(Л
4
со со
СД 03 СО
п
1
и
iPus.-f
31499539
действия наружными поверхностями со стенками основания 1. Изгиб вьгоодов 6, 7 РД продолжается до тех пор, пока внутренние поверхности рабочих элементов 18, 19 не упрутся в наклоненные рабочие поверхности матрицы А, затем происходит отгиб конца вывода и образование зига с помощью толкателей 14, 15, которые, взаимо- Q действуя с ножами 16, 17, обрезают
излишки выводов. После этого приводной механизм 3 перемещается вверх, поднимаются П 2 и матрица 4 вместе с РД„ Затем П 2 переносит РД на печатную штату и устанавливает ее там. Поскольку концы выводов РД сформованы в виде клина, то они хорошо ориентируются, а после установки хорошо защемпяются в отверстиях печатной платы. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки выводов радиодеталей к монтажу | 1981 |
|
SU999187A1 |
| Устройство для формовки выводов и установки радиоэлементов на печатную плату | 1980 |
|
SU869088A1 |
| Устройство для подготовки радиодета-лЕй C ОСЕВыМи ВыВОдАМи K МОНТАжу | 1979 |
|
SU843336A1 |
| Устройство для установки радиодеталей на платы | 1982 |
|
SU1095469A1 |
| Устройство для установки навесных радиодеталей на платы с печатным монтажом | 1973 |
|
SU491228A1 |
| Устройство для установки радиодеталей на печатные платы | 1977 |
|
SU736392A1 |
| Устройство для формовки выводов электрорадиоэлементов | 2024 |
|
RU2824455C1 |
| Устройство для монтажа радиоэлементов на печатных платах | 1985 |
|
SU1363545A1 |
| Устройство для установки радиоэлементов на печатную плату | 1982 |
|
SU1056491A1 |
| Устройство для формовки выводов радиодеталей | 1982 |
|
SU1014159A1 |
