1
Изобретение относится к. пищевой промышленности, в частности к мясной, и может быть использовано для производства колбасных изделий.
Известна линия производства колбасных, изделий, включающая нагнетатель фарша, устройство наполнения и дозирования, блок-формы, камеры тепловой и холодильной обработки, устройства выгрузки и перегрузки готового продукта, устройство поверхностной тепловой обработки и устройство мойки блок-форм { 3Недостатками этой линии являются большая продолжительность процесса выработки колбас, что объясняется использованием для термообработки продукта парогазового теплохладоносителя, наличие большого числа вспомогательных румных операций Гсмазый)ние форм жиром, установка и съем крьплки форм, укллдка продукта на по -к , с ьгм. с. riir кп I .
Цель изобретения - повышение производительности и улучшение качества готового продукта.
Поставленная цель достигается тем, что линия снабжена рядом шаговых транспортеров, служащих для соединения между собой устройства наполнения и дозирования, камер тепловой и холодильной обработки, устройства
10 выгрузки, а также устройства мойки блок-форм, устройством закрытия верхних крышек блок-форм, расположенным между устройством наполнения и дозирования и камерой тепловой об5 работки, и устройством открытия верхних крышек блок-форм, установленным между камерой холодильной обработки и устройством выгрузки готового продукта, камера холодильной обработки
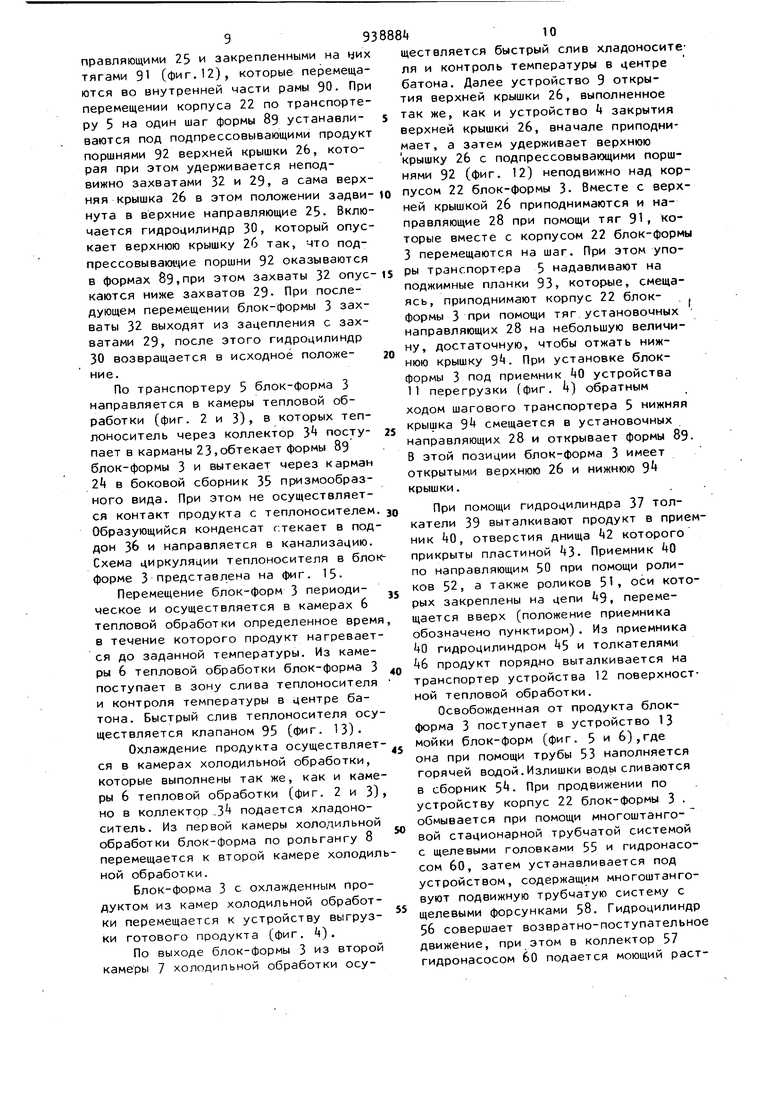
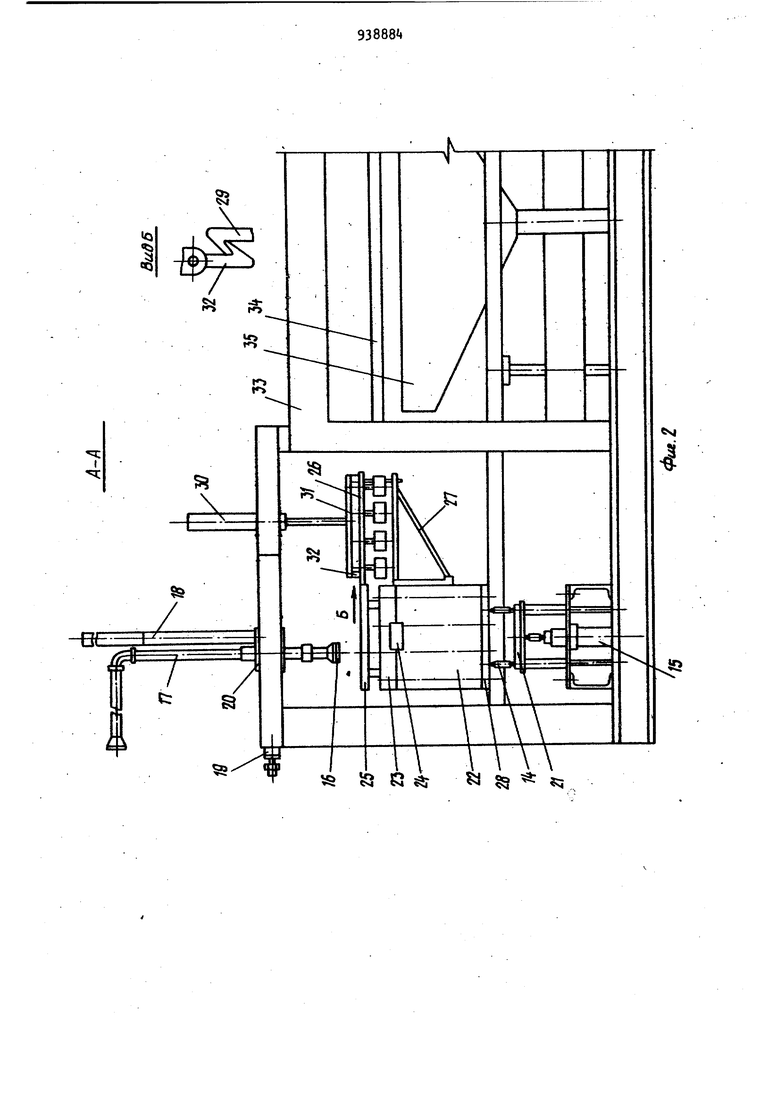
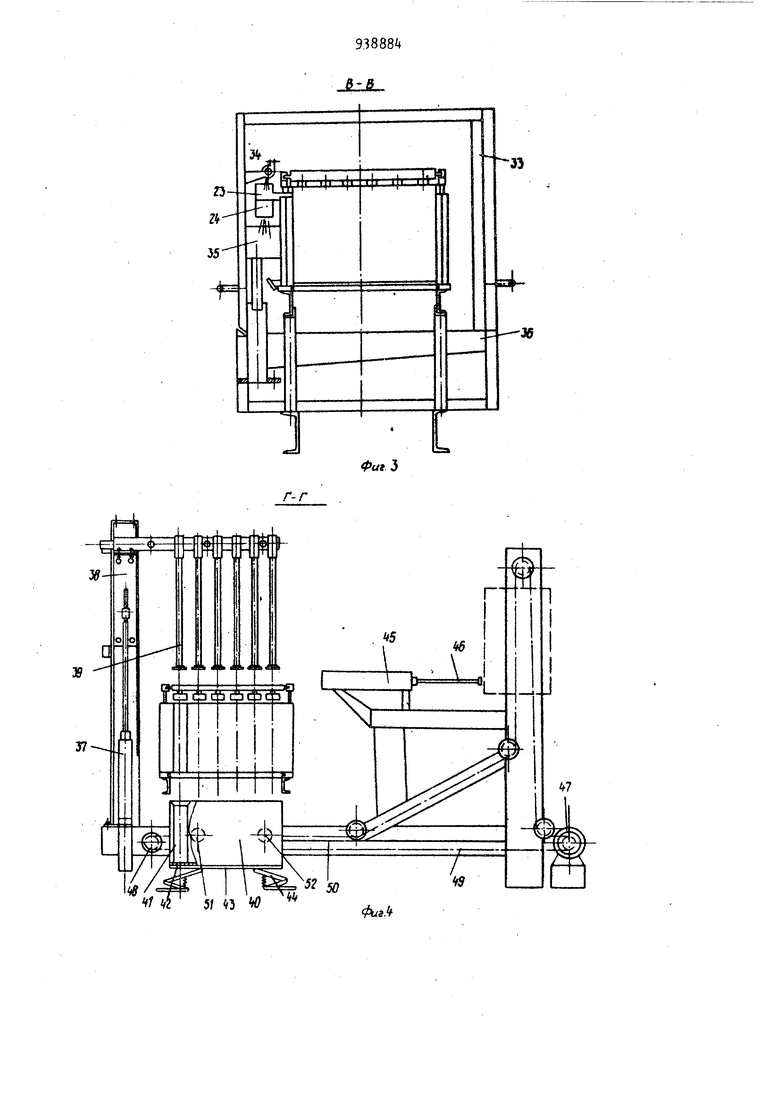
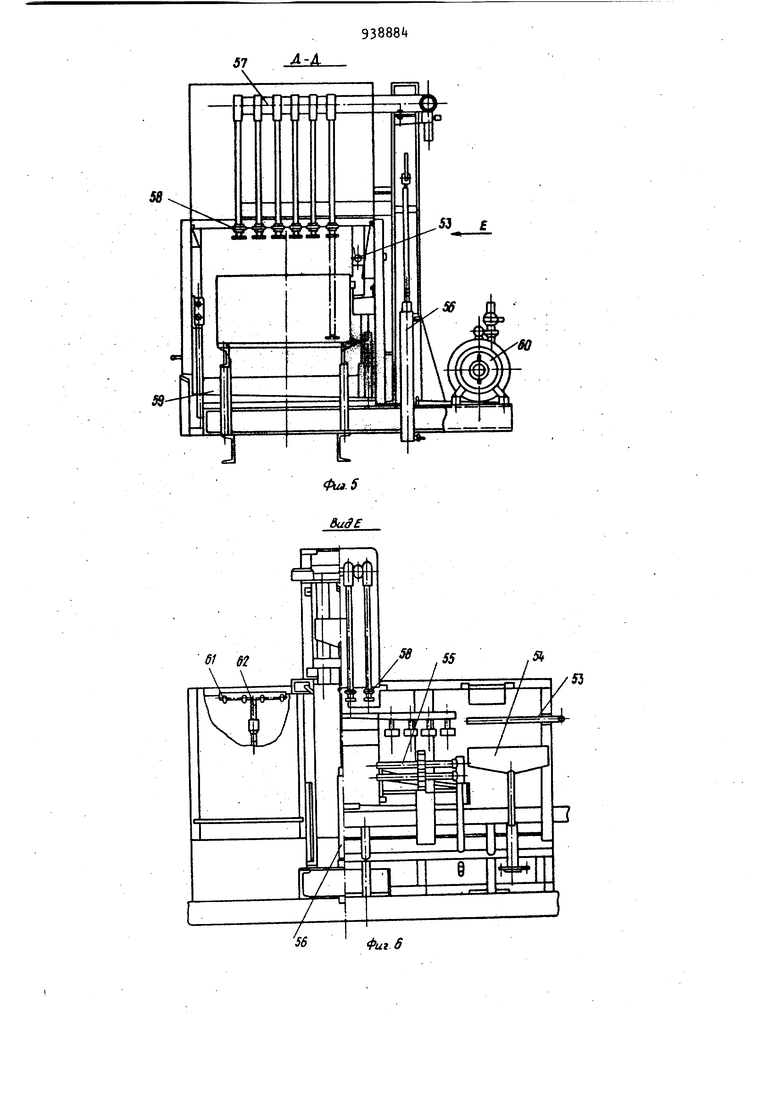
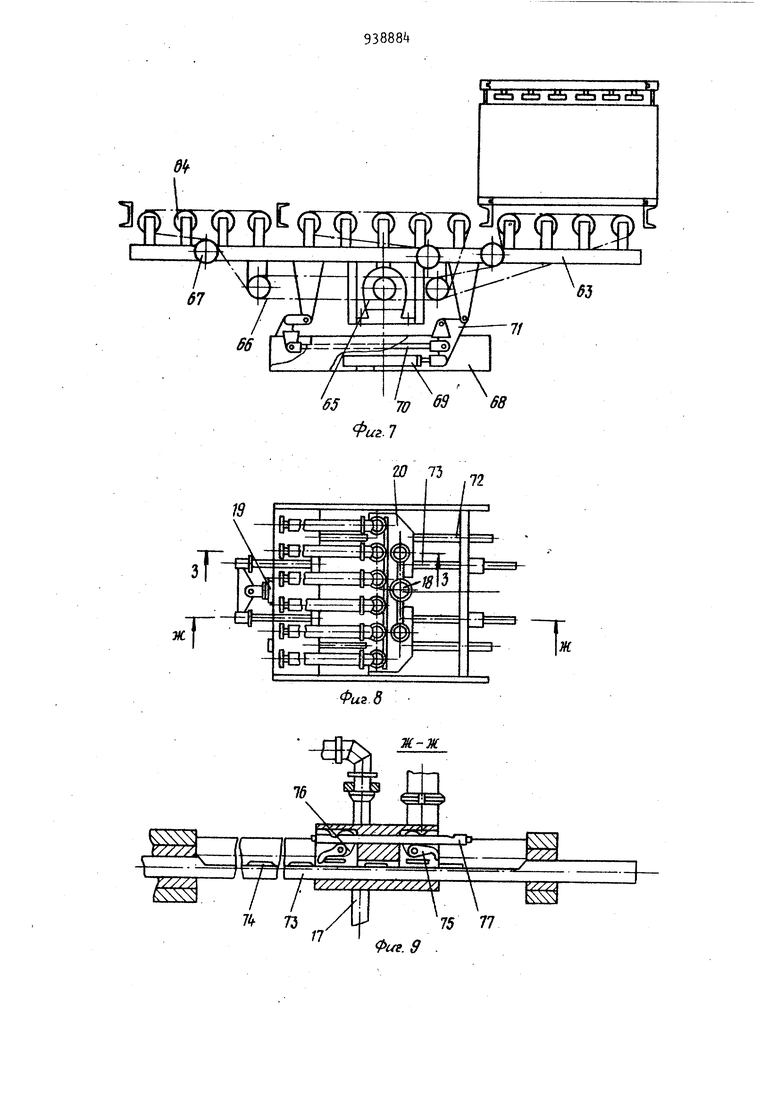
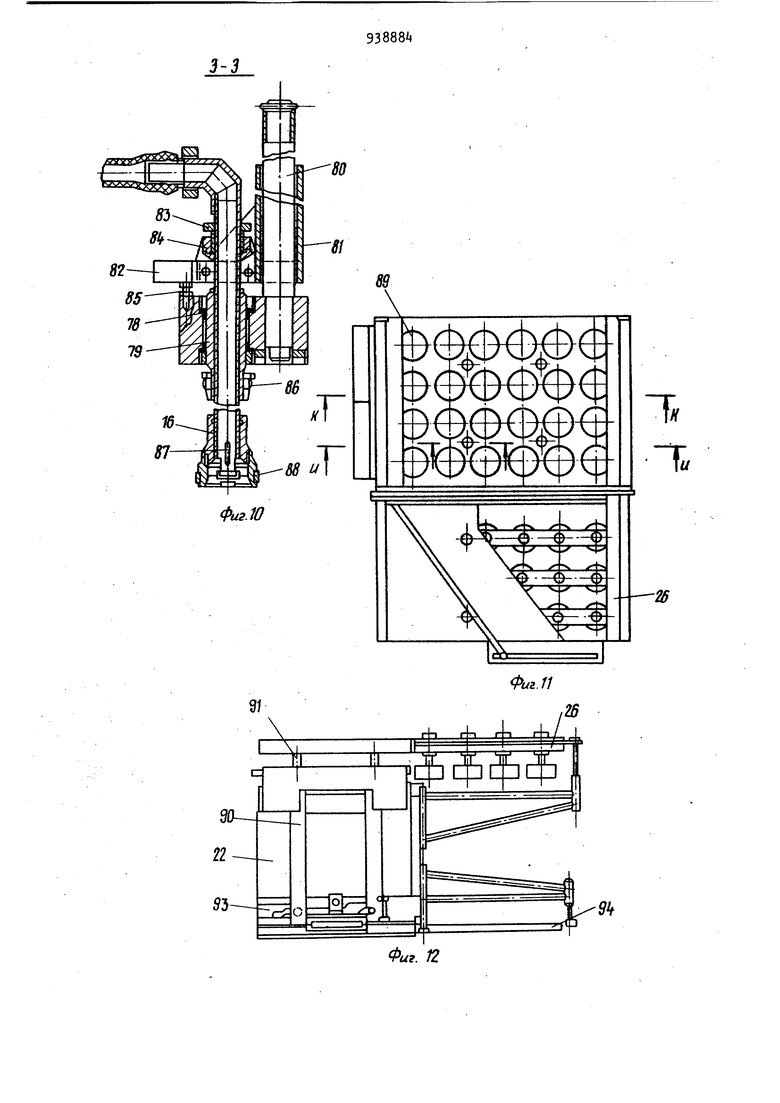
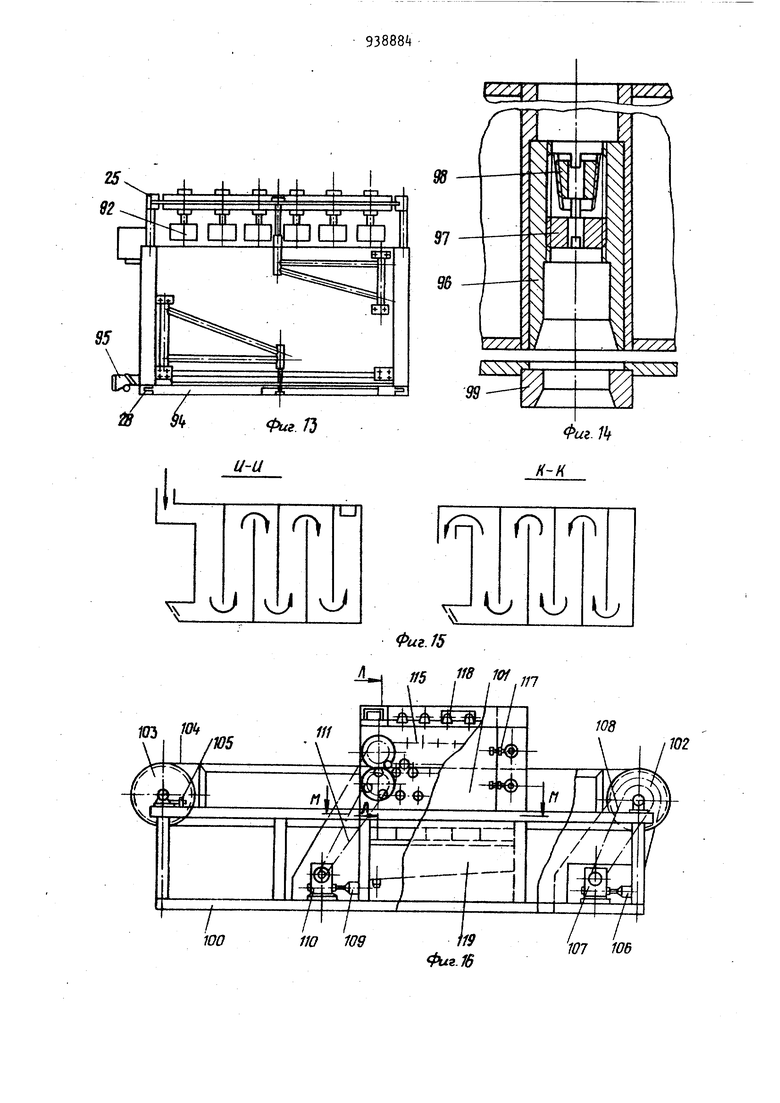
20 состоит из двух секций, последние, а также устройство мойки блок-форм и устройство наполнения и г от1чк1ВгТни 1 соединены между , 11-pr v пи рольгангов, смонтированных с возможкостью вертикального перемещения для прохода блок-форм над плоскостями транспортеров. Каждый рольганг состоит из двух рам, расположенных одна над другой, при этом верхняя рама установлена подвижно посредством гидроцилиндра, укрепленного на нижней раме. Устройство наполнения и дозирования состоит из укрепленной на горизонтальных направляк}и 1х плиты с цевками и механизмом порядного перемеще ния цевок, последние имеют окна на боковой поверхности для выхода фарша при этом для их перекрытия на цевке установлен . с возможностью перемещения поршень. Механизм порядного перемещения состоит из штанг и собачек, последни смонтированы с возможностью взаимодействия со штоками посредством упор Механизм порядного перемещения снабжен штифтом, установленным с возможностью перемещения в плите,для взаимодействия с собачками. Блок-форма состоит из корпуса с порядно расположенными в нем формами, верхней и нижней крышками, смо тированными с возможностью перемещения в горизонтальной плоскости посре ством направляющих, при этом в нижней части корпуса имеются отверстия для соосиой фиксации форм с цевками устройства наполнения и дозирования а верхняя крышка установлена с возможностью также вeptикaлbнoгo перемещения. Корпус блок-формы снабжен продол ной и поперечными перегородками для равномерной термической обработки изделий. Камеры тепловой и холодильной, обработки