Изобретение относится к способу для определения местоположения эвольвент заготовки, предпочтительно зубчатого колеса, имеющего коническое и/или асимметричное эвольвентное зубчатое колесо, и к способу для ориентированного на местоположение производства заготовки.
Определение местоположения эвольвент является обычно весьма несложным для симметричных прямозубых цилиндрических зубчатых колес. Положение правой боковой поверхности и левой боковой поверхности определяется в точке и путь между этими точками затем делится пополам. Эта вычисленная точка лежит на биссектрисе в центре промежутка между зубьями. Целью этого процесса является определение оптимального центра промежутка.
Имеются разные процессы в соответствии с предшествующим уровнем техники для определения положений боковых поверхностей зубьев в зависимости от того, должно ли положение боковой поверхности распознаваться бесконтактно или посредством контакта. В процессах с распознаванием контакта, используются устройства распознавания контакта или осуществляют контакт с боковой поверхностью зуба посредством соответствующего инструмента машинной обработки и контакт между инструментом и заготовкой определяется посредством разных механизмов распознавания.
Имеются различные процессы для сближения между инструментом и боковой поверхностью зуба в зависимости от того, имеет ли инструмент форму диска или является инструментом червячного типа. С инструментами в форме диска, является достаточным, если, например, заготовка вращается по часовой стрелке или против часовой стрелки до тех пор, когда установится контакт между боковой поверхностью зуба заготовки и инструментом. Альтернативно этому, инструмент может смещаться параллельно его оси.
С червячными или зубообразными инструментами, инструмент часто вращается до тех пор, когда контакт распознается. Заготовка может здесь также дополнительно вращаться или инструмент может смещаться параллельно его оси. Так как все оси имеют системы измерения, положения осей на контакте между заготовкой и инструментом могут определяться точно и соответствующие положения по отношению друг к другу могут вычисляться.
Для червячных инструментов следует учитывать то, имеет ли инструмент замкнутый формирующий разрез контур как с абразивным кругом-червяком или является ли он, например, червячной фрезой, в которой только кромка инструмента имеет контур, соответствующий обработке. Отклонение контура от этого тогда присутствует между этими двумя кромками. Если контакт устанавливается на такой поверхности между заготовкой и инструментом, измеренный результат может использоваться только с ограничениями.
Для стандартных зубьев прямозубого цилиндрического зубчатого колеса, в которых боковые поверхности зубьев являются симметричными, это определение положения является достаточным для нормальных операций машинной обработки. Если в противоположность боковые поверхности зубьев отличаются значительно между правой боковой поверхностью зуба и левой боковой поверхностью зуба, и/или если боковые поверхности зубьев также сконструированы конически по ширине зуба для этой цели, усреднение между двумя точками измерения более не является достаточным, чтобы описывать местоположение эвольвент, или из этого может проистекать некорректное положение.
Это позиционирование является, однако, необходимым, чтобы иметь возможность дополнительно подвергать машинной обработке заготовку, подвергнутую предварительному зубонарезанию. Это является случаем, с одной стороны, когда заготовки были подвергнуты предварительному зубонарезанию в мягком состоянии и теперь также должны подвергаться финишной обработке после термической обработки в затвердевшем состоянии, как является случаем, например, с абразивной обработкой зубонарезания и/или обработкой хонингования зубонарезания.
Форма деформаций по ширине зуба, появившаяся вследствие процесса термической обработки, является часто также релевантной в дополнение к местоположению зубчатого колеса в последующей машинной обработке в затвердевшем состоянии. В этом случае, местоположение зубчатого колеса должно определяться в множестве плоскостей по отношению к ширине зуба. Это прежде всего не является очень простым для очень конических и/или асимметричных зубчатых колес.
В процессах абразивной обработки зубьев и процессах хонингования зубьев, попытка прежде всего также делается, чтобы удерживать припуск на машинную обработку настолько малым насколько возможно в мягкой машинной обработке. Дополнительно является здесь важным после термической обработки также определять распределение припуска по периферии зубчатого колеса в дополнение к жестким деформациям, так что слишком много материала не удаляется в некоторых точках зубчатого колеса и боковая поверхность зуба является впоследствии мягкой снова в этих областях. Это может иметь результатом повреждение передачи в собранной передаче в рабочих условиях и, таким образом, преждевременное окончание срока службы передачи.
