Z t число зубьев обрабатываемого зубчатого колеса; временной фактор, ,1168360 при этом знак плюс относится в правому направлению спирали, а знак минус к левому.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания сферических зубчатых колес | 1989 |
|
SU1636144A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Способ обработки зубчатых колес | 1979 |
|
SU865564A1 |
| Способ шевингования зубчатых колес двумя дисковыми шеверами и станок для его осуществления | 1988 |
|
SU1768359A1 |
| Способ нарезания зубчатых колес | 1981 |
|
SU992139A1 |
| Зубчатая передача | 1984 |
|
SU1240977A1 |
| Способ обработки коническихзубчАТыХ КОлЕС | 1979 |
|
SU848200A1 |
| СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ЭВОЛЬВЕНТ В ЗУБЧАТЫХ КОЛЕСАХ | 2015 |
|
RU2607061C2 |
| Способ нарезания зубчатых колес долбяком | 1985 |
|
SU1306658A2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
СПОСОБ ОБРАБОТКИ ПРОСТРАНСТВЕННЫХ ЗУБЧАТЫХ КОЛЕС с постояннымнормальным шагом, при котором каждому элементу пары инструмент - обрабатываемое зубчатое колесо сообщают вращение вокруг своих геометрических осей, одно из которых выполняют неравномерным, причем геометрические оси пары устанавливают под углом скрещивания, о тличающийся тем, что, с целью расширения технологических возможностей и повьшения точности за счет обработки пространственных зубчатых колес, делительная поверхность которых выполнена с переменным радиусом, инструментом червячного типа, инструменту дополнительно сообщают два взаимосвязанных поступательных перемещения , одно из которых направлено вдоль оси обрабатываемого колеса, а другое вдоль переменного радиуса, при этом угол скрещивания осей, и соотношения междускоростями поступательных перемещений и скоростями вращений элементов пары устанавливают в соответствии с зависимостями V J.VJ. COsfto 7 Ч.агс cos -( Yu dr(u) V du (ou- Zu .du I11 i±i Г r (u) Z dt /3c cos - угол подъема винтовой линии где инструмента на делительной поверхности; Гр - радиус делительной поверхности обрабатываемого колеса в начальной точке; fto угол наклона линии зуба обрабатываемого колеса на делительной поверхности в точке, соответствующей г ; г (и) - текущее расстояние от геометрической оси обрабатьшаемого колеса до точки контакkn та делительных поверхностей; U - текущий параметр, равный длине образующей делительной поверхности от точки, соответствующей радиусу г, до точки, соответствующей Од радиусу г(и). 