Изобретение может быть применено влюбой области машиностроения и авиации, где необходимо получать точением некруглые полые детали, например полые усеченные конусы, у которых одно основание представляет собой окружность, а другое - фигуру, отличную от окружности, например эллипс, многоугольник или четырехугольник.
Известно устройство для обработки деталей сложной формы на станке типа токарного с суппортом, подвижным в поперечном направлении от вращающегося копира и в продольном по копиру, соединенному с суппортом 1.
Известное устройство позволяет получать детали с плавно изменяющейся формой поперечного сечения за счет того, что копир, соединенный с суппортом, подвижно связан с вращающимся копиром, задающим форму детали в поперечном сечении. Однако в случае точения в объемных деталях полостей, концентрично расположенных относительно наружной поверхности, приходится заменять копир для точения наружной поверхности на копир для точения полости (внутренней поверхности). Объясняется это тем, что копир для точения наружной поверхности, примененный для точения внутренней повеохности, вносит искажение в траекторию движения копирного ролика и вследствие этого в траекторию движения резца по сравнению с расчетной траекторией, и поэтому искажается профиль внутренней поверхности детали, & толщина стенки становится непостоянной. Во избежание искажения профиля при точении наружной и внутренней поверхности в объемных деталях изготавливают для каждой поверхности детали копиры со своим расчетным профилем. Изготовление копира на внутреннюю поверхность и его установка на станок требует дополнидельного расхода материальных средств и времени.
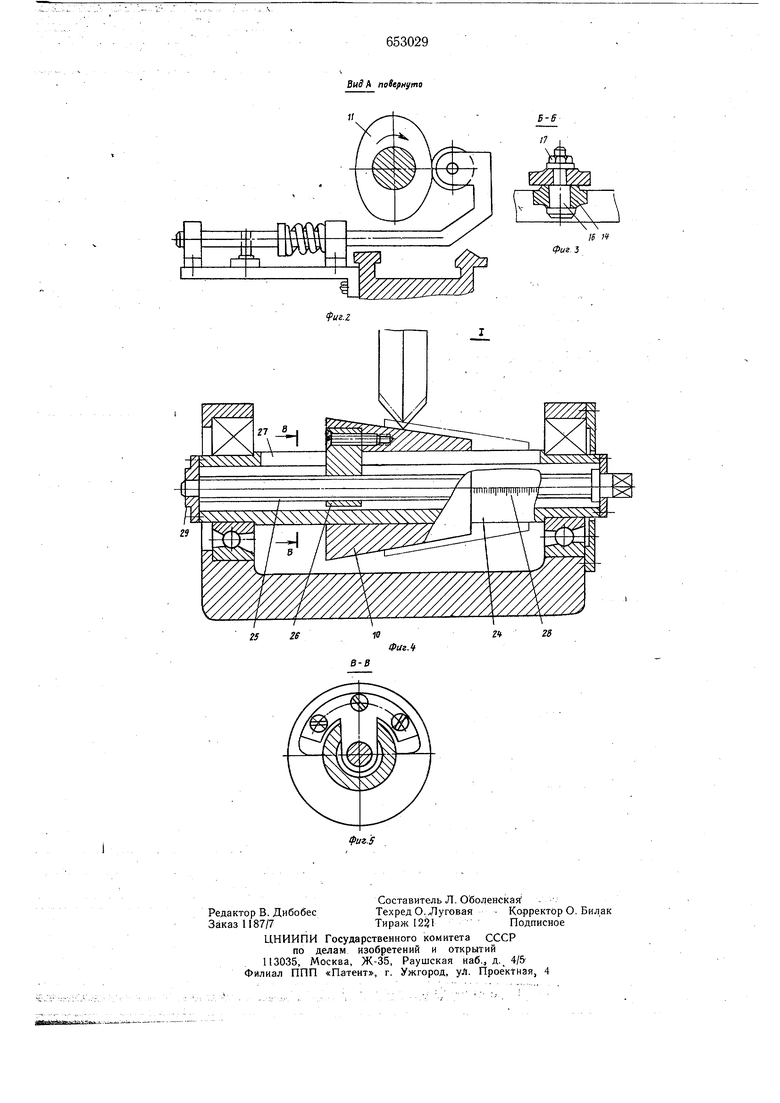
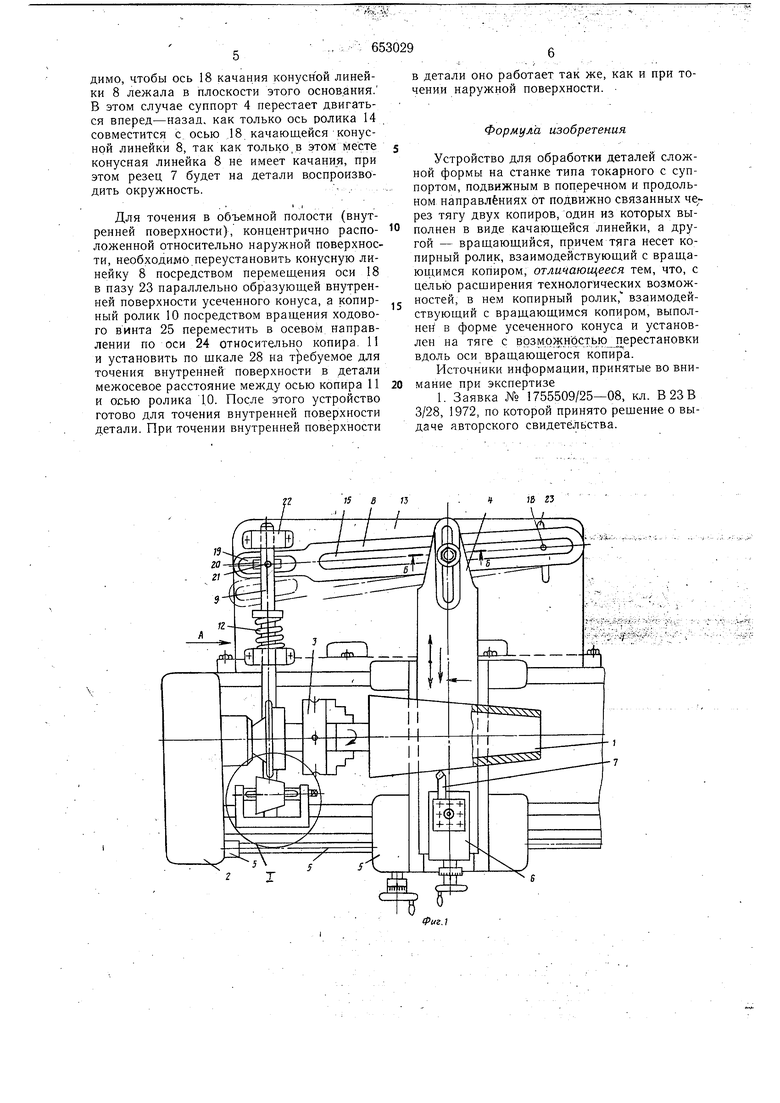
С целью расщирения технологических возможностей устройства вместо цилиндрического копирного ролика применен ролик конической формы, установленный с возможностью осевого перемещения относительна вращающегося копира. Для перехода с точения наружной поверхности на точение внутренней поверхности достаточно будет переместить копирный ролик в осевом направлении относительно копира, что повлечет за собой требуемое изменение траектории движения копирного ролика, а следовательно и резца. На фиг. 1 изображено описываемое устройство, вид сверху; на ф.иг. 2 - вид по стрелке А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. Л; на фиг. 4 - узел I на фиг. I; на фиг. 5 - разрез В-В на фиг. 4. Устройство для обработки детали 1 состоит из механизма 2, механизма 3 для крепления детали 1, подвижного суппорта 4, механизма 5 для перемеидения суппорта 4 в осевом направлении, резцедержателя 6 для креп, ления резца 7, подвижной конусной линей ки 8, подвижного штока 9, вращающегося ролика 10, плбского копира (кулачка) II, пружины 12 и плиты 13. Механизм 2 предназначен для сообщения детали 1 вращательного движения и конструктивно представляет собой коробку скоростей токарного станка. Л1еханизм 3 для крепления обрабатываемой детали может быть представлен в виде трехкулачкового патрона. Подвижный суппорт 4 служит для перемещения резца в радиальном и осевом направлении. Вращающийся ролик 14 соединяет подвижно суппорт 