снабжены сборниками для тепло- и хладоносителей, выполненными в виде призм и расположенными с боковых сторон камер. Устройство перегрузки готового продукта включает приемник, выполненный в виде цилиндрических гильз, днища которых имеют отверстия и пла тину для закрытия отверстий в момент выгрузки изделий. Устройства открытия и закрытия верхних крышек блок-форм снабжены уголковыми захватами со скосами дл)обеспечения центровки крышек гри их закрывании. Э 4 Устройство мойки блок-форм снабжено многоштанговыми трубчатыми системами с форсунками и гидронасосом, при этом одна система установлена подвижно, а другая неподвижно. Устройство поверхностной тепловой обработки состоит из камеры с источниками теплового излучения и расположенного в камере ленточного транспортера и смонтированных по обе его стороны двух пар цепных транспортеров, при этом ленточный транспортер установлен с возможностью волнообразного движения. На фиг. 1 изображена предлагаемая линия, виды спереди и сверху; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез В-В на фиг.1;на фиг. 4разрез Г-Г на фиг.1; на фиг. 5 - разрез Д-Д на фиг.1; на фиг. 6 - вид Е на фиг.5; на фиг. 7 - рольганг; на фиг. 8 - устройство наполнения и дозирования, вид сверху; на фиг. 9 - разрез Ж-Ж на фиг.8; на фиг. 10 - разрез 3-3 на фиг.8; на фиг.11 - блок-форма с открытой верхней и нижней крышками, вид сверху; на фиг. 12 - то же, вид. сбоку; на фиг. 13 - блок-форма, вид спереди; на фиг. 1 - установочное отверстие, разрез; на фиг. 15 - разрезы И-И и К-К на фиг.11; на фиг. 16 - устройство поверхностной тепловой обработки продукта; на фиг.17 - разрез Л-Л на фиг. 16; на фиг. 18 - разрез М-М на фиг. 16. Линия (фиг. 1) состоит из нагнетателя 1, устройства 2 наполнения и дозирования, блок-форм 3, устройства k закрытия верхней крышки блок-форм 3, шаговых транспортеров 5, камер 6 тепловой обработки,, камер 7 холодильной обработки, рольгангов 8, устройства 9 отверстия верхних крышек блокформ 3, устройства 10 выгрузки готового продукта, устройства 11 пере.грузки, устройства 12 поверхностной тепловой обработки, устройства 13 мойки блок-форм. Устройство 2 наполнения и дозирования (фиг. 2) содержит конические пальцы Т, гидроцилиндр 15, предназначенный для подъема блок-формы 3, поршни 16, цевки 17, имеющие на конце заглушку, а на боковой поверхности окна для выхода фарша, гидроцилиндр 18 для опускания цевок 17, гидроцилиндр 19, предназначенный для перемещения плиты 20, из которой укреплены цевки 17, основание 21, на котором установлены пальцы k. Блок-форма 3 (фиг. 2) состоит из корпуса 22 и расположенных в нем порядн форм, причем корпус 22 для этих форм является рубашкой, кармана 23 для подачи тепло-хладоносителя, кармана для слива тепло-хладоносителя, направляющих 25 с расположенной в них верхней крышки 26 с подпрессовывающими поршнями, кронштейна 27, для (ивания крышки 2б в горизонтальном положении, установочных направляющих 28, захватов 29, закрепленных на верхней крышке 2б. Устройство k закрытия верхних крышек блок-форм 3 (фиг. 2) состоит из гидроцилиндра 30, предназначенног для подъема и опускания направляющих 31, имеющих уголковые захваты 32. выполненные со скосом. Камера 6 тепловой обработки (фиг. и 3) имеет сборный корпус 33, коллек тор 3 с