Изобретение относится к обработке металлов давлением и может использоваться в кузнечном производстве при изготовлении поковок типа цилиндрических колес, например кованых заготовок шестерен.
Цель изобретения - уменьшение трудоемкости изготовления колес за счет исключения операции кузнечной обкатки или прокатки полуфабриката на наружной боковой поверхности для придания ей формы, близкой к цилиндрической.
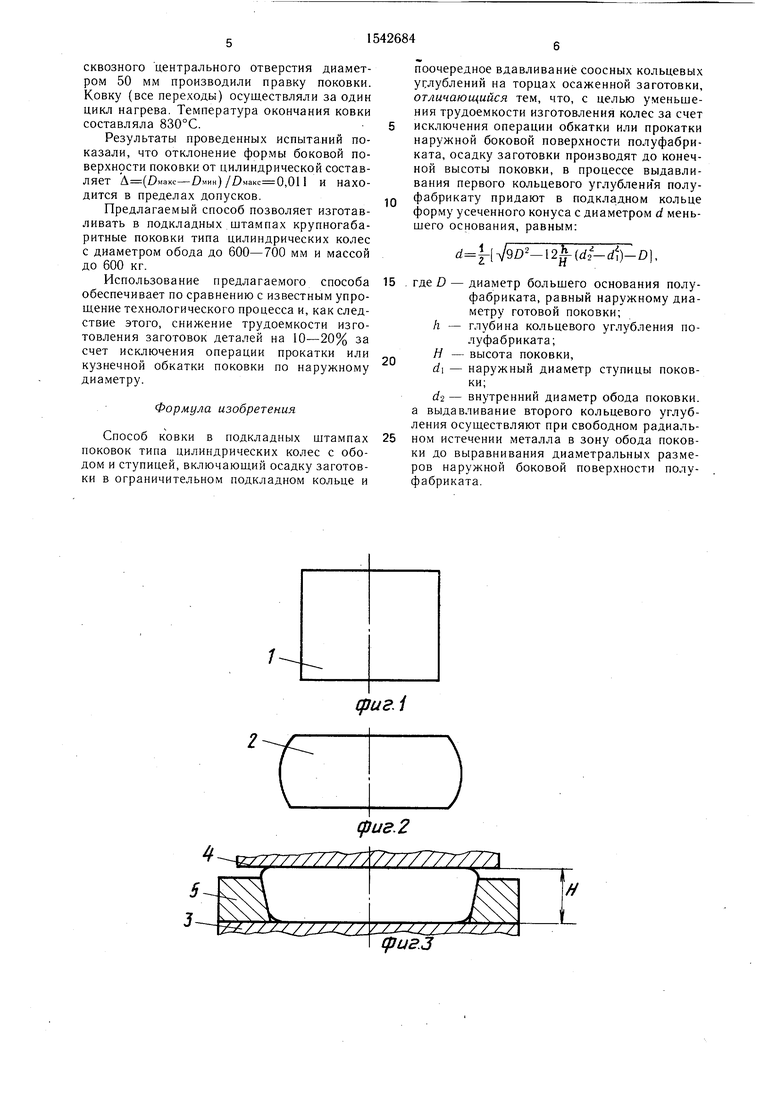
На фиг. 1 показана исходная цилиндрическая заготовка; на фиг. 2 - предварительно осаженная с целью удаления окалины заготовка; на фиг. 3 - заготовка, осаженная в подкладном кольце до конечной высоты готовой поковки; на фиг. 4 - конечный момент выдавливания кольцевого углубления на одном торце полуфабриката; на фиг. 5 - извлеченный из подкладного кольца, скантованный и установленный на нижнем бойке полуфабрикат; на фиг. 6 - конечный момент выдавливания кольцевого углубления на втором торце полуфабриката с выравниванием наружных диаметров обода поковки; на фиг. 7 - готовая поковка колеса после прошивки центрального отверстия.
Способ осуществляется следующим образом.