00 СО Од Vj- скорость перемещения инструмента вдоль оси обрабатываемого колеса; V - скорость перемещения инструмента вдоль переме ыого- paf диуоа. угловая скорость вращения обрабатываемого колеса вокруг своей геометрической оси; СОц- угловая скорость вращения инструмента вокруг своей геометрической оси; Z,j - число заходов (витков) инчервячного тиструмента па.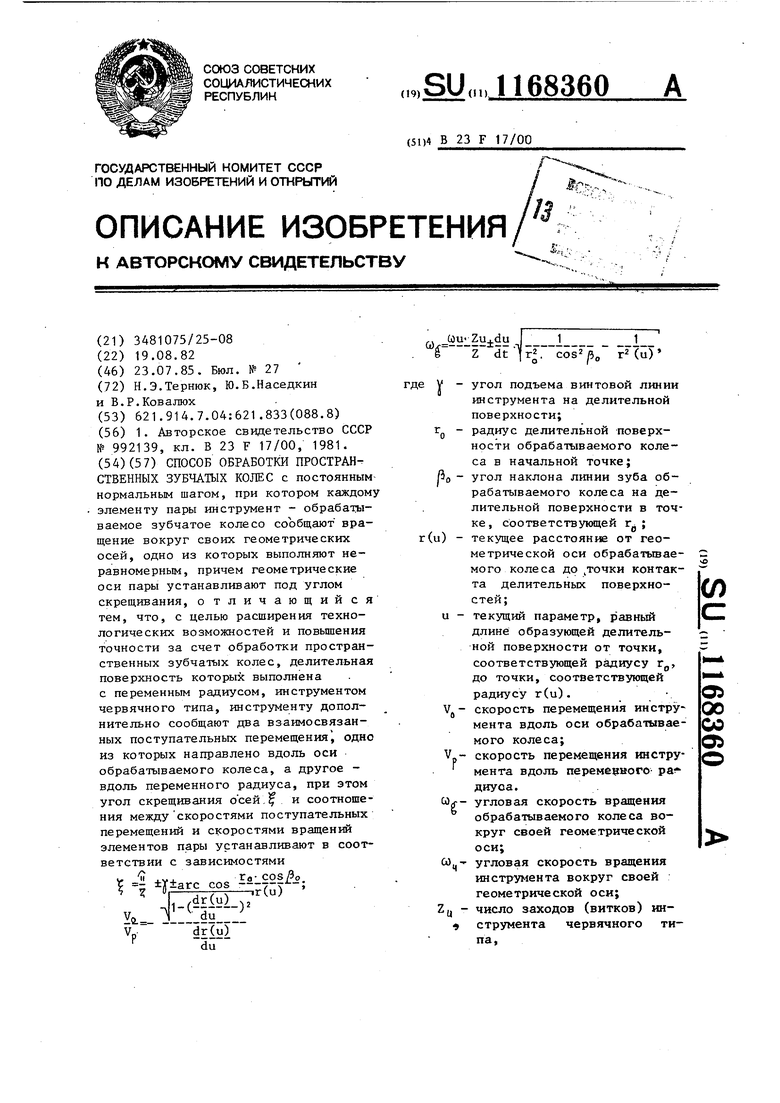
Изобретение относится к машино строению, в частности к способам механической обработки пространственных зубчатых колес с поЬтоянным нормальным шагом с применением инструмен та червячного типа, например червячного абразивного круга, может найти широкое распространение в станкостроительной промышленности, автотракто-, ростроении, транспортном машиностро.еНИИ и других отраслях народного хозяйства.
Известен способ обработки простран ственных зубчатых колес с постоянным нормальным шагом со сферической делительной поверхностью;, при котором каждому элементу пары инструмент обрабатываемое зубчатое колесо сообщают вращение вокруг своих геометрических осей, одно из которы: выполняют неравномерным, причем геометрические оси пары устанавливают под углом скрещивания lj .
Однако этот способ имеет недостаточные функциональные возможности, поскольку позволяет обрабатывать только сферические зубчатые колеса и не обеспечивает высокой точности, так как не может быть осуществлен по схеме шлифования с использованием высоко стойкого абразивного инструмента, например, в виде абразивного червячного круга.
Цель изобретения - расширение технологических возможностей и повышение точности за счет обработки пространственных зубчатых колес, делительная поверхность которых выполнена с переменным радиусом, инструментом червячного типа. Поставленная цель достигается тем, что согласно способу обработки пространственных зубчатых колес с постоянным нормальным шагом, . каждому элементу пары инструмент обрабатываемое зубчатое колесо сообщают вращение вокруг своих геометрических осей, одно из которых выполняют неравномерным, причем геометрические оси пары устанавливают под углом скрещивания, осуществляетс при сообщении инструменту дополнительных двух взаимосвязанных поступательных перемещений, одно из которых направлено вдоль оси обрабатываемого колеса, а другое - вдоль переменного радиуса, при этом угол скрещивания осей 1 и соотношения между скоростями поступательных перемещений и скоростями вращений элементов пары устанавливают в соответствии с зависимостями