Имеются дополнительно применения, в которых второе зубчатое колесо должно подвергаться машинной обработке или изготовляться в зависимости от первого зубчатого колеса. Точное знание местоположения первого зубчатого колеса также является абсолютно необходимым в этом случае.
Дополнительным применением является машинная обработка грубо штампованных или синтерированных заготовок. Они обычно также подвергаются последующей машинной обработке, чтобы увеличивать точность зубчатого колеса. Для этой цели, положение промежутков между зубьями или зубьев, подлежащих последующей обработке, подобным образом должно быть известным с достаточной точностью так, чтобы припуск на машинную обработку мог выбираться настолько низким насколько возможно в предварительной машинной обработке.
Цель настоящего изобретения относится к дополнительному развитию текущих процессов измерения для определения местоположения эвольвент зубчатого колеса, так что они, в частности, также обеспечивают достаточно точные измеренные результаты для зубчатых колес, имеющих асимметричную и/или коническую форму боковой поверхности.
Эта цель достигается посредством способа в соответствии с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления способа являются предметом подчиненных пунктов формулы, зависящих от главного пункта.
Процессы, известные из предшествующего уровня техники для центрирования зубчатых колес, являются подходящими для заготовок с симметричными зубьями. Когда используется заготовка или инструмент, имеющий асимметричную или коническую форму боковой поверхности, такие процессы обеспечивают ошибочные результаты. Поэтому в соответствии с изобретением предлагается дополнительно усовершенствованный способ, который учитывает геометрические свойства асимметричных и/или конических зубчатых колес и вычисляет определение местоположения эвольвент на основе этого.
В способе в соответствии с изобретением, инструмент и заготовка формируют спиральную зубчатую передачу катящегося типа из двух внешних зубчатых колес или одного внешнего зубчатого колеса и одного внутреннего зубчатого колеса. Заготовка и/или инструмент могут иметь как асимметричное цилиндрическое зубчатое колесо, так и коническое зубчатое колесо (зубчатое колесо бевелойд). Заготовка предпочтительно является зубчатым колесом, имеющим конические и/или асимметричные зубья прямозубого цилиндрического зубчатого колеса.
Возможными процессами производства, в которых может использоваться способ в соответствии с изобретением для определения местоположения эвольвент, являются, например, шлифование зубчатых колес, обработка червячной фрезой, зуботочение червячной фрезой, шабрение, зуботочение и внутреннее и внешнее хонингование, при этом во всех этих обработках могут использоваться как цилиндрические, так и конические инструменты.
Способ в соответствии с изобретением предположительно главным образом служит для определения местоположения эвольвент в асимметричных и/или конических зубчатых колесах, но способ также может легко использоваться с симметричными цилиндрическими зубчатыми колесами заготовки и/или инструмента. Сущность изобретения не должна, поэтому, быть ограничена выполнением с асимметричными цилиндрическими и/или коническими зубчатыми колесами.
Необходимо дополнительно отметить, что выполнение этапов способа в соответствии с изобретением основывается на взаимодействии между инструментом и заготовкой. Местоположение эвольвент может определяться как на заготовке, так и альтернативно на инструменте с использованием способа. Для упрощения, в последующем будет рассматриваться только определение местоположения на заготовке.
Базовая идея в соответствии с изобретением основывается на взаимодействии упомянутых двух зубчатых колес. Имеется также возможность по отношению к этой предпосылке заменять заготовку или инструмент на так называемое главное колесо, чьи размеры являются известными и которое служит для определения местоположения эвольвент пары зубчатых колес (заготовки или инструмента).