Нагретую исходную заготовку 1 подвергают предварительной осадке для удаления окалины с поверхности заготовки, затем осуществляют осадку заготовки 2 гладкими бойками 3 и 4 в коническом подкладном «плавающем кольце 5 до конечной высоты готовой поковки. После этого локальной нагрузкой посредством кольцевого или секционного бойка 6 на свободной торцовой поверхности заготовки, находящейся в подкладном кольце, выдавливают кольцевое углубление. Для обеспечения условий извлечения инструмента из углублений полуфабриката рабочие поверхности бойков 6 имеют штамповочные уклоны (на фиг. 4-7 штамповочные уклоны в кольцевых углублениях и радиусы скруглений условно не показаны). Выдавленный объем металла заполняет оставшуюся свободной полость подкладного кольца с одновременным оформлением конической боковой поверхности полуфабриката. Его размеры на данном переходе ковки определяются следующим образом.
Из условия постоянства объема полуфабриката по переходам ковки объем готовой поковки (фиг. 6) равен объему полуфабри- I ката с кольцевым углублением на одном I торце (фиг. 4):
(D + D.d+d)-(dl-d)
//-2-VA№-rff),
; при этом d D- 2H-tga., где а --, угол на- ( клона образующей обода к оси полуфабриката.
Из этого условия определяется диаметр меньшего основания полуфабриката после выдавливания первого кольцевого углубления
/ Ьл/905
.2ft(d$-tf)-D,
где D - диаметр большего основания полуфабриката, равный наружному диаметру обода готовой поковки; Н - высота заготовки, осаженной в
кольце;
dz- внутренний диаметр обода поковки; d - наружный диаметр ступицы поковки;
h - глубина кольцевого углубления полуфабриката и поковки. Затем полуфабрикат извлекают из подкладного кольца, кантуют его на 180° и устанавливают на нижнем бойке 7, рабочая поверхность которого имеет кольцевой выступ, сопрягающийся с выдавленным первым кольцевым углублением. На верхнем
свободном торце полуфабриката выдавливают соосно первому кольцевому углублению второе кольцевое углубление. Выдавливание сопровождается свободным вытесне- нием металла в радиальном направлении на периферию заготовки до выравнивания наружных диаметров обода поковки по обоим торцам. Время выравнивания наружных диаметров обода определяется временем достижения допустимого (в поле допуска) отклонения по высоте поковки формы боковой поверхности от цилиндрической
Д(/)макс/JMIIH) /L/макс.
После прошивки центрального отверстия в поковке осуществляют правку и калибровку готовой поковки 8.
Преобразование конической боковой поверхности полуфабриката в цилиндрическую на последнем переходе ковки обусловлено тем, что при выдавливании первого кольцер вого углубления (на предыдущем переходе) полуфабрикату придается расчетная конфигурация, обеспечивающая радиальное течение металла в зону обода на последнем переходе.
Пример. Испытания предлагаемого спо5 соба ковки в подкладных штампах поковок типа колес проводили на гидравлическом прессе усилием 250 тс (2500 кН) с использованием комплекта подкладных колец опытной оснастки на натурной модели (из стали 40ХН ГОСТ 4543-71 в масштабе 1:2).