Изобретение относится к радиоэлектронике. Цель изобретения - расширение функциональных возможностей устройства за счет не только формовки выводов радиодетали (РД), но и перемещения ее на позицию сборки и монтажа. Цель достигается тем, что рабочие поверхности матрицы, установленной в основании 1 с образованием клиновых пазов между ее рабочими поверхностями и стенками основания, выполнены наклонными, рабочие поверхности пуансона (П) 2 - клинообразными, а толкатели 14, 15 расположены с наружной стороны П 2 и взаимодействуют с основанием 1. При этом П 2 установлен с возможностью взаимодействия наружными поверхностями со стенками основания 1. Изгиб выводов 6, 7 РД продолжается до тех пор, пока внутренние поверхности рабочих элементов 18, 19 не упрутся в наклоненные рабочие поверхности матрицы 4, затем происходит отгиб конца вывода и образование зига с помощью толкателей 14, 15, которые, взаимодействуя с ножами 16, 17, обрезают излишки выводов. После этого приводной механизм 3 перемещается вверх, поднимаются П 2 и матрица 4 вместе с РД. Затем П 2 переносит РД на печатную плату и устанавливает ее там. Поскольку концы выводов РД сформированы в виде клина, то они хорошо ориентируются, а после установки хорошо защемляются в отверстиях печатной платы. 5 ил.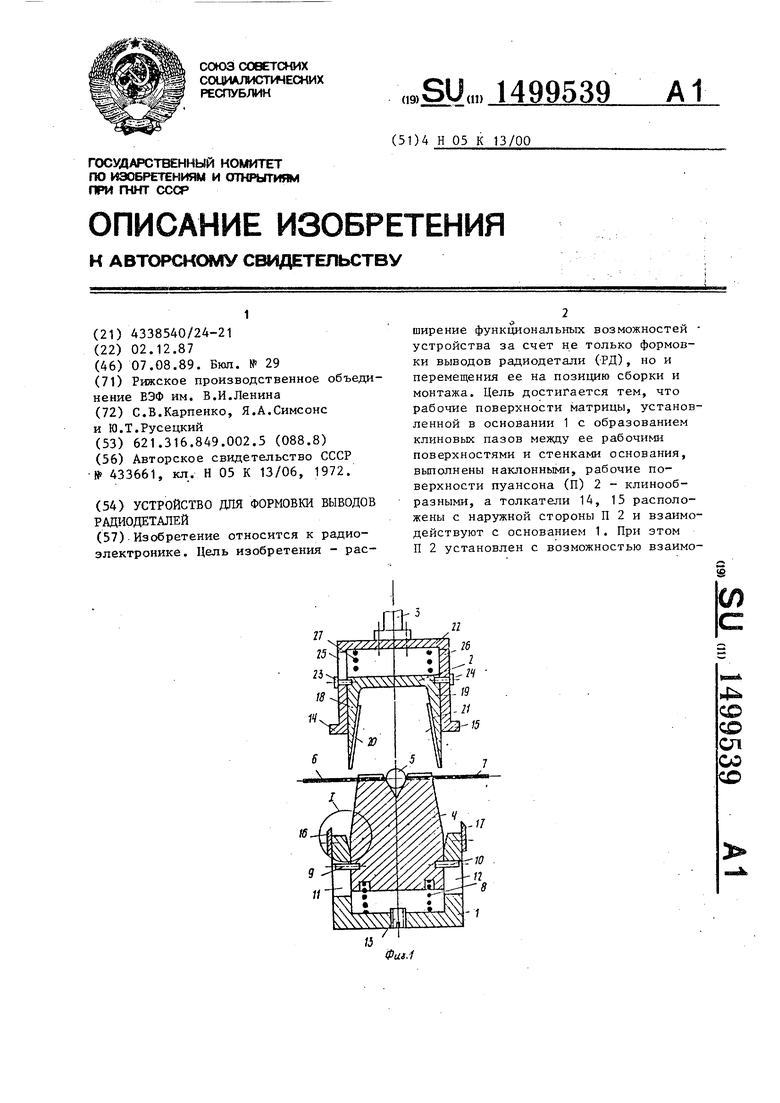
Изобретение относится к изготовле нию радиоэлектронной аппаратуры, в частности к монтажу радиоэлементов с осевыми вьшодами на печатную штату
Цель изобретения - расширение функциональных возможностей.
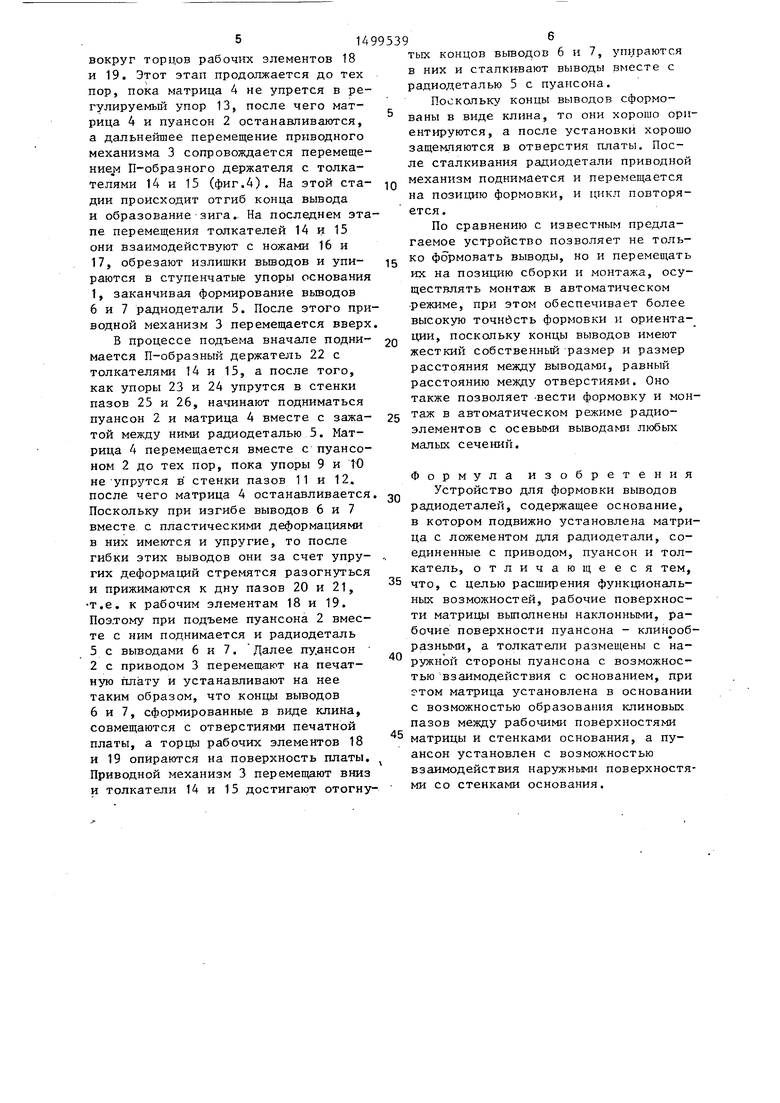
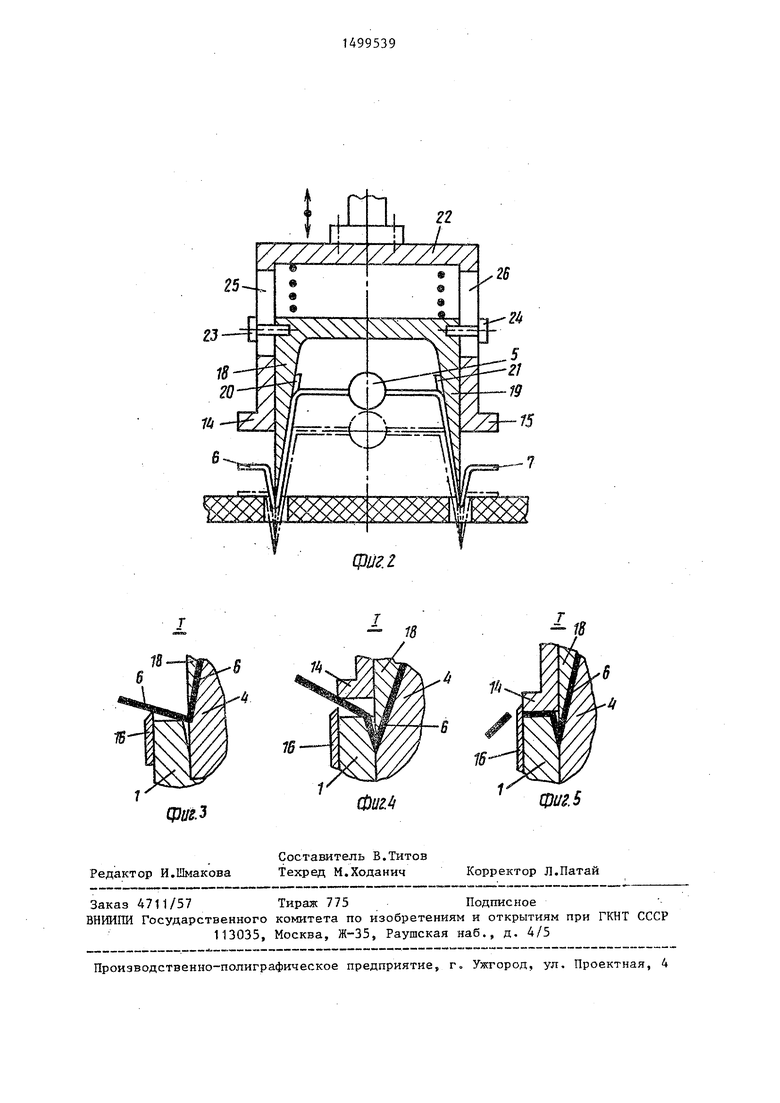