±рагс cos -.Щ
(1) Z «г(и)
Z Atl:r 2. )
(3),
де - угол скрещивания осей;
У - угол подъема винтовой линии инструмента на делительной поверхности;
г .- радиус делительной поверхности обрабатываемого колеса . в начальной точке; 0 - угол наклона линии зуба обрабатываемого колеса на делительной поверхности в точке, соответствующей (ц) - текущее расстояние от геометрической оси обрабатываемого колеса до точки контакта делительных поверхностей; U - текущий параметр, равный
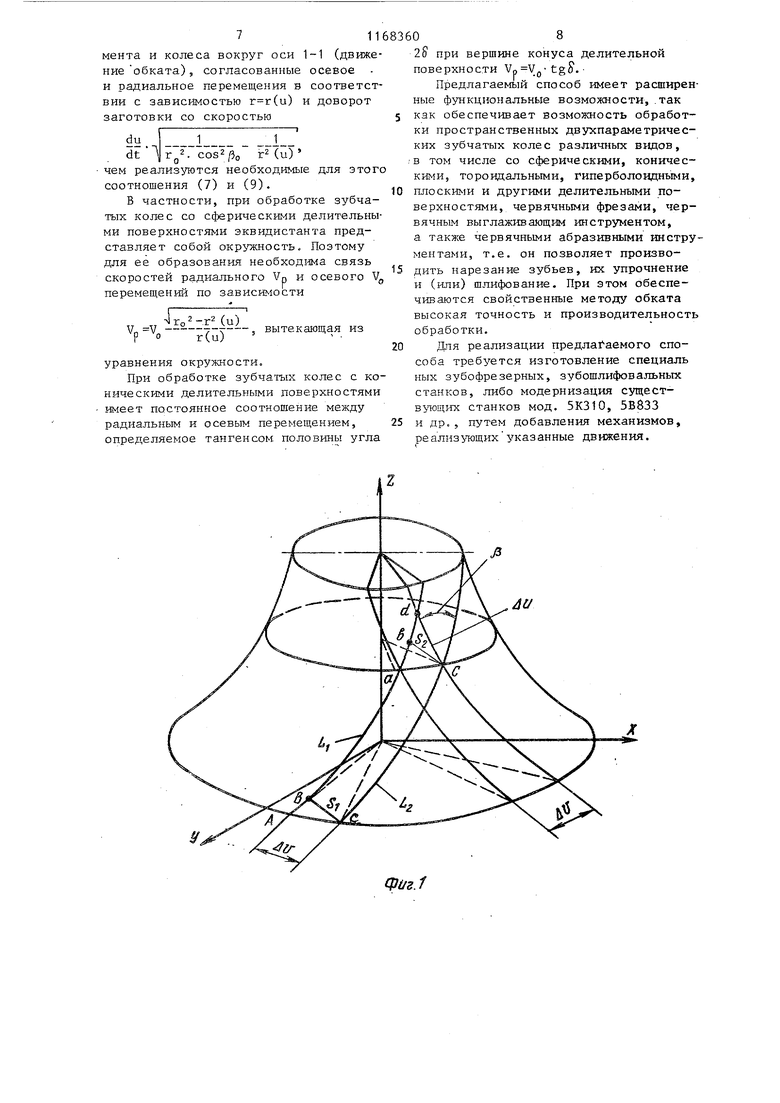
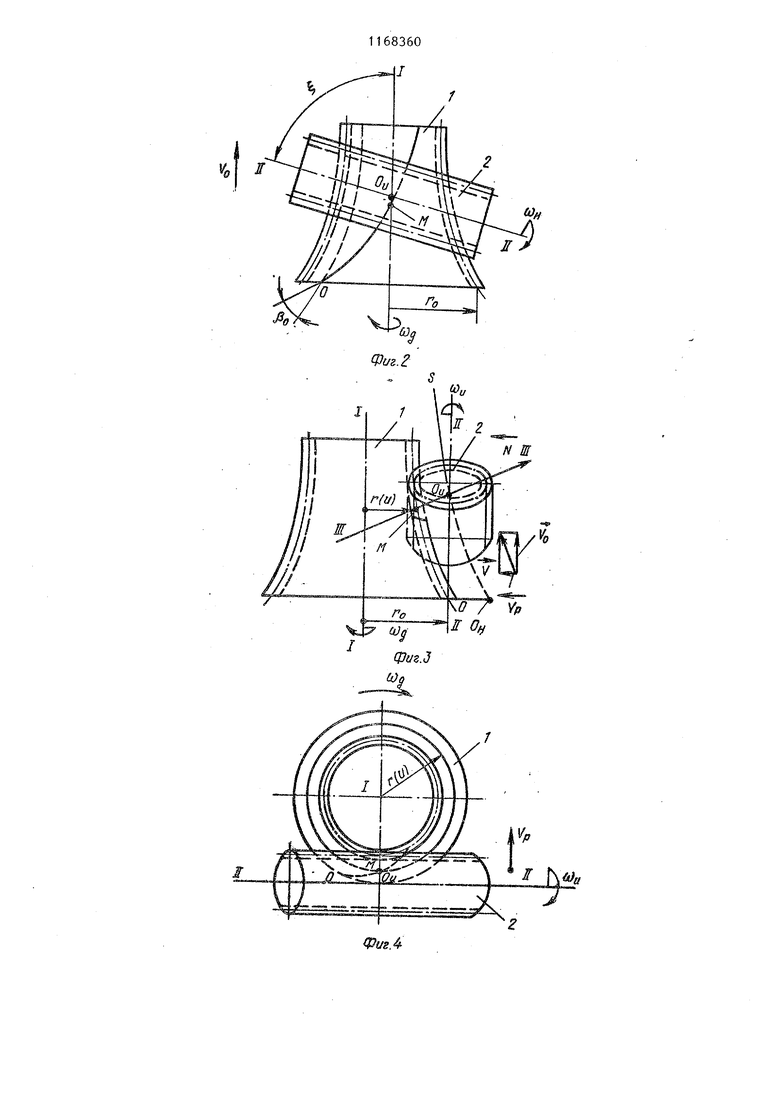
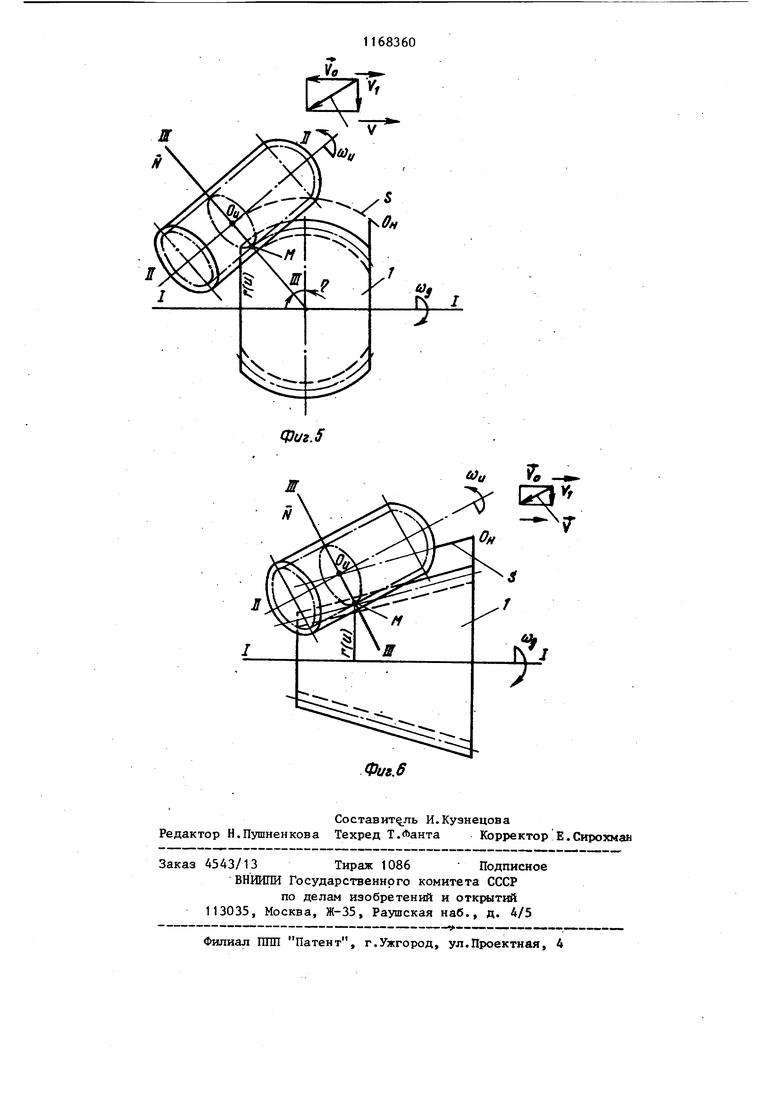
длине образующей делительной поверхности от точки, соответствующей размеру Го до точки, соответствующей разме РУ r(u); у - скорость перемещения инстру мента вдоль оси обрабатывае мого колеса; VP - скорость перемещения инстру мента вдоль переменного рад уса; угловая скорость вращения обрабатываемого колеса вокр своей геометрической оси; угловая скорость вращения инструмента вокруг своей ге метрической оси; число заходов (винтов) инст румента червячного типа; Z - число зубьев обрабатываемог зубчатого колеса; t - временной фактор, при этом знак плюс относится к правому направлению спирали, а знак минус - к левому. На фиг. 1 показана делительная поверхность переменного радиуса пространственного двухпараметрического зубчатого колеса, общий вид; на фиг. 2 - взаимное расположение обра.батываемого зубчатого колеса и инструмента; на фиг. 3 - то же, вид сбоку; на фиг. 4 - то же, план; на фиг. 5 - обработка зубчатого колеса со сферической делительной поверхностью; на фиг. 6 - то же, с конической делительной поверхностью. Обработке подлежит заготовка 1 пространственного двухпараметрического зубчатого колеса, имеющая зависимость радиуса делительной поверхности от перемещения (u). При этом под перемещением понимается дли на образующей делительной поверхности, отсчитываемая от начальной точки О (фиг. 2-4). Инструмент 2 на фиг. 2-4 показан в промежуточном положении,- соответствующем времени обработки t. Обрабатываемое колесо может совершать вращательное движени вокруг геометрической