4 с пазом 15 конусной линейки 8, под действием которой ол может перемещаться в радиальном направлении. Ролик 14 закреплен на суппорте 4 посредством пальца 16 и гайки 17. Сверху на суппорте закреплен резцедержатель 6, который от рукоятки может перемещаться в радиальном направлении и служит для установки резца на необходимую глубину резания. Механизм 5 для осевого перемещения суппорта 4 выполнен в виде коробки подач, ходового вала и каретки токарного станка, Подвижная конусная линейка 8 служит для принудительного перемещения суппорта -4 под углом к оси детали и дополнительного движения -вперед - назад в радиальном направлении. Она одним своим концом закреплена подвижно на оси 18, а другой ее конец имеет паз 19, в котором свободно скользит .ползун 20, закрепленный посредством оси 21 на щтоке 9. Подвижный щток 9 с вращающимся роликом 10 служит для качания конусной линейки 8 вокруг оси 18 по программе, записанной в контуре плоского копира (кулачка) 11. Последний закреплен соосно с деталью 1 и спрофилирован в соответствии с формой того основания усеченного конуса, которое отличается от окружности, например имеет форму эллипса.. Плоский копир является программоносителем конфигурации обрабатываемой детали. Пружина 12 прижимает вращающийся ролик 10 к поверхности копира 11. Плита 13 является основанием для крепления оси 18 и направляющих 22, в которых перемещается шток 9. Плита крепится к станине стан653029ка и имеет паз 23, в котором можно перемещать ось. 18 для настройки конусной линейки 8 на требуемый размер детали. Во время работы ось 18 неподвижно закреплена на плите 13. Копирный ролик 10 выполнен в виде усеченного конуса и закреплен на вращающейся полой оси 24. Он может перемещаться принудительно вдоль полой оси 24 от вращения ходового винта 25, который ввинчивается при своем вращениив маточную гайку 26, закрепленную на ролике 10. Ось 24 имеет паз 27, сквозь который проходит маточная гайка 26 внутрь оси 24. Такая конструкция оси 24 и гайки 26 не позволяет проворачиваться ролику 10 относительно оси 24 при его осевом перемещении ходовым винтом 25. Для удобства в работе на поверхности оси 24 нанесена щкала 28, выраженная в линейных величинах перемещения ролика 10 в направлении вращающегося копира П. Ось 24 вместе с копирным роликом 10 вращг(ется в подщипниках, закрепленных в щтоке 9. Для того, чтобы удержать ось 24 от вращения при вращении ходового .винта 25 на ней сделаны лыски 29, в которые может быть установлен ключ.- Для работы копир 11 закрепляют на щпинделе механизма 2 вращения детали 1. Обрабатываемую деталь закрепляют в механизме 3. Линейку 8 посредством перемещения оси 18 в пазу 23 устан.авливают параллельно той образующей усеченного конуса, которая обрабатывается резцом 7, после чего ось 18 закрепляют неподвижно на плите 13. В резцедержателе 6 устанавливают резец 7. Копирный ролик 10 посредством вращения ходового винта 25 перемещают по щкале 28 на требуемое межосевое расстояние между осью копира и осью ролика 10. Устройство для обработки наружной поверхности-детали готово к работе. Включают механизм 2 вращения детали I и механизм 5 перемещения в осевом направлении суппорта 4. Суппорт 