На фиг. 1 представлено устройство перед началом формовки вьгоодов, общий вид; на фиг. 2 - устройство после формовки выводов в процессе уста- новки сформованных вьшодов в отверстия печатной платы; на фиг. 3 - узел I на фиг. 1 (после изгиба выводов радиоэлемента)} на фиг. 4 - то же, в процессе формовки вьшода, на фиг. 5 - то же, после формовки и обрезки выводов.
Устройство для формовки вьшодов состоит из гибочного органа, включаю щего неподвижное основание 1, П-об- разный пуансон 2 и хтриводной механизм 3, и матрицы 4 для радиодетали 5, имеющей гибкие осевые выводы 6 и 7. При этом матрица 4 установле- на в направляющих основания 1 и подпружинена пружиной 8 в направлении пуансона 2, а перемещение матрицы 4 вверх ограничено упорами 9 и 10, упирающимися в стенки пазов 11 и 12, выполненных в направляющих основания 1. Перемещение матрицы 4 вниз ограничивается регулируемым упором 13, Верхняя часть направляющих неподвижного основания 1 является од- новременно ступенчатым упором, ограничивающим перемещение вниз гибких выводов 6 и 7 и толкателей 14 и 15, которые в процессе перемещения взаимодействуют с ножами 16 и 17 и обес- печивают обрезку излишков выводов 6 и 7. Пуансон 2 выполнен П-образным, а его рабочие элементы 18 и 19 выполнены в виде клина, внутренняя поверхность которых в процессе работы взаимодействует с соответствующими боковыми поверхностями матрицы 4, а наружная поверхность - с направ ляющими неподвижного основания 1. При этом на внутренней поверхности рабочих элементов выполнены пазы 20 и 21, поперечное сечение которых несколько больше поперечного сечения вьшодов 6 и 7. Пуансон 2 закреплен внутри П-образного держателя 22 при помощи упоров 23 и 24, перемещающихся в пазах 25 и 26. Пуансон 2 под-- пружинен в направлении матрицы 4 пружиной 27, которая несколько сильнее пружины 8.
Устройство работает следующим образом.