0Исходную заготовку 0 200X130 мм
(масса 32 кг) нагревали в электропечи до 1250°С и предварительно осаживали на обжимном столе пресса 250 тс между гладкими плитами для удаления окалины. Затем заготовку устанавливали в подкладное
5 кольцо с полостью в виде усеченного конуса и осаживали до конечной высоты поковки мм. Полость подкладного кольца частично оставалась свободной. После этого кольцевым бойком выдавливали в
0 заготовке первое кольцевое углубление с размерами: мм, di 120 MM; di- 240 мм. При этом полуфабрикат принимал форму усеченного конуса, диаметр большего основания которого равен наружному диаметру обода поковки мм, а диаметр
5 меньшего основания мм. После удаления полуфабриката из подкладного кольца осуществляли его кантовку на 180° и установку на нижнем бойке того же пресса, при этом рабочая поверхность нижнего бойка сопрягалась с отформованной торцовой поверхностью полуфабриката. Нижний и верхний бойки устанавливали соосно. После этого выдавливали на другом торце полуфабриката аналогичное кольцевое углубление. В процессе выдавливания углубления проис,- ходило радиальное течение вытесненного металла в радиальном направлении на периферию полуфабриката и выравнивание наружных диаметров обода по обоим торцам до размера D 300±2 мм. После прошивки
сквозного центрального отверстия диаметром 50 мм производили правку поковки Ковку (все переходы) осуществляли за один цикл нагрева Температура окончания ковки составляла 830°С
Результаты проведенных испытаний показали, что отклонение формы боковой поверхности поковки от цилиндрической составляет Д (/}махсЈКшн) /Ј),01 1 И НЗХОдится в пределах допусков
Предлагаемый способ позволяет изготавливать в подкладных штампах крупногабаритные поковки типа цилиндрических колес с диаметром обода до 600-700 мм и массой до 600 кг
Использование предлагаемого способа обеспечивает по сравнению с известным упрощение технологического процесса и, как следствие этого, снижение трудоемкости изготовления заготовок деталей на 10-20% за счет исключения операции прокатки или кузнечной обкатки поковки по наружному диаметру
Формула изобретения
Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей, включающий осадку заготовки в ограничительном подкладном кольце и
поочередное вдавливание соосных кольцевых углублений на торцах осаженной заготовки, отличающийся тем, что, с целью уменьшения трудоемкости изготовления колес за счет исключения операции обкатки или прокатки наружной боковой поверхности полуфабриката, осадку заготовки производят до конечной высоты поковки, в процессе выдавливания первого кольцевого углубления полуфабрикату придают в подкладном кольце форму усеченного конуса с диаметром d меньшего основания, равным:
d |- V9D2-12 -(d2-d)-D.
где D - диаметр большего основания полуфабриката, равный наружному диаметру готовой поковки, Л - глубина кольцевого углубления полуфабриката, Я - высота поковки, d - наружный диаметр ступицы поковки,
dz - внутренний диаметр обода поковки а выдавливание второго кольцевого углубления осуществляют при свободном радиальном истечении металла в зону обода поковки до выравнивания диаметральных размеров наружной боковой поверхности полуфабриката

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |

Изобретение относится к обработке металлов давлением и может использоваться в кузнечном производстве при изготовлении поковок типа цилиндрических колес (например, кованых заготовок шестерен). Цель изобретения - уменьшение трудоемкости изготовления колес за счет исключения операции кузнечной обкатки или прокатки полуфабриката по наружной боковой поверхности для придания ей формы, близкой к цилиндрической. Исходную заготовку подвергают предварительной осадке для удаления окалины. Затем заготовку осаживают в коническом подкладном "плавающем" кольце до конечной высоты готовой поковки. После этого на свободной торцовой поверхности заготовки выдавливают кольцевое углубление с одновременным оформлением конической боковой поверхности полуфабриката. Размеры усеченного конуса, форму которого принимает полуфабрикат на данном переходе ковки, отвечают заданной расчетной формуле. Диаметр большего основания усеченного конуса равен наружному диаметру готовой поковки
синяков виктор васильевич
назарян эрнест агаджанович
акопян карпис ншанович+0224617RотаRY аUтоматIс маснINе FoR WоRкING раRтS11 105203 москва, ул.15-я парковая 511 109
-4Z7777777777/
фигЛ
фиг.2
77777777771
Н
фигЗ
фигЛ
Е2
фиг. 5
8
фиг.7
| Златкин М | |||
| Г | |||
| Ковка в подкладных штампах | |||
| Учебное пособие, М.: Машиностроение, 1982, с | |||
| Насос | 1917 |
|
SU13A1 |
