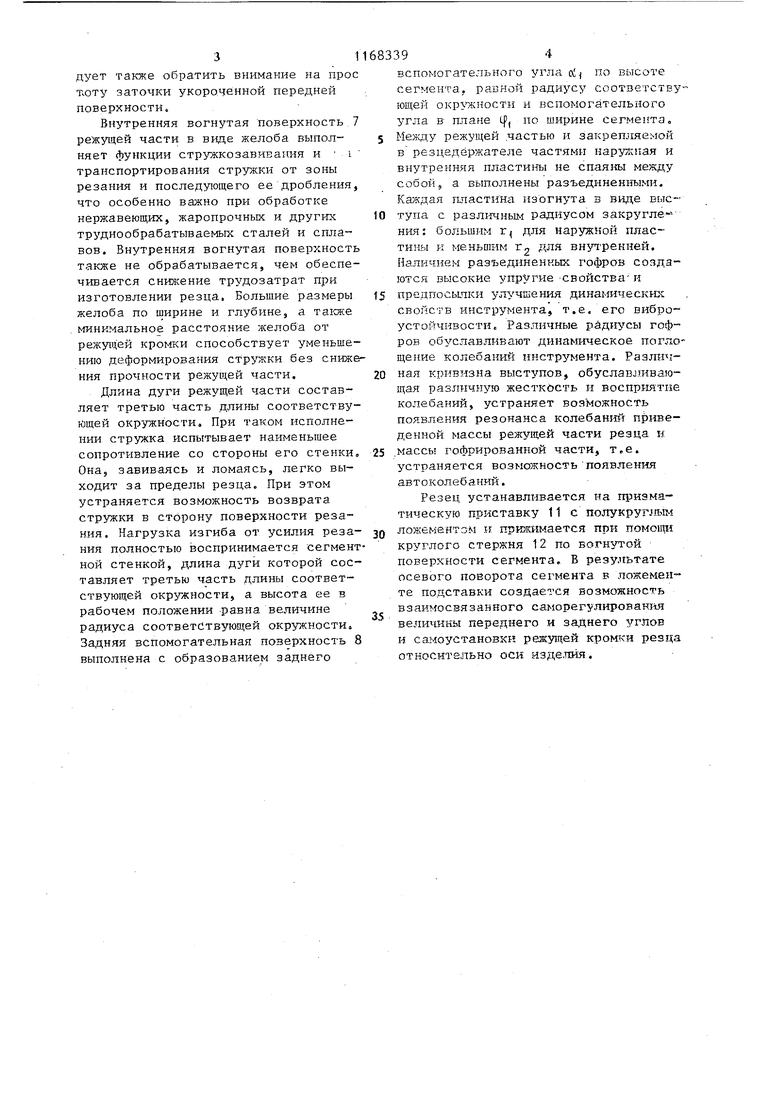
Изобретение относится к области обработки металлов резанием, в част ности к металлорежущим инструментам и может быть использовано при изготовлении токарных резцов. Поставленная цель достигается тем, что режущая часть и, держатель выполнены из обхватывающего и обхва тываемого элементов, длина, дуги которых составляет третью часть длины окружности трубы, причем между режущей частью и держателем выполнен переходной участок в виде выступов с разными радиусами, обращенньгми в сторону опорной поверхности резца Предложенное техническое решение позволит повысить производительност труда на токарных операциях и снизит трудозатраты на его изготовлени за счет того, что резец обладает высокими динамическими свойствами, т.е. виброустойчивостью; обуславливает завивание и отвод стружки от зоны резания с минимальной ее дефор мацией; задняя выпуклая поверхность резца не затачивается, что обуславливает уменьшение трудозатрат на изготовление; передняя поверхность резца является укороченной, что обуславливает минимальный контакт ее со стружкой; стружкозавивающая поверхность не затачивается и не влияет на снижение прочности режуще пластины; резец позволяет производи легкую переустановку по оси.изделия и для оптимального восприятия сегментом резца усилия резания. На фиг. 1 изображен предлагаемый резец; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг, 1, Резец выполнен в виде сегмента состоящего из двух пластин из упругой листовой стали, наруяшой 1 и внутренней 2, спаянных между собой на режущей и закрепляемой частях Длина дуги сегмента составляет трет часть длины соответствующей окружности. Чаще всего в качестве загото ки резца могут быть использованы по лосы, изогнутые по форме сегмента и спаянньхе на режущей и закрепляемо ЧЙ.СТИ медью. На участке перехода между режущей частью и держателем имеется участок в виде выступов 3 и 4, йыполненных большим радиусом Т., для наружной пластины и меньшим радиусом Г2 - для внутренней пластины. Режущая часть содержит изогну тую соответственно типу резца (упорного проходного, проходного прямого иди подрезного торцового) стенку с выпуклой задней поверхностью 5 и укороченной передней поверхность 6 соответственно .толщине стенки, переходящей в вогнутую стружкозявивающую поверхность. 7, Задняя вспомогательная поверхность 8 выполнена с образованием заднего вспомогательного угла rt( и вспомогательного угла в плане Cfi . Показан вариант исполнения токарного резца для подрезных работ с глапным углом в плане Cf равньм 90 Это проходной упорный резец, весьма широко используемый при продольном точении с одновременной обработкой торцовой поверхности. При отгибе стенки релсущей части по месту главкой режущей кромки (раздаче сегмента) резец работает как подрезной торцовы; (позиция 9), Главный угол в плане 9 становится при этом больше 90 . Вспомогательный угол в. плане cf( уменьшается„ При загибе стенки режущей части внутрь (сжатие) резец становится прямым проходным (позиция 10). Главный угол в плане q ПРИ этом становится меньше 90 , а вспомогательный угол в плане i увеличивается, В результате такого изгиба стенки режущей части задний угол ((, и передний угол будут изменяться. Для сохранения первоначального значения этих углов резец трубчатой формы следует повернуть как в продольном так и в поперечном направлениях. Соответствующий разворот используется также при установке резца в рабочее положение по оси обрабатываемого изделил. Режущая часть содержит выпуклую заднюю поверхность, чем обеспечивается наибольшая прочность режущей кромки и исключение заточки заднего угла, из-за чего снижается трудоемкость изготовления резца. Задний угол образуется касательной к необработанной наружной выпуклой поверхности сегментной стенки. Передняя поверхность ре-жу1. части выполнена соотзетстве.нтго толщине спаянной стенки укороченной, чем обеспечивается минимальный контакт поверхности со срезаемой стружкой.. При этом уменьшается деформация срезаемой стружки, соответственно уменьшается температура в зоне резания и износ резца, Сле дует также обратить внимание на про тюту заточки укороченной передней поверхности. Внутренняя вогнутая поверхность режущей части в виде желоба вьшолняет функции стружкозавивания и i транспортирования стружки от зоны резания и последующего ее дробления что особенно важно при обработке нержавеющих, жаропрочных и друпсх труднообрабатываемых сталей и сплавов. Внутренняя вогнутая поверхност также не обрабатывается, чем обеспе чивается снилсение трудозатрат при изготовлении резца. Большие размеры желоба по ширине и глубине, а Taiose минимальное расстояние желоба от режу1цей кромки способствует уменьше нию деформирования стружки без сниж ния прочности режущей части, Длина дуги режущей части составляет третью часть длины соответству ющей окружности. При таком исполнении стружка испытывает наименыиее сопротивление со стороны его стенки Она, завиваясь и ломаясь, легко выходит за пределы резца. При этом устраняется возможность возврата стружки в сторону поверхности резания. Нагрузка изгиба от усилия реза ния полностью воспринимается сегмен ной стенкой, длина дуги которой сос тавляет третью часть длины соответствующей окр жиости, а высота ее в рабочем положении равна величине радиуса соответствующей окружности. Задняя вспомогательная поверхность выполнена с образованием заднего вспомогательного угла о; j по высоте сегмента, равной радиусу соответстЕУ ющей oKpxoKHocTH и вспомогательного угла в плане if, по ширине сегмента, Между режущей .частью и закрепляемой в резцедержателе частями наружная и внутренняя пластитл не спаяны между собой, а выполнены разъединенными. Каждая пластина изогнута в виде выступа с различным радиусом закругле -ния; больщнм г для наружной пластины к меньшим Tg для внутренней, Наличием разъединенных гофров создаются высокие упругие -свойства и предпосылки улучшения динамических свойств инструмента, т.е. его виброустойчивости. Различные радиусы гофров обуславливают динамическое поглощение колебаний инструмента. Различ;иая кривизна выступов, обуславливающая различную жесткость и восприятие колебаний, устраняет возможность появления резонанса колебанш п жведенной массы режущей части резца н массы гофрированной части, т.е. устраняется возможностьпоявления автоколебаний. Резец устанавливается на призматическую приставку 11 с полукруп.й.1м ложементам .и прижимается при помощи круглого стержня 12 по вогнутой поверхности сегмента, В резу.пьтате осевого поворота сегмента в ложементе подставки создается возможность взаимосвязанного саморегулировагош величины переднего и заднего углов и самоустановкн режущей кромки резца относительно оси изде.ттия.
дидА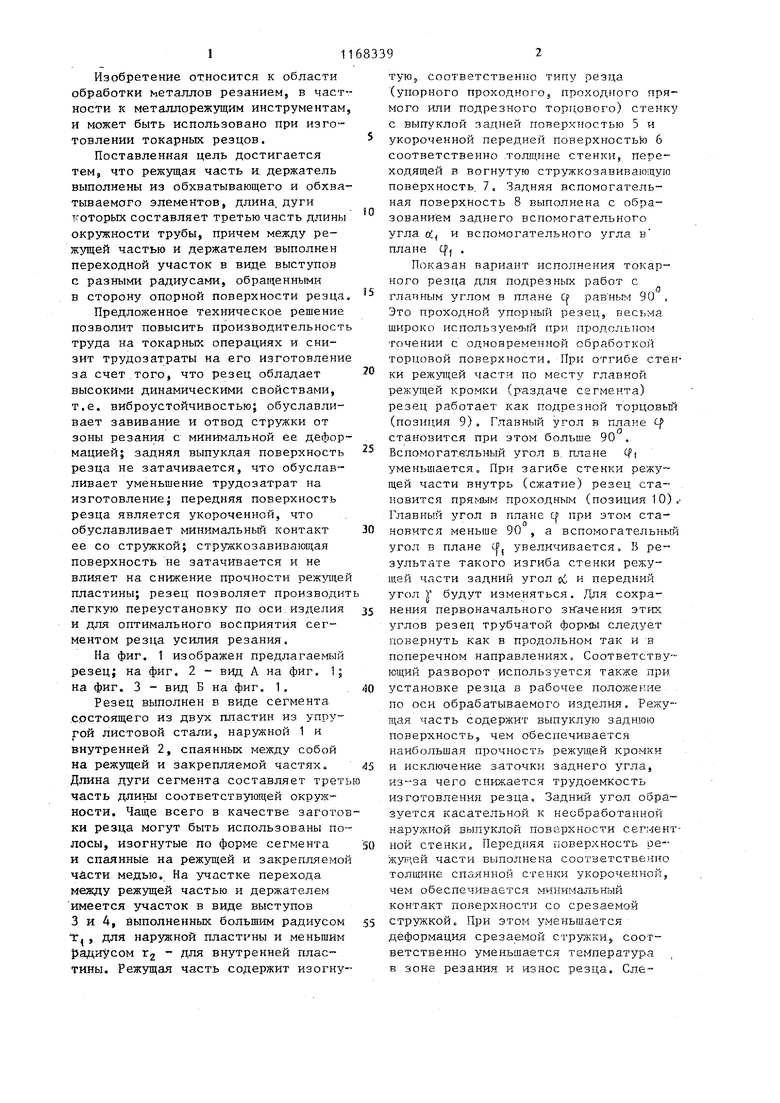
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный резец | 1987 |
|
SU1808475A1 |
| Токарный резец | 1981 |
|
SU1038085A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2584619C2 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2720466C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Метчик | 1988 |
|
SU1585162A1 |
ТОКАРНЫЙ РЕЗЕЦ, содержащий режущую часть и держатель трубчатой формы, отличающийся а е 1в 7 .,: -- , ; II,-, V, тем, что, с целью повышения виброустойчивости, режущая часть и держатель выполнены из обхватьшакщего и обхватываемого элементов, длина дуги которых составляет третью часть длины окружности трубы, причем между режущей частью и держателем выполнен переходной участок в виде выступов с разными радиусами, обращенными 5 сторону опорной поверхности резца. I (Л )виЬ Од 00 СО СА 12 Фиг,1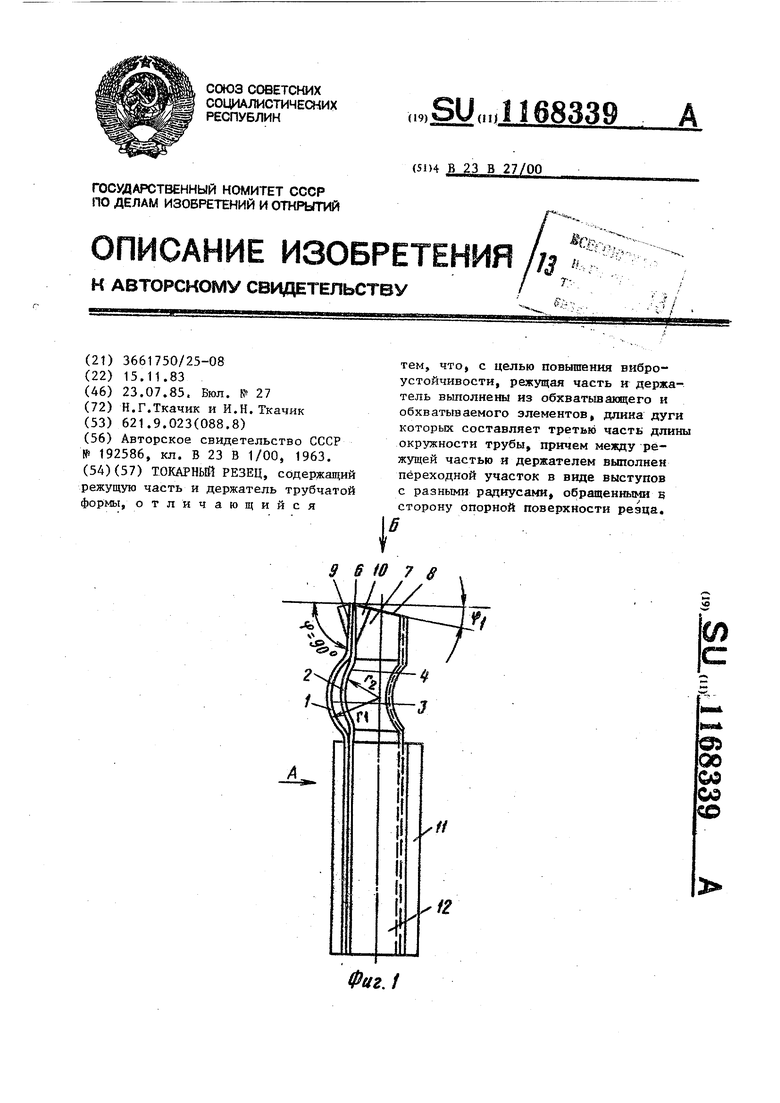
Фиг 2
Фиг.З
| СПОСОБ ПОДРЕЗКИ ТОРЦОВ ТРУБ | 0 |
|
SU192586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