отверстиями для подачи теплоносителя, боковой сборник 35 призмообразного вида и поддон 36. Устройство 10 выгрузки готового продукта (фиг. ) содержит гидроцилиндр 37, предназначенный для опускания и подъема каретки 38 с закрепленными на ней толкателями 39. Устройство 11 перегрузки (фиг. ) содержит приемник б, имеющий гильзы 41, днище 2, пластину 3, удерживае мую рычагами kk, гмдрецилиндр +5 для выталкивания батонов, толкатели 46, гидродвигатель 47, звездочки 48, цеп 49, направляющие 50. Кроме того, при емник 40 содержит ролики 51 и 52, причем оси роликов 51 закреплены на цепи 49. Устройство 13 мойки блок-форм (фиг. 5 и 6)снабжено трубой 53 для подачи горячей воды, сборником 5, многоштанговой стационарной трубчатой системой 53 с щелевыми головками гидроцилиндром 56, предназначенным для вертикального перемещения коллек тора 57, многоштанговой подвижной трубчатой системой с щелевыми форсун ками 58, ванной 59, гидронасосом 60, центробежными форсунками 61 для ополаскивания блок-форм проточной водой, коллектором 62. Рольганг 8 (фиг. 7) состоит из подвижной рамы 63 с приводными роликами 64, электродвигателя 65, цепи 66, натяжных звездочек 67 и неподвиж ной рамы 68, на которой имеется гидр ЦИЛИНДР 60 для подъема подвижной рамы 63, штанги 70, системы рычагов 71. Устройство 2 наполнения и дозирования имеет плиту 20 (фиг.2 и 8), которая перемещается по горизонтальным направляющим 72 (фиг. 8), закрепленным на корпусе, и штанги 73, предназначенные для перемещения и фиксирования плиты 20 в определенной позиции, имеющие упоры 74 (фиг. 9) .Плита 20 содержит механизм порядного перемещения цевок 17, включающий собачки 75, пружины 76 для фиксации собачек 75, штифт 77 переключения направления движения плиты. На плите 20 в резиновых кольцах 78 (фиг. 10) укреплены направляющие 79, в которых цевки 17 (фиг. 2J перемещаются возвратно-поступательно в вертикальном направлении, а также направляющие 80, предназначенные для подъема и опускания замка, состоящего из двух ползунов 81, плиты 82, втулок 83, двух захватов и винтов 85. На нижней части направляющей 79 расположена упорная гайка 86 для регулирования дозирования. Цевки 17 (фиг. 10) состоят из поршня 16, смонтированного с возможностью перемещения для перекрытия окон цевки 17, ограничителя хода поршня 87 и резиновых коле.ц 88. Блок-форма 3 (фиг. 11) содержит формы 89, жестко закрепленные в верхнем и нижнем основании корпуса 22, рамы 90 (фиг. 12), тяги 91, которые входят во внутреннюю часть рамы 90, подпрессовывающие поршни 92 (фиг. 13), расположенные вверхней крышке 26 с возможностью вертикального перемещения, поджимные планки 93 для перемещения тяг (аналоги,чные тягам 91), установочные направляющие 28, которые удержиоают нижнюю крышку , клапан 95 для быстрого слива тепло- и хладоносителя, установочные отверстия (фиг. 14) с четырьмя втулками 96 с коническими направляющими для соосной фиксации форм 89 блок-формы 3 с цевками 17 устройства 2 наполнения и дозирования и имеющие регулировочный 97 и распорный 9В винты. Нижняя крышка 9 блок-формы 3 содержит отверстия с направляющими втулками 99 (фиг. 14) . Блок-форма 3 имеет перегородки (фиг. 15). Устройство 12 поверхностной тепловой обработки (фиг. 1б) состоит из рамы 100, камеры 101, основного транспортера, состоящего из ведущего барабана 102, ведомого барабана 103 иесущей ленты 10, устройства 105 натяжения ленты, привода, имеющего гидродвигатель 106, редуктор 107, аепь 108, двух пар дополнительных 4епных транспортеров для создания волнового движения несущей ленты, состоящих из привода, включающего гидродвигательЮЭ, редуктор 110,аепь 111, звездочку 112 (фиг. 17) для передачи вращающего момента от гидррдвигателя 109 дополнительным цепным транспортером, шестерен 113, звездочек 11, несущих цепей. 