1
Изобретение относится к обработке металлов давлением.
Известен способ деформирования малопластичных материалов осадкой, при котором заготовку закладывают в контейнер, причем между боковой поверхностью заготовки и стенками контейнера имеется необходимый для течения материала в радиальном направлении зазор, в который из специальной гидравлической системы под большим давлением нагнетают жидкость, после чего производят осадку бойком. Перед извлечением заготовки из контейнера снимают давление жидкости и поднимают боек 1.
В известном способе изменение формы происходит за счет течения частиц материала заготовки только в радиальном направлении, а повышение пластичности обуславливается созданием напряженно-деформированного состояния трехосного сжатия.
Педостатком известного способа является нетехнологичность его, так как создание промышленной технологической оснастки с гидравлической системой - сложная техническая задача, в особенности для деформирования нагретых до высоких температур заготовок, а применение деформируемых совместно с заготовкой обойм за счет большого расхода материала на их изготовление значительно удорожает производство изделий. Кроме того, осуществление технологического процесса по известным способам требует мощного кузнечноирессового оборудования.
Известен также способ деформирования малопластичных материалов путем совместной осадки комплекта заготовок, состоящего из центральной заготовки и симметрично расположенных вокруг нее и соприкасающихся с
ней по образующим вспомогательных заготовок 2.
Данный способ также является в осуществлении и неэкономичным, так как требует мощного оборудования и оснастки.
Целью изобретения является создание способа деформирования малопластичных материалов осадкой, обеспечивающего повышенную технологичность без применения специальной оснастки с гидравлической системой и без значительного расходования материалов на изготовление деформирземых вместе с заготовкой обойм. В предлагаемом способе эта цель достигается за счет того, что осадку ведут в контейнере в два перехода, причем в первом переходе комплект заготовок осаживают до соприкосновения центральпой заготовки со стенками контейнера, а перед вторым переходом удаляют вспомогательные заготовки.
3
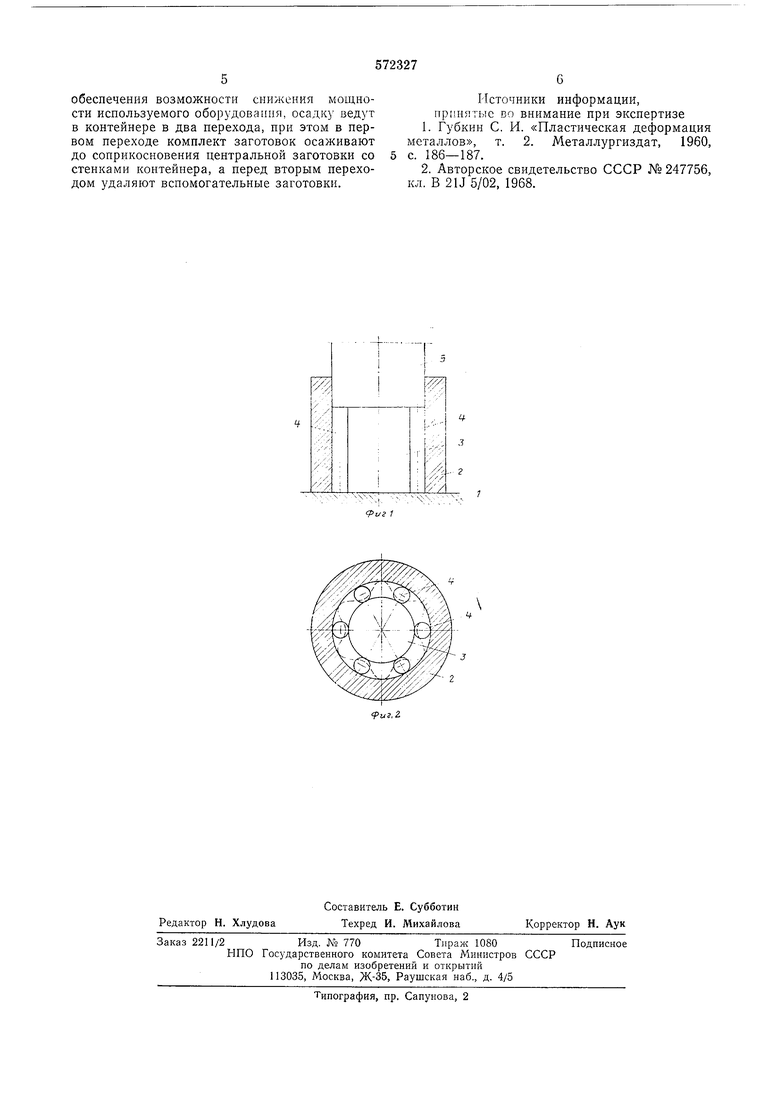
Ma фиг. 1 показана схема для ocyJUecTH.aeния предлагаемого способа, вид сбоку; на фиг. 2 - то же, разрез, впд сверху.
На нижней нлите 1, например столе пресса, установлен контейнер 2. Внутрь контейнера вставлена центральная заготовка 3 и в зазор между ним и заготовкой несколько вспомогательных заготовок 4. Пуансои 5 входит беззазорно внутрь контейнера.