В соответствии с изобретением способ определения местоположения эвольвент заготовки, подвергнутой предварительному зубонарезанию, с использованием инструмента зубонарезания на зуборезном станке, содержит следующие этапы:
- формирование первого относительного перемещения между заготовкой и инструментом, определение результирующего первого контакта между первой боковой поверхностью зуба инструмента и первой боковой поверхностью зуба заготовки и определение первого набора координат для представления относительного перемещения заготовки и инструмента, включающего углы поворота и осевое положение заготовки и инструмента и осевое расстояние между ними,
- формирование второго относительного перемещения между заготовкой и инструментом, обнаружение результирующего второго контакта между второй боковой поверхностью зуба инструмента и второй боковой поверхностью зуба заготовки и определение второго набора координат для представления относительного перемещения заготовки и инструмента, включающего углы поворота и осевое положение заготовки и инструмента и осевое расстояние между ними,
- определение углов скрещивания осей инструмента и заготовки на основе первого и второго наборов координат и определение местоположения эвольвент на основе углов поворота, осевого положения, осевого расстояния и углов скрещивания осей.
Предпочтительно, осевые положения, осевое расстояние и угол скрещивания осей определяют посредством составления уравнения кинематической цепи, которое описывает относительное местоположение между заготовкой и инструментом, с учетом определенных станочных координат.
Предпочтительно, определяют относительное местоположение эвольвенты левых и правых боковых поверхностей зубьев заготовки по отношению друг к другу в виде суммы левых и правых базовых половинных углов промежутка, которая определяет толщину зуба заготовки.
Предпочтительно, определяют абсолютное местоположение центра зуба или промежутка заготовки в виде разности базового половинного угла промежутка левой и правой боковых поверхностей заготовки.
Более предпочтительно, определяют абсолютное положение левой и правой эвольвенты зуба заготовки путем определения базового половинного угла промежутка для левой и/или правой боковой поверхности или поверхностей заготовки.
Предпочтительно, при определении местоположения учитывают модификации левой и/или правой эвольвенты или эвольвент заготовки и/или инструмента.
Предпочтительно, заготовку и/или инструмент выполняют в виде асимметричного цилиндрического и/или конического зубчатого колеса, при этом заготовка и инструмент предпочтительно образуют винтовую зубчатую передачу.
Способ предпочтительно выполняют независимо от того, зацеплены ли заготовка и инструмент друг с другом.
Предпочтительно, для последующей обработки зубонарезанием инструмент устанавливают с учетом местоположения эвольвент.
Предпочтительно, измерения выполняют многократно, при этом измерения повторяют с идентичными и/или разными точками контакта между инструментом и заготовкой при идентичных и/или различных промежутках между зубьями/зубьях/спиралях инструмента и/или заготовки, и при этом множество повторений измерений статистически оценивают для уменьшения неточностей измерения и/или используют для анализа припуска и/или для измерения профиля/боковой поверхности, и/или для измерения шага, и/или для измерения толщины зуба.
Предпочтительно, инструмент устанавливают с учетом предшествующего анализа припуска, причем удаление материала является одинаковым или почти одинаковым в нормальном направлении на левой и правой боковых поверхностях заготовки или распределение удаления устанавливают напрямую.
Предпочтительно, при использовании инструмента, имеющего определенную кромку, выравнивают перемещения по оси инструмента и/или заготовки, предпочтительно угол поворота и/или осевое положение инструмента и/или заготовки, заранее со знанием местоположения одной или более режущих граней инструмента, так что по меньшей мере одна точка контакта лежит между заготовкой и инструментом в области определенной кромки, расположенной на огибающем зубчатом колесе.
Предпочтительно, между первым контактом и вторым контактом инструмент и/или заготовку перемещают по меньшей мере по двум осям, в частности, осевого положения и угла поворота заготовки и/или инструмента, или альтернативно регулируют только угол скрещивания осей, в частности, посредством поворота инструмента и/или заготовки.
Предпочтительно, используют вставной датчик, который настраивают для массового производства заготовки так, что точно измеряют местоположение эвольвенты для первой заготовки и далее ее положение определяют и сохраняют со ссылкой на опорное местоположение с использованием вставного датчика, при этом последующие заготовки приводят в одно и то же местоположение с использованием вставного датчика.