115 с закрепленными на них дисками 116, устройства 117 натяжения цепей, В верхней части камеры устройства 12 расположены параллельно перемещению несущей ленты 10 инфракрасные излучатели 118, В нижней части устройств 12 имеется приспособление, предназначенное для мойки несущей ленты 10 и состоящее из ванны 119, двух коллекторов 120 (фиг.- 18) и двух резиновых скребковых элементов 121, счищающих с поверхности несущей ленты 10 грязевые частицы. Линия работает следующим образом Устройство 2 наполнения и дозирования (фиг. 2) фиксирует блок-форму 3, имеющую закрытую нижнюю 9 и откр тую верхнюю 26 крышки, при помощи гидроцилиндра 15 и конических пальцев 14, которые входят во втулки 9б (фиг. 1), имеющие конические направ ляющие, через отверстия в нижней крышке 9 (фиг. 1l), имеющей направляющие втулки 99 (фиг. И). COOCHOC фиксации с формами 89 блок-формы 3 (фиг. 11) регулируется регулировочным винУом 97 и распорным винтом 98 Гидроцилиндр 15 приподнимает блокформу 3 ДО верхнего уровня наполнения, после чего включается гидроцилиндр 18, который опускает ползун 8 (фиг. ТО) вместе с цевками 17 до дна блок-формы 3, при этом поршень 16, содержащий ограничитель 87 хода, перемещается относительно цевки 17 в верхнее положение. Одновременно при нажатии о винт 85 отбрасываются захваты 84, при этом втулки 83 освобождаются от захватов 84. После этого включается нагнетатель 1 и фарш поступает в первый ряд форм 89 блок-формы 3 через окна цев|ки 17 под поршень 16, вытесняя его А8 вместе с цевкой 17 вверх, при дости жении упорной гайки 86 поршень 16 останавливается, а цевки 17 перемещаются до перекрытия окон, после чего подача фарша прекращается. После выхода всех цевок 17 в верхнее положение, давление в фаршепроводе растет и на рост его реагирует датчик, который отключает подачу фарша. При движении штока гидроцилиндра 18 в верх захваты 8 за верхний борт втулки ВЗ фиксируют цевки 17 в верхнем положении. После заполнения одного ряда форм 89 (фиг. 11) гидроцилиндр 15 опускает блок-форму 3 так, чтобы цевки 17 были приподняты над формами 89, после чего производится включение гидроцилиндра 19, который перемещает плиту 20 (фиг. 9) по направляющим 72 (фиг. 8), при этом одна из собачек 75 в соответствии с направлением движения плиты 20 упирается в упор 7, расположенный на штанге 73, и тем самым плита 20 перемещается на расстояние, необходимое для наполнения следующего ряда форм 89. Гидроцилиндр 15 приподнимает блок-форму 3 в крайнее верхнее положение, цикл заполнения повторяется.