1
Изобретение может быть применено в любой области машиностроения и авиации, где необходимо получать точением усеченные конусы, у которых одно основание представляет собой окружность, а другое имеет форму эллипса, многоугольника, четырехугольника и т. д.
По основному авт. св. № 405661 известно устройство для обработки деталей сложлой формы на станке типа токарпого с суппортом, подвижным в .поперечном направлении от вращающегося копира и в продольном - по копиру, соединенному с суппортом.
Известное устройство позволяет получать детали с плавно изменяющейся формой поперечного сечения за счет того, что копир, соединенный € Суппортом, подвиисно связан с копиром, задающим форму детали в поперечном сечении.
Однако конструктивно вращающийся копир в известном устройстве установлен на шпинделе, несущем заготовку, что ограничивает его технологические возможности.
При таком Конструктивном выполнении устройства обрабатываемая деталь в поперечном сечени.и может иметь только форму, соответствующую форме вращающегося копира. Например, копир имеет форму эллипса и деталь может иметь в «поперечном сечении только
форму эллипса; копир имеет форму шестигранника и деталь может иметь в поперечном сечении только форму шестигранника и т. д. В предлагаемом устройстве вращающийся копир закреплен не на шпинделе, несущем заготовку, а на специально встроенном в устройство валу, который соединен со шпинделем посредством гитары с.менных шестерен.
Такое конструктивное выполнение устройства позволяет расширить его технологические возможности, т. е. получать детали в поперечном сечении различной геометрической формы от одного профиля вращающегося копира, например получать на деталях в поперечном
сечении профиль с шестью, двенадцатью, .восемнадцатью и т. д. углами от вращающегося копира, имеющего профиль в форме шестигранника, а от вращающего копира, имеющего прямоугольный контур, например профиль четырехгранника, получать на деталях в поперечном Сечении профиль, имеющий криволинейный контур, например овал, и наоборот. Достигается это тем, что в предлагаемом
устройстве за счет изменения передаточного отношения гитары сменных шестерен можно изменять угловую скорость вращения копира, задающего фор.му детали в поперечном направлении, относительно угловой скорости
вращения детали.
Следовательно, предлагаемое устройство позволяет получать детали различной коифнгура.ции при минимальном количестве вращающихся копиров.
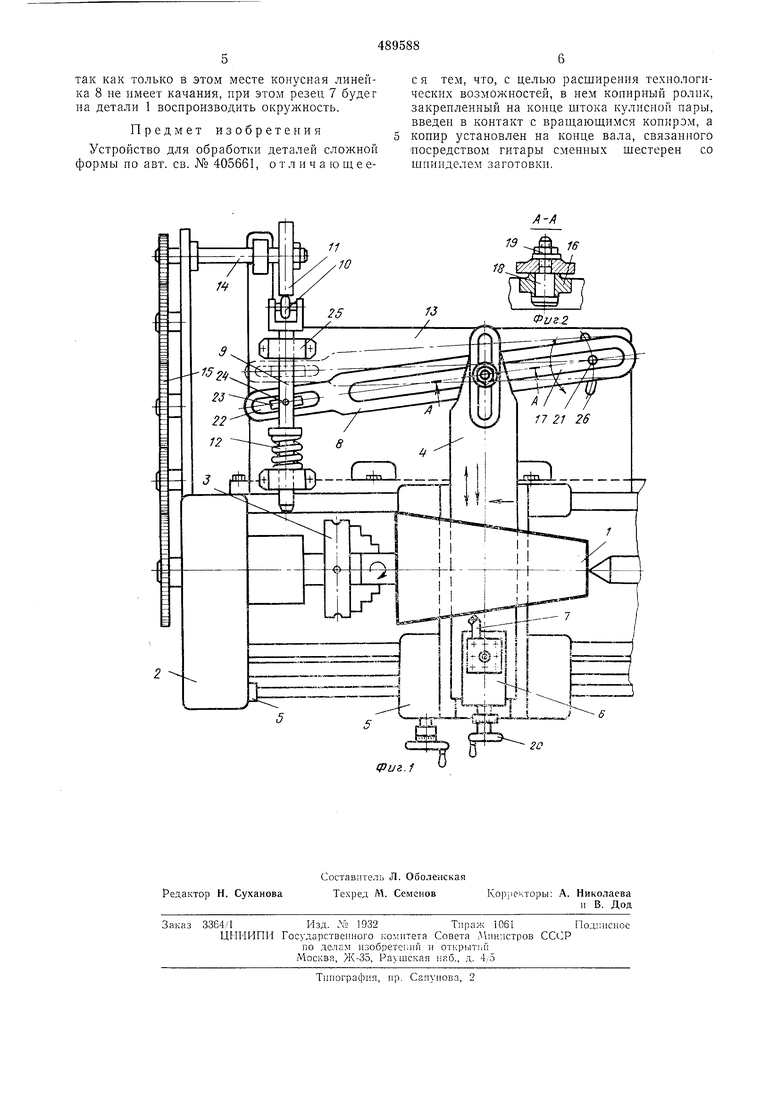
На фиг. 1 .изображено предлагаемое устройство, вид сверху; на фиг. 2 - сечение по А-А на фиг. 1.
Устройство для обработки детали 1 состоит из механизма 2 для придания детали вращательного движения, механизма 3 для крепления детали, нодзиж«ого суппорта 4, механизма 5 для -перемещения суннорга в осевом направлении, резцедержателя 6 для крепления резца 7, подвижной конусной линейки 8, подвижного щтока 9, вращающегося ролика 10, плоского копира 11, дружины 12, плиты 13, вала 14 и гитары сменных щестерен 15.
Механизм 2 конструктивно представляет собой коробку скоростей токарного станка.
Механизм 3 конструктивно может быть представлен в виде общепринятого трехкулачкового натрона.
Подвижный суппорт 4 служит для перемещения резца в радиальном и осевом направлениях.
Посредством вращающегося ролнка 16 суппорт 4 соединен подвижно с пазом 17 конусной линейки 8, под действием которой он может неремещаться в радиальном направлении.
Вращающийся ролик 16 закреплен на суппорте 4 посредством осп 18 и гайки 19.
Сверху на суппорте закреплен резцедержатель 6 для крепления резца 7. Резцедержатель 6 от рукоятки 20 может перемещаться в радиальном направлении и служит для установки резца на необход1- мую глубину резания.
Механизм 5 перемещения сунпорта 4 служит для осевого перемещения суппорта и конструктивцо предста-вляет собой сечение коробки подач, ходового вала н каретки обычного токарного станка.
Подвижная конусная линейка 8 служит для придания принудительного перемещения суппорта 4 под углом к оси детали и дополнительного движения вперед - назад в радиальном направлении.
Линейка 8 одним концом закренлена подвижно на оси 21, а другой ее конец имеет паз 22, в котором свободно скользит ползун 23, закрепленный посредством оси 24 на штоке 9.
Подвижный щток 9 с вращающимся роликом 10 служит для качения конусной линейки 8 вокруг оси 21 от плоского вращающегося копира 11.
Плоский копир 11 закреплен на валу 14 н связан через него и гитару сменных щестерен 15 со шпинделем, несущим деталь 1. Плоский копир 11 служит программоносителем конфигурации обрабатываемой детали и профилируется в соответствии с формой того основания усеченного конуса, у которого контур отличен от окружности с учетом взаимных угловых скоростей плоского копира И и обрабатываемой детали 1.
12 служит для прижатия вращающегося ролика 10 к поверхности копира И. Плита 13 крепится к станине устройства и является основанием для крепления оси 21 и направляющих 25, в которых перемещается щток 9.
Плита имеет паз, в котором можно перемещать ось 21 для пастройки конусной линейки 8 на требуемый размер детали.
Во время работы ось 18 неподвижно закреплена на плите 13. Гитара сменных щестерен 15 настраивается на такое передаточное
отношение, при котором копир 11, вращаясь с определенной угловой скоростью огаосигельно угловой скорости детали 1, позволил бы нолучать на детали 1 требуемый профлль. Например, при передаточном отнощенки копира
11 и детали 1 как один к одному и профиле копира в виде эллипса, мы получим деталь, у которой одно из оснований тоже будет иметь форму эллипса. Обрабатываемая деталь 1 закрепляется в
механизме 3 крепления детали. Подвижная конусная линейка 8 посредством перемещения оси 21 в пазу 26 устанавливается параллельно той образующей усеченного конуса, которая обрабатывается резцом 7. После чего ось
21 закрепляется неподвил :но на плите 13. В резцедержателе 6 устанавливается резец 7. Устройство готово к работе. Включается механизм 2 вращения детали 1. Резец 7 посредством резцедержателя 6 подводится к детали 1. Включается механизм 5 перемещения в осевом паправлении суппорта 4. Последний, перемещаясь в осевом направлении, одновременно соверщает перемещения вперед - назад в радиальном направлении и под углом
к оси детали 1 под действием конусной линейки 8, в паз которой входит вращающийся ролик 16.
Конусная линейка 8 получает качающееся движение вперед-назад вокруг оси 21 через
ползун 23, ось 24, шток 9 и ролик 10 от плоского копира 11, закрепленного на валу 14 и получающего вращение через гитару сменных щестерен 15 от шпинделя, несущего деталь 1. В результате суммы трех движений суппорта 4; осевого, радиального (внеред - назад) и под углом к оси детали, мы получаем под резцом деталь 1, представляющую собой усеченный конус. В нем одно основание представляет собой окружность, а другое - фигуру, полученную в результате сочетания профиля копира 11 и взаимных угловых скоростей вращения копира И и детали 1, например в форме эллипса. Для того, чтобы получить в одном основаНИИ усеченного конуса окружность, необходимо, чтобы ось 21 конусной линейки 8 лежала в плоскости этого основания. В этом случае суппорт 4 перестает двигаться вперед - назад, как только ось ролика 16 совместятся
с осью 21 качающейся конусной линейки 8,
так как только в этом месте конусная линейка 8 не имеет качания, при этом резец 7 будет на детали 1 воспроизводить окружность.
Предмет изобретения
Устройство для обработки деталей сложной формы по авт. св. № 405661, о т л и чающеес я тем, что, с целью расширения те.хнологических возможностей, в нем копирный ролик, закрепленный на конце штока кулисной пары, введен в контакт с вращающимся копиром, а копир установлен на конце вала, связанного посредством гнтары сменных шестерен со шпинделем заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей сложной формы | 1973 |
|
SU476939A1 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |
| Устройство для обработки детелей сложной формы | 1974 |
|
SU490573A2 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| Устройство для обработки деталей сложной формы | 1978 |
|
SU742038A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1973 |
|
SU405661A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Устройство для обработки сферических поверхностей | 1976 |
|
SU673379A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Шпиндельная бабка | 1987 |
|
SU1414504A1 |
сриг.1