Предлагаемый способ реализуется в два перехода. В первом - центральную заготовку 3 и вспомогательные заготовки 4 вводят внутрь контейнера и осаживают их совместно пуансоном 5. По окончании первого перехода заготовку 3 и вспомогательные заготовки извлекают, например, выпрессовкой из контейнера. Заготовку 3 освобождают от вспомогательных заготовок, вновь вставляют в контейнер и осаживают тем же пуансоном.
Форма заготовки после первого перехода показана пунктиром на фиг. 2. Как в первом, так и во втором переходах, повышение пластичности обуславливается ограничением течения материала в радиальном направлении в нескольких секторных зонах заготовки, число которых равно количеству дополнительных заготовок. Существенным фактором, обеспечивающим повышение пластичности в первом переходе, является наличие сил активного трения в зоне контакта основной заготовки дополнительными.
Согласно предлагаемому способу, количество и прочность дополнительных заготовок должны подбираться из условия обеспечения максимальной пластичности.
Примеры осуществления способа:
Пример 1. Получение прутков из сплава ЖС6-У.
Исходная заготовка - диаметр 90X400 мм из сплава ЖС6-У в литом состоянии.
Дополнительные заготовки - диаметр 45 X мм из сплава ЖС6-У в литом состоянии, количество 6 шт.
Первый переход осадки осуществляется по следующему режиму:
1.Пагрев основной заготовки в комплекте с дополнительными до 1150±10°С.
2.Осадка на гидравлическом прессе в контейнере диаметром 180 мм, подогретом до 500°С до степени деформации 35% (до высоты 260 мм). Усилие на момент окончания деформирования должно составить т.
3.Вынрессовка с усилием т осаженного комплекта и отделение дополнительных заготовок от основной.
Второй переход осадки совмещается с операцией прессования прутка например, диаметром 40 мм. Осуществляется по следующему режиму:
1.Пагрев (или подогрев) заготовки до 1150±10°С.
2.Прессование на гидравлическом ирессе усилием 2000 тонн из контейнера диаметром 140 мм.
4
При осуществлении данной тс.кнолигии возможно введение операций отжига литой заготовки, контроля местных дефектов и их удаление.
Возможен и несколько измененный вариант приведенного выше иримера, направленный на снижение стоимости дополнительных заготовок. В этом случае дополнительные заготовки изготавливают из стали, например, 40Х и перед осадкой нагревают отдельно от основной до 1000°С.
Пример 2. Получение дисков турбин из сплавов типа ЭП742.
В качестве примера взят диск диаметром GGOXSO мм с центральными выстунами диаметром 270X40 мм.
Исходная заготовка диаметром 300X450 мм в литом состоянии.
Дополнительные заготовки диаметром 100Х Х440 мм, количество 6 шт. из сплава ЖС6КП,
Первый переход осадки.
1.Нагрев основной заготовки до 1150±10°С в комплекте с дополнительными.
2.Осадка на гидравлическом прессе в контейиере диаметром 500 мм, подогретом до
500°С до степени деформации 40% (до высоты 270 мм). Усилие на момент окончания деформирования должно составить порядка 4000 т.
3. Выпрессовка с усилием около 1000 т осаженного комплекта и отделение дополнительных заготовок.
Второй переход осадки.
1.Нагрев (или подогрев) заготовки до 1150±10°С.
2.Осадка в контейнере диаметром 500 мм до степени деформации 40% (до высоты 160 мм). Потребное усилие деформирования составит порядка 4000 т.
С целью облегчения дальнейшей штамповки в окончательном ручье второй переход совмещают с формовкой концентрических углублений диаметром ЗООХ20 мм.
3.Выирессовка заготовки из контейнера. Потребное усилие выпрессовки порядка 600-h
800 т.
Заключительные операции получения диска окончательных размеров сводятся к щтамповке, например, на молоте предварительно нагретых (или подогретых) заготовок.
Замечания по примеру I относительно дополнительных онераций, перспектив применения осаженных донолпительных заготовок и вариант их нагрева отдельно до пониж;енных
температур остается в силе и для примера 2.
Формула изобретения
Способ деформирования малопластичных материалов путем осадки комплекта заготовок, состоящего из центральной заготовки и симметрично расположенных вокруг нее и сопрягающихся с пей по образующим вспомогательных заготовок, отличающийся тем, что, с целью улучшения условий проведения
процесса и повышения экономичности за счет
обеспечения возможности снижения мощности используемого оборудования, осадку ведут в контейнере в два перехода, при этом в первом переходе комплект заготовок осаживают до соприкосновения центральной заготовки со стенками контейнера, а перед вторым переходом удаляют вспомогательные заготовки.
Источники информации, принятые во внимание при экспертизе
1.Губкин С. И. «Пластическая деформация металлов, т. 2. Металлургиздат, 1960, с. 186-187.
2.Авторское свидетельство СССР № 247756, кл. В 21J 5/02, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ДЕФОРМИРОВАННОЙ СТРУКТУРОЙ ИЗ МАЛОПЛАСТИЧНЫХ СПЛАВОВ | 2003 |
|
RU2239502C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| Способ осадки цилиндрических заготовок | 1990 |
|
SU1738455A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ТИПА ГАЛЕТ И ШАЙБ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ГОРЯЧЕЙ ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2012 |
|
RU2532630C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2285736C1 |
| Способ осадки заготовок из труднодеформируемых материалов и устройство для его осуществления | 1986 |
|
SU1412866A1 |