Таким образом заполняются все ряды форм 89 блок-формы 3. При перемещении плиты 20 в крайнее положение, происходит нажатие штифта 77 на корпус устройства 2 наполнения и дозирования и одна из собачек 75 опускается на штангу 73, а другая приподнимается над ней и удерживается в этом положении при помощи пружины 7б, которая выходит из паза штифта 77При следующем ходе поршня гидроцилиндра 19 плита 20 меняет направление своего движения, поэтому заполнение крайнего ряда следующей блок-формы 4 идет из тойпозиции, в которой закончила свое движение плита 20 в предыдущем цикле. После заполнения блок-форма 3 опускается гидроцилиндром 15 натранспортер 5, при этом шток гидроцилиндра 30 (фиг. 2) с направляющими 31 опускается вниз и захватами 32 входит в зацепление с захватами 29 верхней крышки 26, Далее гидроцилиндр 30 приподнимает верхнюю крьнику 26 при помощи уголковых захватов 32 со скосами, обеспечивающими центровку верхней крышки 26 до положения, при котором подпрессовывающие поршни 92 оказываются над корпусом 22 блок-формы 3. Верхняя крышка 2б приподнимается вместе с направляющими 25 и закрепленными на чих тягами 91 (фиг.12), которые перемещаются во внутренней части рамы 90. При перемещении корпуса 22 по транспортеру 5 на один шаг формы 89 устанавливеются под подпрессовывающими продукт поршнями 92 верхней крышки 26, которая при этом удерживается неподвижно захватами 32 и 29, а сама верхняя крышка 2б в этом положении задвинута в верхние направляющие 25. Включается гидроаилиндр 30, который опускает верхнюю крышку 2б так, что подпрессовываю1чие поршни 92 оказываются в формах 89,при этом захваты 32 опускаются ниже захватов 29. При последующем перемещении блок-формы 3 захваты 32 выходят из зацепления с захватами 29, после этого гидроцилиндр 30 возвращается в исходное положение. По транспортеру 5 блок-форма 3 направляется в камеры тепловой обработки (фиг. 2 и 3), в которых теплоноситель через коллектор 3 поступает в карманы 23,обтекает формы 89 блок-формы 3 и вытекает через карман 2 в боковой сборник 35 призмообразного вида. При этом не осуществляется контакт продукта с теплоносителем Образующийся конденсат стекает в поддон 36 и направляется в канализацию. Схема циркуляции теплоносителя в блок форме 3 представлена на фиг. 15Перемещение блок-форм 3 периодическое и осуществляется в камерах 6 тепловой обработки определенное время в течение которого продукт нагревается до заданной температуры. Из камеры 6 тепловой обработки блок-форма 3 поступает в зону слива теплоносителя и контроля температуры в центре батона. Быстрый слив теплоносителя осуществляется клапаном 95 (фиг. 13). Охлаждение продукта осуществляется в камерах холодильной обработки, которые выполнены так же, как и камеры 6 тепловой обработки (фиг. 2 и 3) но в коллектор подается хладоноситель. Из первой камеры холодильной обработки блок-форма по рольгангу 8 перемещается к второй камере холодиль ной обработки. Блок-форма 3 с охлажденным продуктом из камер холодильной обработки перемещается к устройству выгрузки готового продукта (фиг. ). По выходе блок-формы 3 из второй камеры 7 холодильной обработки осуществляется быстрый слив хладоносителя и контроль температуры в центре батона. Далее устройство 9 открытия верхней крышки 26, выполненное так же, как и устройство закрытия верхней крышки 26, вначале приподнимает, а затем удерживает верхнюю крышку 26 с подпрессовывающими поршнями 92 (фиг. 12) неподвижно над корпусом 22 блок-формы 3. Вместе с верхней крышкой 2б приподнимаются и направляющие 28 при помощи