оси 1-1, мер, в направлении, показанном стрел кой. В этом же направлении она может соверщать доворот. Геометрическая ось инструмента обозначена И-И. Вокруг этом оси инструмент может вращаться со скорост5,ю резания. Вращательное движение инструмента, кроме оси 1Ы1 может совершаться вокруг оси )П-М1, (фиг. 3), проходящей через точку М касания начальных поверхностей заготовки и инструмента по общей нормали N к делительным поверхностям 604 Поступательное движение центра инструмента может производиться по эквидистанте S. Способ осуществляют следующим образом. Перед обработкой производят начальн по установку инструмента по отношению к заготовке обрабатываемого колеса. Для этого точку Ои центра инструмента 2 перемещают в начальную точку 0 эквидистанты S.-Заготовке и инструменту придают вращение со скоростью резания путем согласованного вращения вокруг lix геометрических осей 1-1 и li-i. При этом скорости вращенир выбирают обратно пропорционально числам зубьев (заходов) заготовки и инструмента. Этим обеспечивается профильный обкат. Затем одному из элементов пары инструмент-обрабатываемое колесо придают поступательное равномерное перемещение со скоростью подачи Vo в направлении оси обрабатываемого колеса. Одновременно с этим движением инструменту (или заготовке) придают согласованные с ним движения:поступательное в направлении радиуса заготовки со скоростью (Д) l(drlu) du Завис -1мость между Vp и V определена на основе дифференцирования уравнения г г(и) с учетом направлений этих скоростей с таким расчетом, чтобы совокупностью осевого и радиального поступательных движений обеспечивалось движение центра 0ц инструмента 2 по эквидистанте S к образ тощей делительной поверхности обрабатываемого колеса 1; вращательное движение вокруг оси 1П-И1 в соответствии с зависиостью (1). Кроме того, для образования винтовой линии производится доворот брабатываемого колеса вокруг оси 1-1 со скоростью Благодаря вращению инструмента округ оси iJ-lf со скоростью резания беспечивается возможность срезания припуска. При этом обеспечивается формирование зубьев пространственных двухнараметрических колес с тре буемой делительной поверхностью и постоянным нормальным шагом, посколь ку формирование заданной криволинейной делительной поверхности произво дится совокупностью двюкений в осевом и радиальном направлениях 5 