Радиодеталь 5 укладывают на ложемент матрицы 4 так, что и деталь и ее выводы размещаются в соответствующих, пазах, которые размещены напротив пазов 20 и 21 рабочих элементов, затем приводной механизм 3 с закрепленными на нем элементами перемещают вниз в направлении радиодетали 5. В процессе перемещения пуансона 2 нижние концы рабочих элементов 18 и 19 достигают вьшодов 6 и 7, упираются в них и прогибают их. При этом каждый из вьшодов постепенно входит в соответствующий паз 20 и 21 на поверхности рабочих элементов 18 и 19. Изгиб вьшодов 6 и 7 продолжается до тех пор, пока внутренние поверхности рабочих элементов 18 и 19 не упрутся в боковые наклонные поверхности матрицы 4. После этого вместе с приводным механизмом 3 и закрепленными на нем элементами перемещаются матрицы 4 и радиодетали 5 с выводами 6 и 7. На этой стадии процесса концы выводов 6 и 7 опираются на ножи 16 и 17 и изгибаются
51А
вокруг торирв рабочих элементов 18 и 19. Этот этап продолжается до тех пор, пока матрица 4 не упрется в регулируемый упор 13, после чего матрица 4 и пуансон 2 останавливаются, а дальнейшее перемещение приводного механизма 3 сопровождается перемеще- П-образного держателя с толкателями 14 и 15 (фиг.4). На этой стадии происходит отгиб конца вывода и образование зига.. На последнем этапе перемещения толкателей 14 и 15 они взаимодействуют с ножами 16 и 17, обрезают излишки вьшодов и упираются в ступенчатые упоры основания 1, заканчивая формирование вьшодов 6 и 7 радиодетали 5, После этого приводной механизм 3 перемещается вверх В процессе подъема вначале поднимается П-образный держатель 22 с толкателями 14 и 15, а после того, как упоры 23 и 24 упрутся в стенки пазов 25 и 26, начинают подниматься пуансон 2 и матрица 4 вместе с зажатой между ними радиодеталью 5. Матрица 4 перемещается вместе с пуансоном 2 до тех пор, пока упоры 9 и tO не-упрутся в стенки пазов 11 и 12, после чего матрица 4 останавливается Поскольку при изгибе выводов 6 и 7 вместе с пластическими деформациями в них имеются и упругие, то после гибки этих выводов они за счет упругих деформаций стремятся разогнуться и прижимаются к дну пазов 20 и 21, т.е. к рабочим элементам 18 и 19. Поэтому при подъеме пуансона 2 вместе с ним поднимается и радиодеталь
5с выводами 6 и 7. Далее пу.ансон 2 с приводом 3 перемещают на печатную плату и устанавливают на нее таким образом, что концы выводов
6и 7, сформированные в виде клина, совмещаются с отверстиями печатной платы, а торцы рабочих элементов 18 и 19 опираются на поверхность платы. Приводной механизм 3 перемещают вниз и толкатели 14 и 15 достигают отогну
0
0
539
тых концов вьгеодов 6 и 7, упураются в них и сталкивают вместе с радиодеталью 5 с пуансона.
Поскапьку концы выводов сформованы в виде клина, то они хорошо ориентируются, а после установки хорошо защемляются в отверстия платы. После сталкивания радиодетали приводной механизм поднимается и перемещается на позицию формовки, и цикл повторяется .
По сравнению с известным предлагаемое устройство позволяет не толь- ,f. ко формовать выводы, но и перемеп;ать их на позицию сборки и монтажа, осуществлять монтаж в автоматическом режиме, при этом обеспечивает более высокую точнбсть формовки и ориентации, поскольку концы выводов имеют жесткий собственный размер и размер расстояния между выводами, равный расстоянию между отверстиями. Оно также позволяет -вести формовку и монтаж в автоматическом режиме радиоэлементов с осевыми вывoдa D любых малых сечений.
25
0
5
Формула изобретения
Устройство для формовки выводов радиодеталей, содержащее основание, в котором подвижно установлена матрица с ложементом для радиодетали, соединенные с приводом, пуансон и толкатель, отличающееся тем, что, с целью расширения функциональных возможностей, рабочие поверхности матрицы выполнены наклонными, рабочие поверхности пуансона - клинооб
разными, а толкатели размещены с на- П ,
ружнои стороны пуансона с возможностью взаимодействия с основанием, при том матрица установлена в основании с возможностью образования клиновых пазов между рабочими поверхностями матрицы и стенками основания, а пуансон установлен с возможностью взаимодействия наружными поверхностями со стенками основания.
5
25
23
Фиг.3
гг
26
CPU г. г
Фиг.
Ф1/15
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ ВЫВОДОВ РАДИОДЕТАЛЕЙ | 1972 |
|
SU433661A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