Более предпочтительно, только одну физическую ось зуборезного станка используют для первого и/или второго относительного перемещения или перемещений при условии, что упомянутое перемещение обеспечивает изменение только одного осевого положения и только одного угла поворота только одного из двух зубчатых колес в виде инструмента и заготовки.
Также предложен зуборезный станок, имеющий числовое программное управление (ЧПУ) и предназначенный для выполнения определения местоположения эвольвент вышеуказанным способом.
Разные способы, такие как уже известные из предшествующего уровня техники, могут использоваться для обнаружения контакта между двумя парами боковых поверхностей зубьев. Например, распознавание контакта может выполняться посредством измерения, по меньшей мере, одного значения двигателя приводов исполнительного механизма зуборезного станка. Ток двигателя, напряжение двигателя, крутящий момент двигателя, скорость двигателя или эффективная мощность двигателя одного из исполнительных приводов зуборезного станка показали себя как подходящие значения двигателя. Контакт может определяться, например, по последовательности измеряемых сигналов, по меньшей мере, одного из названных значений двигателя.
Какая машинная ось инструмента и/или заготовки формирует относительное перемещение, чтобы достигать контакта между упомянутыми двумя зубчатыми колесами, не является значимым для выполнения способа в соответствии с изобретением. Все доступные машинные оси могут теоретически использоваться вместе, только некоторые из доступных осей или только одиночная одна. Для выполнения способа существенным является только то, что упомянутые два зубчатые колеса заготовки и инструмента находятся в контакте на их эвольвентных поверхностях.
В том случае если оба зубчатых колеса находятся в зацеплении друг с другом, этот контакт может легко происходить, пока спиральная зубчатая передача катящегося типа вращается с роликовым соединением, и контакт достигается посредством открытия соединения с любой требуемой осью, подходящей для этой цели.
Способ в соответствии с изобретением может, однако, предпочтительно также выполняться, когда зубчатые колеса заготовки и инструмента не находятся в зацеплении друг с другом. В этом случае, соединенное роликами вращение передачи является возможным только около малого угла, так как в противном случае имеется риск столкновений с другими зубьями. Контакт, таким образом, так сказать, должен происходить в неподвижном состоянии.
Значения положения для описания относительного местоположения заготовки и инструмента в момент контакта могут определяться с помощью записанных наборов координат для контакта пар левых и правых боковых поверхностей зубьев. Значения положения предпочтительно формируют все степени свободы инструмента и заготовки, фиксированной в станке. Угол поворота заготовки и инструмента, подача, например, осевая подача, заготовки и инструмента, и их осевое расстояние и их угол скрещивающихся осей рассматриваются как значения положения. Эти значения положения определяются как для контакта пары левых боковых поверхностей зубьев, так и пары правых боковых поверхностей зубьев. Со знанием этих значений, может вычисляться местоположение эвольвенты на правой боковой поверхности зуба и на левой боковой поверхности зуба, т.е. базовый половинный угол промежутка для правой боковой поверхности и для левой боковой поверхности в определенном опорном направлении.
Только сумма упомянутых двух базовых половинных углов промежутка левых и правых боковых поверхностей является однозначной для асимметричного зубчатого колеса. Значения для соответствующих углов зависят от опорного направления промежутка, которое может выбираться, как требуется, в опорной плоскости поперечного сечения, которая может выбираться, как требуется.
Является требованием для прямого вычисления левого и/или правого базового половинного угла (углов) промежутка, чтобы местоположения левой и правой эвольвент инструмента были известными.
Является требованием для вычисления направления разности базового половинного угла промежутка (Δηb), чтобы разность базовых половинных углов промежутка инструмента была известной.
Относительное местоположение упомянутых двух зубчатых колес по отношению друг к другу может предпочтительно описываться на основе так называемых кинематических цепей, из которых проистекают вышеназванные значения положения. Существуют разные кинематические цепи в зависимости от типа зубчатого колеса заготовки и/или инструмента. Такие кинематические цепи, в частности, формируют все шесть пространственных степеней свободы заготовки и/или инструмента.