тяг 91, которые вместе с корпусом 22 блок-формы 3 перемещаются на шаг. При этом упоры транспортера 5 надавливают на поджимные планки 93, которкые, смещаясь, приподнимают корпус 22 блокформы 3 при помощи тяг установочных направляющих 28 на небольшую величину, достаточную, чтобы отжать нижнюю крышку . При установке блокформы 3 под приемник 40 устройства 11 перегрузки (фиг. +) обратным ходом шагового транспортера 5 нижняя крышка смещается в установочных направляющих 28 и открывает формы 89. В этой позиции блок-форма 3 имеет открытыми верхнюю 26 и нижнюю 9 крышки. При помощи гидроцилиндра 37 толкатели 39 выталкивают продукт в приемник 0, отверстия днища 2 которого прикрыты пластиной 3. Приемник +0 по направляющим 50 при помощи роликов 52, а также роликов 51, оси которых закреплены на цепи , перемещается вверх (положение приемника обозначено пунктиром). Из приемника kQ гидроцилиндром 5 и толкателями 6 продукт порядно выталкивается на транспортер устройства 12 поверхностной тепловой обработки. Освобожденная от продукта блокформа 3 поступает в устройство 13 мойки блок-форм (фиг. 5 и 6),где она при помощи трубы 53 наполняется горячей водой.Излишки воды сливаются в сборник . При продвижении по устройству корпус 22 блок-формы 3 . обмывается при помощи многоштанго- вой стационарной трубчатой системой с щелевыми головками 55 и гидронасосом 60, затем устанавливается под устройством, содержащим многоштанговуют подвижную трубчатую систему с щелевыми форсунками 58. Гидроцилиндр 5б совершает возвратно-поступательное движение, при этом в коллектор 57 гидронасосом 60 подается моющий раствор, который смывает жировые частицы с поверхности форм 89 блок-формы 3. Ополаскивание блок-формы 3 осуществл ется проточной водой центробежными форсунками 61. При выходе из устройства 13 мойки блок-форм закрывается нижняя кры ка 90 и блок-форма 3 устанавливается над роликами рольганга 8 (фиг. 7) Далее гидроцилиндр б9, перемещая шток 70 и систему рычагов 71, припод нимает подвижную раму 67 и блок-форму 3 над транспортером 5- Включается электродвигатель б5 и блок-форма 3 по приводным роликам 6 перемещается на другой транспортер 5 под устройство 2 наполнения и дозирования. При установке блок-формы 3 над транспортером 5 электродвигатель б5 отключае ся, затем гидроцилиндр б9 совершает обратный ход и блок-форма опускается на транспортер 5. Цикл движения блок формы 3 повторяется. После того, как продукт из приемника lO (фиг. ) выталкивается тол кателями +6 на несущую ленту 10Ц (фиг. 16) он перемещается в камеру 101 устройства 12 поверхностной тепловой обработки под излучатели 119. В камере 101 поверхностной тепловой обработки продукт совершает не тольк поступательное, но и вращательное движение, которое обусловлено волнообразным движением ленты Ю. Волнообразное движение создается при помощи двух пар дополнительных цепных транспортеров, расположенных над и под несущей лентой lOi основно го транспортера. Работа дополнительных цепных транспортеров осуществляется от гидродвигателя 109, редуктора ПО, цепи 111, звездочки 112 (фиг. 1), шестерен 113, звездочек 14,цепей 115 которых свободно на осях закреплены диски 116. Причем диски 116 верхнего и нижнего цепных транспортеров расположены один относительно другого.