обе с печиваютцих д г-шение центра инструмента 2 по эквидистанте- S к образующей делительной поверхности заготовки 1 . Кроме тогОэ обеспечивается профилирование врштовой лп-шии зубьев изза придания заготовке дополнительно го врал.1,енкя в соответствии с зависр;мостью (5), так как обеспечт-таются необходШ1ь е условия образования вигта - врап-тательное к постзпательное перемещение5 а также получение постоянного нормальното шага зубьев из-за пргщания вращательного движения инструменту илн заготовке вокру оси П-И таки-. образом, что выполняется зазисшюсть (1). так как в этом случае направление нормального шага гшстрзл-гента в зоне резаьия по.пучается перпег1дикул51рны. к линии зуба иа делительной поверхности. Для любых гладких поверкностей вращения5 в данном случае делительных поверхностей, можно-получить дифферендиальное уравнение семейства равноудаленных линийs отличных от параллелей. Вывод, этого уравнения основан на,свойстве ортогональности сети параллелей и меридианов поверхностей врагцения. Пусть дана произвольная поверхность врагцен1зд (фиг. 1) (u)Cos V; (u)-sin V; ,,(u) , образованна 1 вращением произвольной гладкой кривой , (f(u)Z(u); Z,---i.f(n относительно оси Z, На поверхности нанесены две близкие друг к другу лш-тии L, и LJ. Условием равноудален™ ности этих линий будет равенство расстояний S,Sp, Из малых треугольников д ABC и U аЬс соответственно j-меем 5г 4iUo -co«3|3o;52 &V-tj iJJ-co-:i i ,(6 где ft - текугди - угол наклона лкниР к меридиану; % о соответственно угол наклона и параметр U в начальной точке; ,V - угол между соседними линиями, Приравнизая 3. и S , н.айдем косинус текущего угла наклонной линии к меридиану ) где Го . Из малых треугольников 5 подобных йаас, связь между широтой и долготой точки на поверхности 1добой .пкпия uU ,9; AV,-, г г-Де U|j - конечное значение И, Подставляя (7) и (8) и попутно переходя к пределу, после преобразования получим дифференциальное уравнение семейства равноудаленных линии на любой поверхности вращения du,. r(u)- Та cos i,-, dV (:-r Cos2/ Уравнение (9) представляет собой уравнение лини1т пересечения делительной -поверхности с повергп-юстыо зуба пространстБенного колеса с постоянным норма.