Значения, которые описывают местоположение и положение индивидуальных машинных осей, служат в качестве первого и/или второго набора/наборов координат. Соответствующие значения измерения сохраняются после каждого контакта. Физические машинные оси зуборезного станка, однако, не необходимо охватываются степенями свободы кинематических цепей. Для случая, когда все степени свободы не могут отображаться посредством машинных осей, является предпочтительным, если требуемые значения положения могут определяться посредством уравнивания соответствующей кинематической цепи с преобразованием обнаруженных координат станка. В этой связи, в частности, является возможным, чтобы углы поворота, подачи или осевые подачи, осевое расстояние и угол скрещивающихся осей определялись посредством уравнивания кинематической цепи с преобразованием записанных наборов координат.
Требованием для прямого вычисления левого и правого базового половинного угла (углов) промежутка является, чтобы местоположения левой и правой эвольвент пары зубчатых колес, т.е. инструмента, были известными. Местоположения левой и правой эвольвент заготовки тогда должны быть известными для обратного случая для измерения инструмента.
Является достаточным для вычисления относительного местоположения левых и правых боковых поверхностей зубьев инструмента, если суммы левых и правых базовых половинных углов промежутка инструмента являются известными, т.е. если толщина зуба зубьев инструмента является известной. Эта информация является достаточной, чтобы вычислять сумму базовых половинных углов промежутка заготовки, т.е. толщину зуба для зуба заготовки.
Имеется риск, что результат определения местоположения эвольвент искажается, когда одно или оба из зубчатых колес заготовки или инструмента модифицируются. Такие модификации могут, например, происходить на заготовке посредством обработки предварительного зубонарезания, посредством искажения вследствие увеличения жесткости и/или посредством предшествующих этапов машинной обработки/рабочих проходов машинной обработки с модифицированными инструментами. Они происходят в инструментах, например, вследствие дефектов износа или дефектов производства и/или преднамеренно помещаются на инструмент, чтобы формировать модификации напрямую на заготовке. Если эти модификации являются уже известными, они могут учитываться в определении местоположения эвольвент. Коррекция может применяться, например, к обоим зубчатым колесам, и только к одному зубчатому колесу.
Имеется возможность в предпочтительном варианте осуществления изобретения, чтобы вычисленное местоположение эвольвент использовалось, чтобы центрировать инструмент для последующей обработки зубонарезания по отношению к заготовке. Этот процесс был ранее возможен только автоматизированным способом для симметричных цилиндрических зубчатых колес. Процесс центрирования также может выполняться в зуборезном станке полностью автоматизированно на основе способа в соответствии с изобретением с асимметричными цилиндрическими и/или коническими зубчатыми колесами.
Считается достаточным в способе в соответствии с изобретением осуществлять контакт в точности с одной левой боковой поверхностью и одной правой боковой поверхностью. Местоположение эвольвент может уже быть вычислено напрямую после одного прохода измерения. Чтобы уменьшать эффекты вследствие неточностей измерения или отклонений профиля, может быть благоразумным повторять измерения с идентичными точками контакта и/или с разными точками контакта, т.е. с разными осевыми положениями и/или при разных промежутках между зубьями/зубьях/шагах инструмента и/или заготовки и статистически оценивать измеренные значения, чтобы уменьшать неточности измерения. Альтернативно или дополнительно, большое количество повторений измерений также может использоваться для анализа припуска и/или измерения профиля/боковой поверхности и/или для измерения шага и/или измерения толщины зуба.
Предшествующий анализ припуска может учитываться для центрирования, например, чтобы центрировать инструмент для последующей машинной обработки зубонарезания, так что удаление материала на левой боковой поверхности и на правой боковой поверхности заготовки является одинаковым или почти одинаковым в нормальном направлении. Степень удаления материала со сторон левых и правых боковых поверхностей приблизительно 40 по 60% или менее считается приблизительно одинаковой. Является, более того, также возможным устанавливать степень удаления слева и справа напрямую, как требуется.
Способ в соответствии с изобретением может использоваться как для инструментов, имеющих неопределенную кромку, т.е. для заготовок, в которых огибающее зубчатое колесо соответствует геометрии инструмента, так и для инструментов, имеющих определенную кромку с огибающим зубчатым колесом, отличающимся от геометрии инструмента. Примером для инструментов, имеющих неопределенную кромку, является абразивный круг-червяк, например, и т.д. В противоположность, червячная фреза представляет инструмент, имеющий определенную кромку.