с некоторым смещением, между дисками 116 расположены края ленты 10, что позволяет им отжимать несущую ленту 10 то в верхнее, то в нижнее положение, создавая тем самым волну. Изменяя число оборотов гидродвигателей как основного транспортера, так и дополнительных цепных транспор теров, возможно регулирование как вращательного, так и поступательного движения продукта, достигая тем самым необходимого оптимального режима термообработки. Санитарная обработка несущей ленты Q производится в ванне 119 при помощи скребковых элементов 121 (фиг. 18) и коллекторов 120, осуществляющих смыв грязевых частей. Прошедший поверхностную тепловую обработку продукт направляют на упаковку, а при необходимости на резку и также на упаковку. Использование изобретения позволяет сократить общую продолжительность процесса выработки колбас, исключить ряд вспомогательных операций, например кладку и съем продукта с лотка, сократить число рабочих, занятых изготовлением колбас, и уменьшить производственные площади. Экономический эффект от внедрения одной линии составит при производительности 5 т в смену 73 тыс.руб. в год. Формула изобретения 1. Линия производства колбасных изделий, включающая нагнетатель фарша, устройство наполнения и дозирования, блок-формы, камеры тепловой и холодильной обработки, устройства выгрузки и перегрузки готового продукта, устройство поверхностной тепловой обработки и устройство мойки блок-форм, отличающаяся тем, что, с целью повышения производительности и улучшения качества готового продукта, она снабжена рядом шаговых транспортеров , служащих для соединения между собой устройства наполнения и дозирования, камер тепловой и холодильной обработки, устройства выгрузки, а также устройства мойки блок-форм, устройством закрытия верхних крышек блокформ, расположенным между устройством наполнения и дозирования и камерой тепловой обработки, и устройством открытия верхних крышек блок-форм, установленным между камерой холодильной обработки и устройством выгрузки готового продукта, камера холодильной обработки состоит из двух секций, последние, а также устройство мойки блок-форм и устройство наполнения и дозирования соединены между собой посредством рольгангов, смонтированных с возможностью вертикального перемещения для прохода блок-форм над плоскостями транспортеров.
13
2.Линия по П.1, о т ли ча ю щ а я с я тем, что каждый рольганг .состоит из двух рам, расположенных одна над другой, при этом верхняя рама установлена подвижно посредством гидроцилиндра, укрепленного на нижней раме.
3.Линия по п.1, о т л и ч.а ю щ а я с я тем, что устройство наполнения и дозирования состоит из укреп- о
ленной на горизонтальных направляющих плиты с цевками и механизмом порядного перемещения цевок, последние имеют окна на боковой поверхност для выхода фарша, при этом для их перекрытия на цевке установлен с возможностью перемещения поршень.
. Линия по ПП.1 и 3, отли чащаяся тем, что механизм порядного перемещения состоит из штанг и собачек, последние смонтированы с возможностью взаимодействия со штангами посредством уЪоров.
5.Линия попп. 1,3и4, отличающаяся тем, что, с целью изменения направления движения плиты механизм порядного,перемещения снабжен штифтом, установленным с возможностью перемещения в плите, для взаимодействия с собачками.
