктиром. При этом центр отверстия в носителях 11 совпадает с центром
15 радиуса полудиаметрального выреза в нижней накладке 15 и пластина падает на транспортер 33, по которому она доставляется в кассету 32.
0
Таким образом, предложенное устройство обеспечивает автоматическую загрузку и выгрузку пластины и исключает их сколы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней обработки деталей | 1981 |
|
SU1013237A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ | 2000 |
|
RU2210728C2 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ИНДИВИДУАЛЬНОЙ ОБРАБОТКИ ПОДЛОЖЕК КВАДРАТНОЙ ИЛИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2007 |
|
RU2367526C2 |
| Устройство для двусторонней обработки деталей | 1982 |
|
SU1024244A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ОБРАБОТКИ ПЛАСТИН, НАПРИМЕР ФОТОШАБЛОНОВ | 2006 |
|
RU2328054C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ ВЕРТИКАЛЬНОЙ ОЧИСТКИ ПОВЕРХНОСТИ КРУГЛЫХ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2006 |
|
RU2327247C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ КАЛЬМАРА | 2000 |
|
RU2156576C1 |
| Линия производства колбасных изделий | 1978 |
|
SU938884A1 |
| Устройство для обработки и транспортирования плоских изделий | 1982 |
|
SU1094820A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ ИЗДЕЛИЙ В ВАКУУМЕ | 1985 |
|
SU1340230A1 |

УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, размещенных в носителях, установленных с возможностью перемещения относительно притирочного диска на осях, параллельных оси диска, и расположенных Ш Цз г-ШлА по его периферии, отличающееся тем, что, с целью повышения производительности и качества при двусторонней обработке, устройство, снабжено механизмом загрузки, несущим смонтированные по периферии дисков плоские накладки, мезкду которыми размещены с возможностью поворота носители, на одном конце которых выполнены отверстия под детали,, а на другом - утолщения, предназначенные для взаимодействия с рабочими поверхностями притирочных дисков, при этом высота утолщений равна зазору между накладками.
(Q
//////////// /J /J // 1Z 15 Фиг.Ъ 17
Б-6
12
П
ФигЛ
| Космачен И.Г | |||
| Справочная книга по отделочным операциям в машиностроении | |||
| Лениздат, 1966, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