Червячные фрезы, поэтому, часто предварительно измеряются снаружи, чтобы получать информацию о том, где лежат кромки инструмента по отношению к периферии червячной фрезы и к опорной поверхности на держателе инструмента. Для процедуры измерения в соответствии с изобретением, червячная фреза может тогда использоваться в установленном виде и контакт между лезвием инструмента и заготовкой может напрямую достигаться для определения местоположения эвольвент. Поэтому для выполнения способа необходимо обеспечивать, чтобы точки контакта между заготовкой и инструментом возникали на кромке инструмента. Это требование обеспечивается, например, в том, что оси перемещения инструмента и/или заготовки, предпочтительно угол поворота и/или подача инструмента и/или заготовки, выравниваются заранее со знанием местоположения одной или более режущих граней инструмента, так что точка (точки) контакта между заготовкой и инструментом лежит (лежат) в области определенной кромки, т.е. на огибающем зубчатом колесе инструмента.
Выполнение способа может, в частности, быть проблематичным при определении местоположения или при центрировании инструментов, имеющих узкие зубчатые колеса и неблагоприятные условия контакта. Если, например, одно из зубчатых колес является настолько узким, что теоретическое расстояние точек контакта в направлении z больше на левой и правой боковых поверхностях, чем ширина зуба, точки контакта на левой и правой боковых поверхностях на узких зубчатых колесах не могут возникать на эвольвенте. Контакт с кромкой зубчатого колеса происходит и точное центрирование более не является возможным. Для этого специального случая в способе в соответствии с изобретением предлагается либо перемещать более чем одну из осей для угла поворота и подачи инструмента и/или инструмента между контактами на левой и правой боковых поверхностях или выполнять поворачивающее перемещение в дополнение к одной из этих названных осей, чтобы изменять угол скрещивающихся осей.
Способ, описанный в этом изобретении, для определения местоположения эвольвент заготовки не всегда выполняется для каждой заготовки одного типа до машинной обработки. Он обычно выполняется один раз или несколько раз для заготовки одного типа, в частности, в массовом производстве. Датчик вставки может тогда обучаться с использованием результата этого определения местоположения в соответствии с предпочтительным вариантом осуществления изобретения. Такие датчики вставки, в общем, не могут определять абсолютное местоположение заготовки, но скорее только местоположение относительно опорного местоположения, что делает такое обучение необходимым. Для этой цели, заготовка, чье местоположение, т.е. местоположение эвольвент, определяется в точности с использованием способа, предпочтительно измеряется с использованием датчика вставки для этой цели и текущее местоположение сохраняется как опорное местоположение. Тогда является возможным с помощью датчика вставки, обученного этим способом, приводить все дальнейшие заготовки в одно и то же местоположение или определять их местоположение относительно опорного местоположения и, таким образом, также абсолютно.
Изобретение дополнительно относится к способу обработки заготовки на зуборезном станке согласно п. 16, включающему определение ее местоположения на зуборезном станке,
при котором устанавливают по умолчанию требуемый правый и/или левый базовый половинный угол промежутка и/или требуемое местоположение центра зуба или промежутка для заготовки, подлежащей обработке,
затем определяют по отношению к опорному направлению, по меньшей мере одно требуемое значение для угла поворота и/или для осевого положения или положений инструмента и/или заготовки, и/или угла скрещивания осей, и/или осевого расстояния двух зубчатых колес в виде инструмента и заготовки путем определения местоположения эвольвент вышеуказанным способом определения местоположения эвольвент заготовки, с учетом которых осуществляют обработку заготовки инструментом.
Предпочтительно, опорное направление для базового половинного угла промежутка предпочтительно определяют посредством измерения с использованием зонда измерения.
Предпочтительно, определение требуемого значения или значений для угла или углов поворота, для осевого положения или положений, для осевого расстояния и для угла скрещивания осей выполняют с использованием кинематической цепи, которая описывает местоположение заготовки относительно инструмента.