6.Линия по П.1, отли чающая с я тем, что блок-форма состоит из корпуса с порядно расположенными в нем формами, верхней и нижней крышками, смонтированными с возможностью перемещения в горизонтальной плоскости посредством направляющих,
при этом в нижней части корпуса имеются отверстия для соосной фиксации форм с цевками устройства наполнения и дозирования, а верхняя крышка установлена с возможностью также вертикального перемещения.
7.Линия попп. 1и6, отличающаяся тем, что корпус блок-формы снабжен продольной и поперечными перегородками для равномерной термической обработки изделий.
}k
93888Ц
8. Линия по П.1, отли чающая с я тем,что камеры тепловой и холодильной обработки снабжены сборниками для тепло- и хладоносителей, выполненными в виде призм и расположенными с боковых сторон камер.
9. Линия по П.1, отли чающаяся тем,что устройство переприемник, выполненный в виде цилиндрических гильз, днища которых имеют отверстия и пластину для закрытия отверстий в момент выгрузки изделий.
10.Линия по П.1, отличающаяся тем,что устройства открытия и закрытия верхних крышек блокформ снабжены уголковыми захватами со скосами для обеспечения центровки крышек при их закрывании.
11.Линия по П.1, отли ч ающ а я с я тем, что устройство мойки блок-форм снабжено многоштанговыми трубчатыми системами с форсунками и гидронасосом, при этом одна система установлена подвижно, а другая неподвижно.
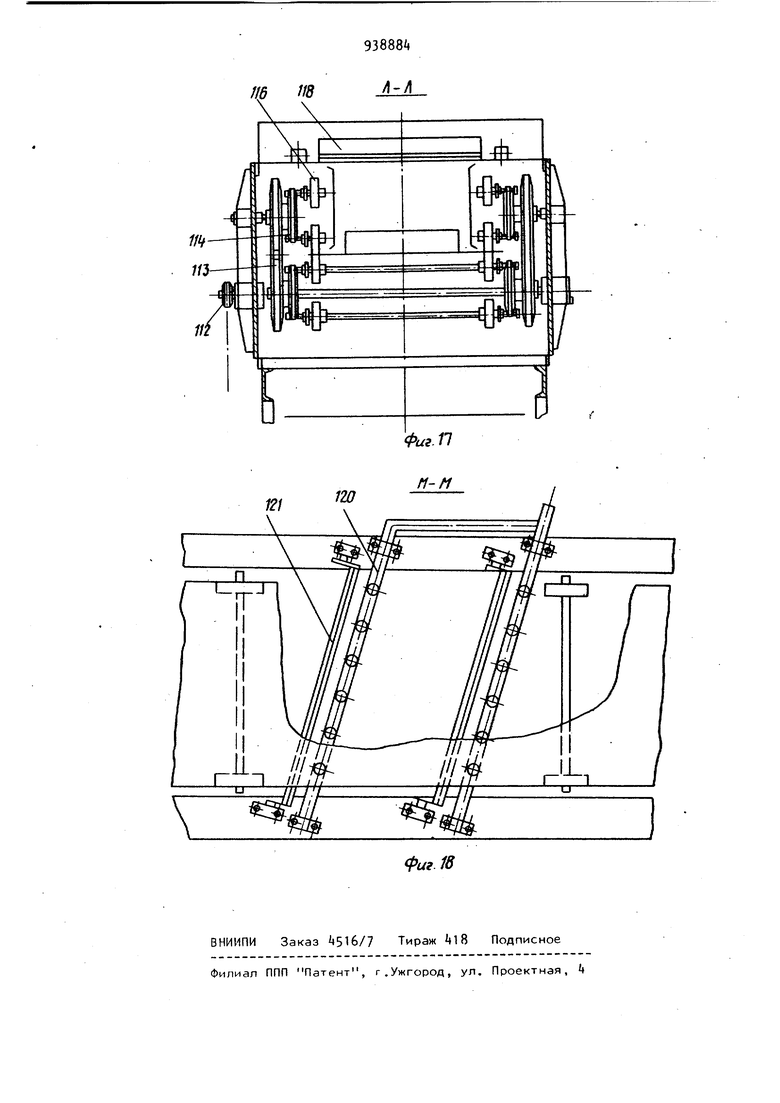
12.Линия по П.1, отли чающ а.я с я тем, что устройство поверностной тепловой обработки состоит из камеры с источниками теплового излучения и расположенного в камере ленточного транспортера и смонтированных по обе его стороны двух пар цепных транспортеров, при этом лентоный транспортер установлен с возможностью волнообразного движения посредством дисков, закрепленных на цепных транспортерах со смещением один относительно другого.
Источники информации, принятые во внимание при экспертизе 1. Технический уровень производства в мясной промышленности отдельн зарубежных стран. Обзорная информаци ЦНИИТЭИмясомолпрома СССР. Сер. Мясная промышленность. И., 1977, ff 11, с. 7,8. грузки готового продукта включает KJR «ч
зэ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для одновременного заполнения нескольких емкостей вязким продуктом | 1977 |
|
SU939315A1 |
| Устройство для формирования и термической обработки колбасных изделий | 1977 |
|
SU938883A1 |
| Устройство для термической обработки изделий | 1977 |
|
SU943150A1 |
| Установка для отделения блоков замороженных пищевых продуктов от форм | 1990 |
|
SU1741715A1 |
| УСТРОЙСТВО для ЗАМОРАЖИВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1967 |
|
SU205839A1 |
| Установка для охлаждения творога | 1984 |
|
SU1291088A1 |
| МОРОЗИЛЬНЫЙ АППАРАТ | 1997 |
|
RU2123159C1 |
| Автоматизированная линия производства колбасных изделий | 1988 |
|
SU1664236A1 |
| Пресс для сыра | 1990 |
|
SU1761043A1 |
| Сороморозильное устройство для замораживания пищевых продуктов | 1973 |
|
SU475493A1 |
41 «г 5/ « W
Фuг.
58
ia.S Sud
.jU
Qu
5 tS cS) cSa db t±b Д
j/; 5 ffff
7
as 5
Фиг. 7
W 73 Ж-Ж 75 Фиг. 9 . 77 ш Фиг.15 115 fS Фиг.1б lOf Ю7 106
