К
9д ЭО Э
1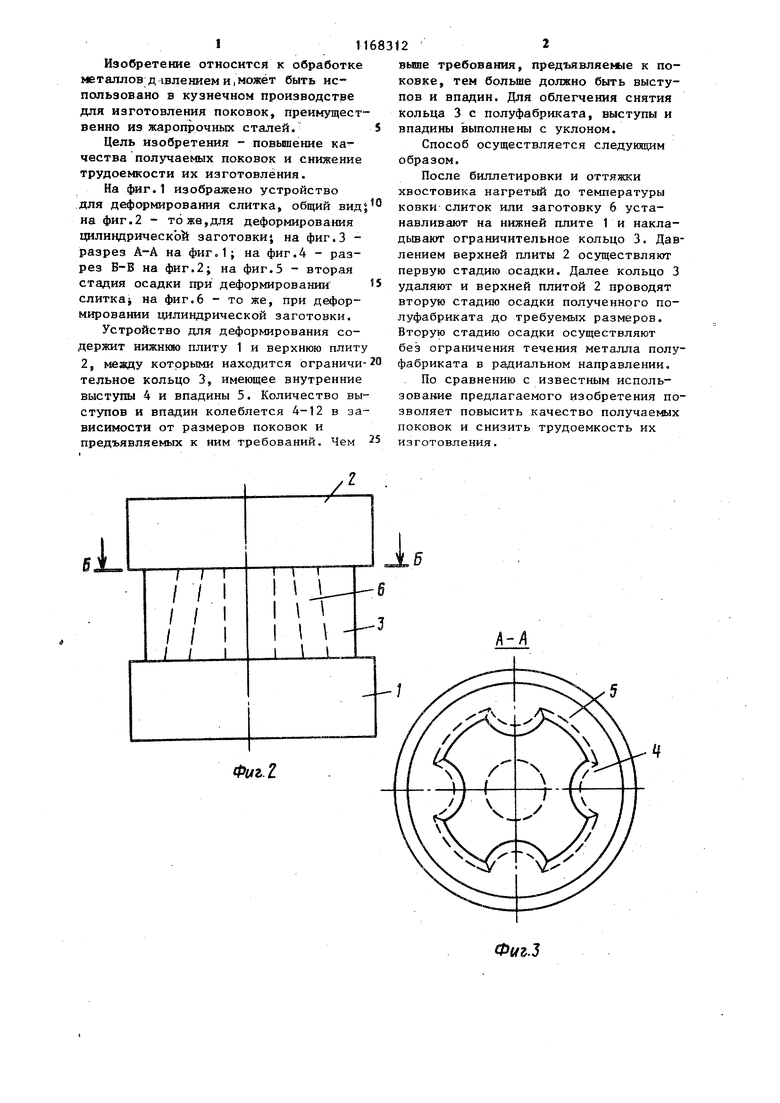
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок и устройство для его осуществления | 1981 |
|
SU997937A1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК | 1995 |
|
RU2076013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПОКОВОК ОСАДКОЙ | 1991 |
|
RU2011466C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
1. Способ деформирования заготовок, включакщий получение исходной заготовки и ее осадку в две стадии, на первой из которых на боковой поверхности заготовки формируют равномерно чередующиеся по периметру про- дольные выступы и впадины, отличающийся тем, что, с целью повышения качества получаемых поковок и снижения трудоемкости их изготовления, форьшрование на боковой поверхности заготовки продольных выступов и впадин осуществляют недеформируеьым инструментом, а вторую стадию осадки осуществляют без ограничения течения металла полуфабриката в радиальном направлении. 2. Устройство для деформирования заготовок, содержащее нижнюю и верхнюю плиты и ограничительное кольцо, отличающееся тем, что рабочая поверхность ограничительного кольца выполнена рельефной, состоящей из выступов и впадин, количество которых пропорционально диаметру поков-1 ки.