льным шагом: Закон изменепия угла наклона касательной к этой лршки описывается уравнением (7). С учетом этого, а также пришфая во наличие винтовой линии постоянного тага на поверхности icTp3nvieHTa с углом подъема требуемое изменение угла скрелщ-шания для обеспечения заданного угла наклона инструмента по отношению к зубьев будет cos i;-f2f (10) Требуемое двиягение угловое и угловая скорость дополнительного вращения dV d1 равна Поэтому,; с учетом (7) и (8) . после преобразования получш требуемое дополнение к равномерной скорости в равнения детали. г „2 cos 2 PQ гЧи) TaKHiM об pa 3 ом S для обеспечения формирования В1-ШТОВОЙ линии в соо-тветствии с уравнением (9), обеспечи.вшотся согласованные дв1-пкения инстру мента и колеса вокруг оси 1-1 (движе ние обката), согласованные осевое и радиальное перемещения в соответст вии с зависимостью (u) и доворот заготовки со скоростью г 2. г2 (и) чем реализуются необходимые для этог соотношения (7) и (9). В частности, при обработке зубчатых колес со сферическими делительны ми поверхностями эквидистанта представляет собой окружность. Поэтому для ее образования необход1-5ма связь скоростей радиального Vn и осевого V перемещений по зависимости ii°iiillyl вытекающая из уравнения окружности. При обработке зубчатых колес с ко ническими делительными поверхностями имеет постоянное соотношение между радиальным и осевым перемещением, определяемое тангенсом половины угла
у
J3
и
Фиг.1 26 при вершине конуса делительной поверхности Vn V g-tgS,Предлагаемый способ имеет расширенные функциональные возможности,.так как обеспечивает возможность обработки пространственных двухпараметрических зубчатых колес различных видов, в том числе со сферическими, коническими, тороидальными, гиперболоидными, плоскими и другими делительными поверхностями, червячными фрезами, червячным выглаживающим инструментом, а также червячными абразивными инструментами, т.е. он позволяет производить нарезание зубьев, их упрочнение и (или) шлифование. При этом обеспечиваются свойственные методу обката высокая точность и производительность обработки. Для реализации предлагаемого способа требуется изготовление специаль ных зубофрезерных, зубошлифовальных станков, либо модернизация существующих станков мод. 5К310, 5В833 и др., путем добавления механизмов, реализ тощихуказанные движения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ нарезания зубчатых колес | 1981 |
|
SU992139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
