В известных системах программного управления токарными станками при копирной обточке ступенчатых и конусных поверхностей копировальным суппортом, работающим по наборному ступенчатому копиру, изготовление иустановка копира сложны.
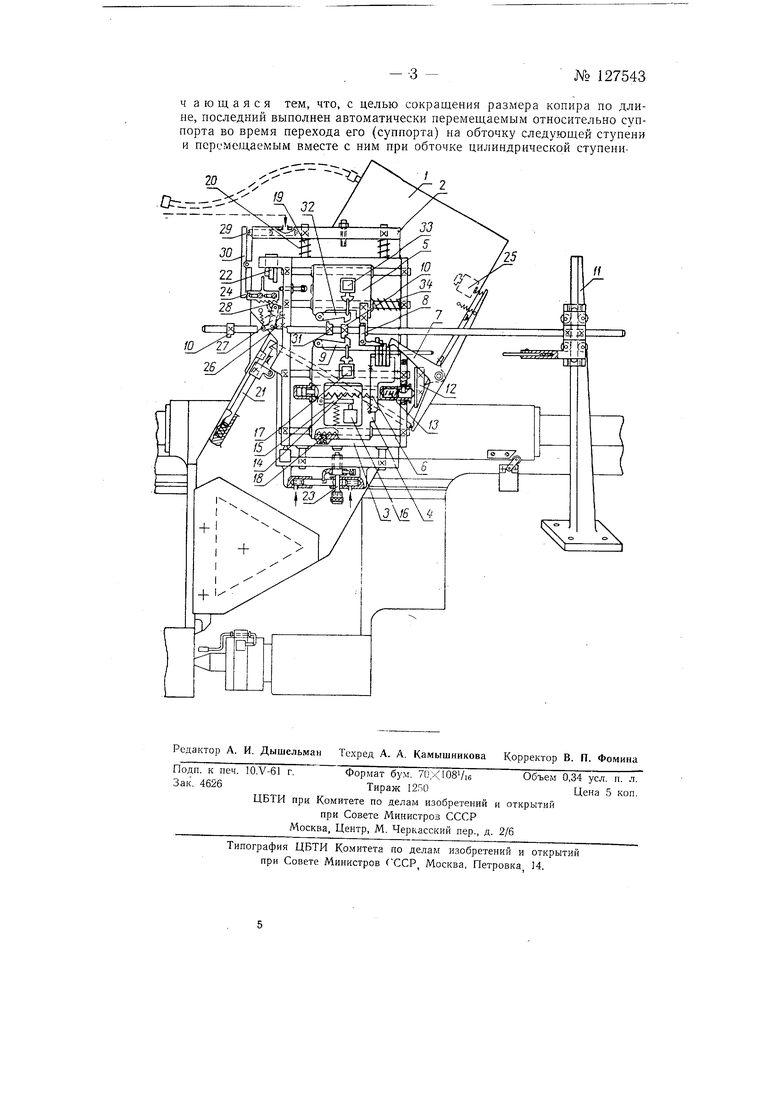
В описываемой системе программного управления копир выполнен автоматически перемещаемым относительно суппорта во время перехода его (суппорта) на обточку следующей ступени и перемещаемым вместе с ним при обточке цилиндрической ступени. Такое выполнение сокращает размеры копира по длине и упрощает его форму. На чертеже изображена схема копировального суппорта описываемой системы программного управления.
Копировальный суппорт 1 крепится к поперечному суппорту станка. На нем установлен мостик 2, жестко связанный с кареткой станка. По мостику 2 может перемещаться перпендикулярно оси центров станка каретка 3, несущая на себе две небольщие каретки 4 и 5, перемещающиеся параллельно оси центров.
На каретке 4 крепится блок 6 диаметральных размеров в виде набора смещаемых на заданную величину пластин, торцы которых в процессе обработки контактируют со щупом 7 гидросуппорта. Блок 6 является по существу сжатым по длине копиром.
На каретке 5 установлена поворотная конусная линейка 8, служащая для обработки конусов.
Если каретка 4 застопорена стопором .9 и одним из упоров 10 блока продольных размеров, связанного посредством кронщтейна задней бабкой станка, а копировальный суппорт 1 вместе с кареткой станка перемещается к передней бабке (влево), планка 12, сжимая пружину 13, улрется непосредственно в торец рейки 14, и силой сжатия пружины 13 заставит зуб фиксатора 15 выйти из зацепления с зубом
JVo 127543-2рейки 14 и, перескочив через него, войти в зацепление со следующим зубом. При этом фиксатор 15, отжимаясь, заставляет срабатывать конечный выключатель 16, который включает соленоид 17, снимающий стопор 9 с упора 10. Каретка 4, застопоренная фиксаторами 15 и 18, продолжает перемещаться как одно целое с кареткой 3 до тех пор, пока не произойдет защеплення стопора 9 с очередным упором 10 блока продольных размеров.
Шаг рейки 14 равен толщине (щагу) пластин блока 6. Поэтому если острие щупа 7 в нача-ле. описанного цикла находилось на середине торца одной пластины блока 6, то по окончании цикла, то-есть при перескоке рейки 14 на один зуб, щуп 7 перейдет на середину следующей пластины блока 6.
Каретка 5 позволяет снимать припуск за несколько проходов. Она перемещается по направляющим 19 при помощи пружин 20 вперед к оси центров -и в обратном направлении при воздействии копировального суппорта через кулачок с роликом на стержне 21. Ход каретки 3 ограничивается или блоком 22 глубины проходов, или жестким регулируемым упором 23. В начале цикла обработки упор 24 находится в крайнем правом положении, против первой, наиболее выступающей пластины, что соответствует первому черновому проходу, По окончании первого прохода гидравлика суппорта, вследствие нажима соленоида55 на щуп 7, отходит назад, увлекая за собой через кулачок стержня 21 каретку 3. В конце хода закрепленный на каретке 3 кулачок 26 нажимает на рычаг 27 с собачкой 28, .продвигающей рейку упора на 1 зуб.
По окончании всего цикла обработки собачка 28 выводится из зацепления с упором 24, который при помощи плунжера 29 и рычага 30 возвращается в исходное положение.
При обработке конусов, конусная линейка 8, установленная на заданный угол, подводится к торцу пластины блока 6. В специальной канавке блока продольных размеров устанавливается упор 31 начала обработки конуса. Установка производится с таким расчетом, чтобы при движении каретка 5 была остановлена захватом 32 в тот момент, когда кромка щупа 7 взойдет на торец пластины блока 6, соответствующей меньщему диаметру конуса, одновременно коснувщись конусной линейки 8. При дальнейшем движении салазок станка щуп 7 будет скользить по конусной линейке 8, как при обычном копировании.
При окончании обточки подачей импульса на соленоид 33 снимается захват 32 с упора 31, и .каретка 5 под действием пружины 34 возвратится в исходное положение.
Управление циклом осуществляется с помощью командоалпарата, имеющего быстросменные элементы, настраиваемые в программаторе.
Настройка блоков диаметральных и продольных размеров производится также в программаторе, который может обслуживать несколько станков. Настройка производится непосредственно по чертежу детали.
Установленный размер визуально контролируется по появляющимся в соответствующих окнах цифрам, указывающим набранные диаметр и длину обработки.
Предмет изобретения
Система программного, управления токарными станками при копирной обточке ступенчатых и конусных поверхностей копировальным супцортом,. работающим по наборному . ступенчатому копиру, о т л и