4, перемещаясь в осевом направлении от механизма 5, одновременно перемещается вперед-назад в радиальном направлении и под углом к оси детали 1 под действием конусной линейки 8, в паз которой входит вращающий ролик 14, закрепленный на пальце 16 суппорта 4. Конусная линейка 8 получает качающееся движение вперед-назад вокруг оси 18 через щток 9, ось 21 и ползун 20 и копирный ролик 10 от вращающегося копира 11. В результате суммы трех движений суппорта 4: осевого, радиального (вперед-назад) и под углом к оси детали, - мы получаем деталь 1, представляющую собой усеченный конус, у которого одно основание представляет собой - окружность, а другое - фигуру, отличную of окружности, например эллипс. Для того, чтобы получить в одном основании, усеченного конуса окружность необходимо, чтобы ось 18 качания конусной линейки 8 лежала в плоскости этого основания. В этом случае суппорт 4 перестает двигаться вперед-назад, как только ось ролика 14 совместится с осью 18 качающейся конусной линейки 8, так как только,в этом месте конусная линейка 8 не имеет качания, при этом резец 7 будет на детали воспроизводить окружность. . Для точения в объемной полости (внутренней поверхности), концентрично расположенной относительно наружной поверхности, необходимо переустановить конусную линейку 8 посредством перемещения оси 18 в пазу 23 параллельно образующей внутренней поверхности усеченного конуса, а копирный ролик 10 посредством вращения ходового винта 25 переместить в осевом направлении по оси 24 относительно копира. 11 и установить по щкале 28 на требуемое для точения внутренней поверхности в детали межосевое расстояние между осью копира 11 и осью ролика 10. После этого устройство готово для точения внутренней поверхности детали. При точении внутренней поверхности В детали оно работает так же, как и при точении наружной поверхности. Формула изобретения Устройство для обработки деталей сложной формы на станке типа токарного с суппортом, подвижным в поперечном и продольном направлениях от подвижно связанных через тягу двух копиров, один из которых выполнен в виде качающейся линейки, а другой - вращающийся, причем тяга несет копирный ролик, взаимодействующий с вращающимся копиром, отличающееся тем, что, с целью расщирения технологических возможностей, в нем копирный ролик, взаимодействующий с вращающимся копиром, выполнен в форме усеченного конуса и установлен на тяге с возможностью перестановки вдоль оси вращающегося копира. Источники информации, принятые во внимание при экспертизе 1. Заявка № 1755509/25-08, кл. В 23 В 3/28, 1972, по которой принято рещение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки детелей сложной формы | 1974 |
|
SU490573A2 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU489588A2 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1973 |
|
SU405661A1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU476939A1 |
| Устройство для обработки деталей сложной формы | 1978 |
|
SU742038A1 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Устройство для точения внутренних фасонных поверхностей деталей | 1977 |
|
SU615634A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |