Известна обработка деталей, вращающихся в процессе резания, круглыми резцами.
Предложенный способ подрезки торцов деталей типа втулок, труб, вращающихся в процессе обработки, круглым резцом отличается тем, что подрезку производят принудительно вращающимся круглым резцом с осью, параллельной оси изделия, и с режущей кромкой, выполненной по спирали, форма которой определяет величину снимаемого припуска и позволяет производить черновую и чистовую подрезку за один оборот инструмента.
Настоящий способ предложен с целью исключения поперечной подачи инструмента и совмещения черновой и чистовой подрезки в одном цикле.
На чертеже показан резец для подрезки торцов с любой величиной припуска за один проход.
Резец выполнен в виде трубки, у которой с одного торца имеется режущая кромка, состоящая из двух участков. Один из них - рабочий учасгок be режущей кромки, расположенный приблизительно на длине половины окружности, имеет вид пространственной спирали, угол наклона которой зависит от соотношения скоростей вращения детали и резца, а также от необходимой подачи на один оборот изделия. Этот участок предназначен для черновой обработки. Участок cd режущей
кромки - калибрирующий - расположенный на торце резца, перпендикулярен оси резца. Его длина порядка части окружности. Он предназначен для чистовой обработки. Остальная часть длины окружности - участок аЬ - имеет занижение для размещения заготовки перед операцией. Занижение позволяет установить заготовку и снимать деталь без отвода резца, который устанавливают на стан0ке таким образом, чтобы оси резца и изделия были параллельны, а калибрующая часть отстояла от базового торпа изделия на длину изделия.
Спиральная кромка при вращении создает
5 осевую подачу лезвия, а отсутствие возвратно-поступательных перемещений с разными скоростями упрощает кинематическую схему станка и создает благоприятные условия для полной автоматизации подрезки. Независимо
0 от величины весь припуск снимается за один оборот резца благодаря тому, что спиральная режущая кромка, расположенная на половине окружности резца, имеет шаг спиралиЯ 2/мак(где гамаке-максимальный припуск на подрезку.
5
поперечной подачи инструмента и совмещения черновой и чистовой подрезки в одном цикле, подрезку производят принудительно вращающимся круглым резцом с осью, параллельной оси изделия, и с режущей кромкой, выполненной по спирали, форма которой определяет величину снимаемого припуска и позволяет производить черновую и чистовую подрезку за один оборот инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2009 |
|
RU2403131C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
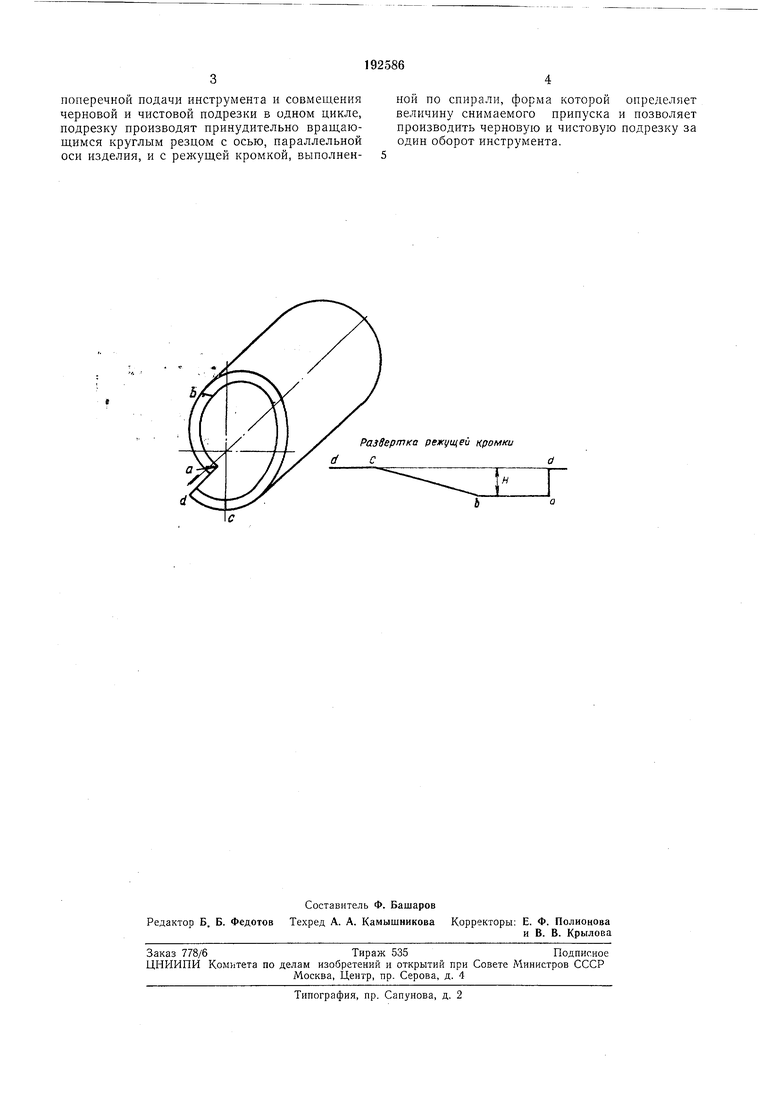
d С
Развертка ре кущей кромки