Предпочтительно, заготовки по меньшей мере двух зубчатых колес обрабатывают с ориентацией местоположения по отношению друг к другу, при этом определение местоположения сначала выполняют для заготовки первого зубчатого колеса, имеющего предварительно определенное опорное направление, и повторяют для по меньшей мере одного дополнительного зубчатого колеса, местоположение которого определяют из местоположения первого зубчатого колеса.
Также предложен зуборезный станок, имеющий числовое программное управление (ЧПУ) и предназначенный для обработки заготовки вышеуказанным способом.
Преимущества и свойства зуборезного станка в соответствии с изобретением очевидно соответствуют соответствующим способам в соответствии с изобретением, так что повторное описание в соответствующих местах будет опускаться.
Дополнительные преимущества и свойства изобретения будут описываться более подробно в последующем со ссылкой на множество представлений фигур. Показаны:
Фиг. 1: схематическое представление зубчатого колеса, подлежащего измерению, с изображенными базовыми половинными углами промежутка;
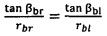
Фиг. 2: представление в соответствии с фиг. 1 с модифицированной эвольвентой;
Фиг. 3: диаграмма w-b для иллюстрации режущих кромок инструмента, имеющего определенную режущую кромку;
Фиг. 4: диаграмма w-b из фиг. 3 со смещенной линией контакта;
Фиг. 5: представление двух зубчатых колес в спиральной зубчатой передаче катящегося типа;
Фиг. 6: представление конического зубчатого колеса с зубчатой рейкой, его формирующей;
Фиг. 7: представление боковой поверхности правой эвольвенты и зубчатой рейки, формирующей ее; и
Фиг. 8: в качестве примера, схематическое представление зуборезного станка для использования способа.
В последующем будет подробно описываться способ в соответствии с изобретением для измерения зубчатого колеса. Геометрические свойства асимметричных и/или конических зубчатых колес, в частности, учитываются в способе в соответствии с изобретением. Учет этих свойств в соединении с определенным обеспечением вычисления обеспечивает возможность вычисления местоположения эвольвент на левых и правых боковых поверхностях зубьев зубчатого колеса, подлежащего измерению. Способ может дополнительно использоваться для простого определения припуска заготовки с использованием инструмента, зависящей от местоположения машинной обработки зубчатых колес и для центрирования зубчатых колес и инструментов.
В способе в соответствии с изобретением, инструмент и заготовка формируют спиральную зубчатую передачу катящегося типа из двух внешних зубчатых колес или одного внешнего зубчатого колеса и одного внутреннего зубчатого колеса. Заготовка и/или инструмент могут иметь как асимметричное цилиндрическое зубчатое колесо, так и коническое зубчатое колесо (зубчатое колесо бевелойд). Заготовка предпочтительно является зубчатым колесом, имеющим коническое и/или асимметричное эвольвентное зубчатое колесо.
Возможными процессами производства, в которых может использоваться способ в соответствии с изобретением для определения местоположения эвольвент, являются, например, шлифование зубчатых колес, обработка червячной фрезой, зуботочение червячной фрезой, шабрение, зуботочение и внутреннее и внешнее хонингование.
Способ является подходящим для выполнения на зуборезном станке с ЧПУ, который обеспечивает требуемые машинные оси для выполнения относительных перемещений между фиксированной заготовкой и принятым инструментом. В то же время, обрабатывающий станок имеет соответствующие датчики для измерения осевых положений и для сохранения соответствующих координат.
Сначала более подробно будут рассмотрены математические отношения для выполнения способа.
Общее
Все значения, которые отличаются для левых и правых боковых поверхностей зубчатого колеса обеспечиваются индексом F. Индекс F может в этом отношении предусматривать значение 1 для левой боковой поверхности зуба и значение r для правой боковой поверхности зуба. Уравнения, которые содержат значения с индексом F, применимы равным образом к обоим боковым поверхностям.
Возможные эвольвентные зубчатые колеса разделяются на следующие четыре класса, где rb является радиусом базового кругового цилиндра зубчатого колеса и βb является базовым спиральным углом эвольвенты. Свойства этих типов эвольвенты могут быть описаны посредством следующих уравнений.