Ф(/г.Г Изобретение относится к обработке металлов давлением и, может быть использовано в кузнечном производстве для изготовления поковок, преимущест венно из жаропрочных сталей. Цель изобретения - повышение качества получаемых поковок и снижение трудоемкости их изготовления. На (iMr.l изображено устройство для деформирования слитка, общий вид на фиг.2 - то же,для деформирования цилиндрической заготовкиj на фиг.З разрез А-А на фиг.1; на фиг.4 - разрез В-Б на фиг.2; на фиг.З - вторая стадия осадки при деформировании слиткаJ на фиг.6 - то же, при деформировании цилиндрической заготовки. Устройство для деформирования содержит нижнкяо плиту 1 и верхнюю плит 2, между которыми находится ограничи тельное кольцо 3, имеющее внутренние выступы 4 и впадины 5. Количество вы ступов и впадин колеблется 4-12 в за висимости от размеров поковок и предъявляемых к ним требований. Чем
:L
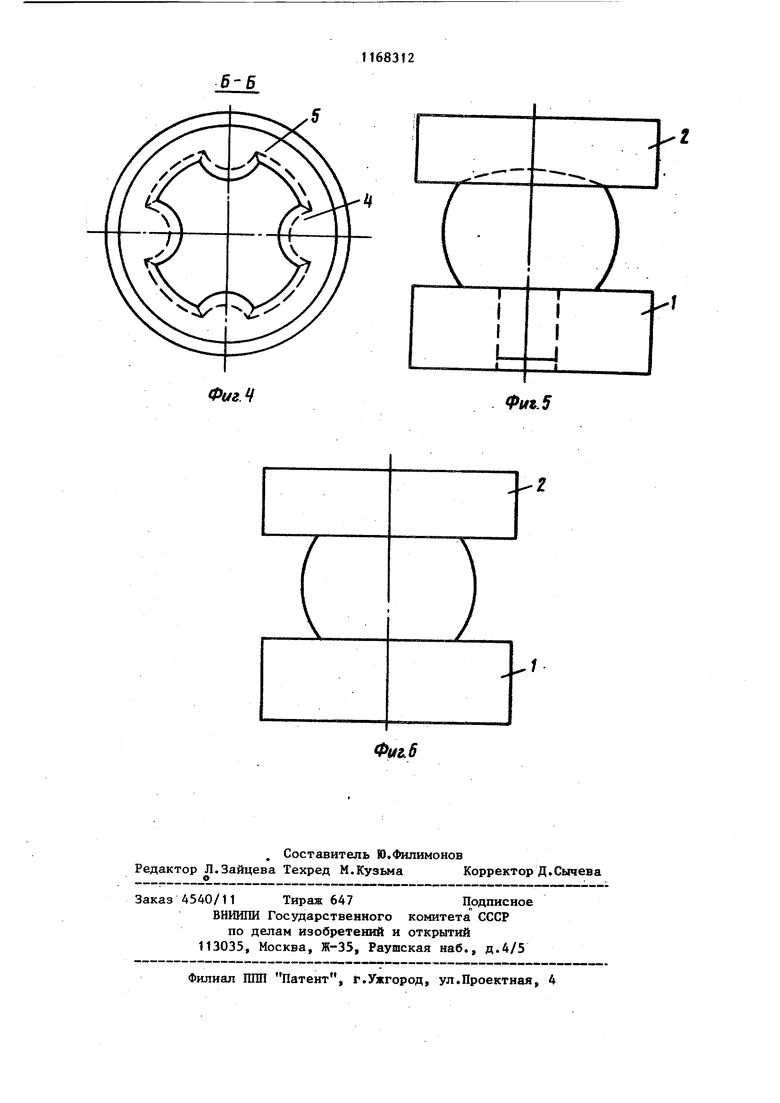
В вьапе требования, предъявляемые к поковке, тем больше должно быть выступов и впадин. Для облегчения снятия кольца 3 с полуфабриката, выступы и впадины выполнены с уклоном. Способ осуществляется следукщим образом. После биллетировки и оттяжки хвостовика нагретый до температуры ковки слиток или заготовку 6 устанавливают на нижней плите 1 и накладьшают ограничительное кольцо 3. Давлением верхней плиты 2 осуществляют первую стадию осадки. Далее кольцо 3 удаляют и верхней плитой 2 проводят вторую стадию осадки полученного полуфабриката до требуемых размеров. Вторую стадию осадки осуществляют без ограничения течения металла полуфабриката в радиальном направлении. . По сравнению с известным использование предлагаемого изобретения позволяет повысить качество получаемых поковок и снизить трудоемкость их изготовления.
Фиг. 2
Фиг Ц
Фиг. 5
| Способ деформирования малопластичных материалов | 1975 |
|
SU572327A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Охрименко Я.М | |||
| Технология кузнечно-штамповрчного производства | |||
| М., Машиностроение, 1976, с | |||
| Прибор для измерения угла наклона | 1921 |
|
SU253A1 |
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