Тип 1: Стандартные цилиндрические симметричные зубчатые колеса
 и
и

Тип 2: Цилиндрические асимметричные зубчатые колеса
rbr≠rbl и
Тип 3: Симметричные бевелойды, т.е. они могут формироваться с использованием симметричного инструмента
βbr≠βbl и
cosβbr⋅rbr=cosβbl⋅rbl
Тип 4: Асимметричные бевелойды, т.е. они могут формироваться только с использованием асимметричного инструмента
βbr≠βbl и
cosβbr⋅rbr≠cosβbl⋅rbl и 
Следующие признаки в последующем используются для преобразований:
- Rx(φ): вращение вокруг угла φ вокруг оси х. Аналогично для y и z;
- Tx(υ): параллельное перемещение на путь υ в направлении х. Аналогично для у и z;
- H(A1…AN): общее преобразование может быть описано посредством однородной матрицы, имеющей в целом N координат A1 по AN.
Признак "координаты" используется здесь для обобщенных координат, которые не необходимо являются независимыми. В наиболее простом случае, эти координаты соответствуют положениям поступательных или вращательных осей и преобразование задается посредством кинематической цепи, составленной из параллельных перемещений и вращений.
Ось поворота зубчатого колеса всегда совпадает с осью z в его покоящейся системе координат. Вследствие асимметрии зубчатых колес, здесь описываемых, разные обобщенные базовые половинные углы промежутка ηbl и ηbr вводятся для левых и правых боковых поверхностей LF, RF (см. фиг. 1). Только сумма  является однозначной для заданного зубчатого колеса 1. Ориентация зубьев зубчатого колеса, т.е. выравнивание промежутков или зубьев, явным образом задается посредством разности. Значения для ηbl и ηbr зависят от опорного направления 10 промежутка, которое может выбираться, как требуется. Для симметричных зубчатых колес может быть выбран центр, и в этом случае: ηbl=ηbr. Для зубчатых колес бевелойд, Σηb, ηbl и ηbr относятся к опорной плоскости поперечного сечения. Для цилиндрических зубчатых колес, эти значения, в противоположность, являются одними и теми же во всех плоскостях поперечного сечения.
является однозначной для заданного зубчатого колеса 1. Ориентация зубьев зубчатого колеса, т.е. выравнивание промежутков или зубьев, явным образом задается посредством разности. Значения для ηbl и ηbr зависят от опорного направления 10 промежутка, которое может выбираться, как требуется. Для симметричных зубчатых колес может быть выбран центр, и в этом случае: ηbl=ηbr. Для зубчатых колес бевелойд, Σηb, ηbl и ηbr относятся к опорной плоскости поперечного сечения. Для цилиндрических зубчатых колес, эти значения, в противоположность, являются одними и теми же во всех плоскостях поперечного сечения.
Толщина зуба используется здесь синонимично для измерения значений для шаров, ширины зуба, Σηb или другого тестового измерения. Все эти значения могут напрямую преобразовываться одно в другое. На диаграмме w-b, свойства боковой поверхности применяются для катящегося пути w и z положения b.
Чтобы определять относительное положение упомянутых двух зубчатых колес, т.е. инструмента и заготовки по отношению друг к другу, определяются следующие кинематические цепи, которые учитывают соответствующий тип эвольвенты инструмента и заготовки. По причинам простоты, в последующем будут рассматриваться только зубчатые колеса 1 и 2, при этом зубчатое колесо 1 представляет либо заготовку, либо инструмент, и зубчатое колесо 2 является соответствующим контр-колесом, т.е. инструментом или заготовкой.
Кинематическая цепь с двумя цилиндрическими зубчатыми колесами 1 и 2
Относительное положение упомянутых двух зубчатых колес 1, 2 описывается посредством следующей кинематической цепи KR:

где φ1 является углом поворота зубчатого колеса 1, φ2 является углом поворота зубчатого колеса 2, zV1 является осевой подачей зубчатого колеса 1, zV2 осевой подачей зубчатого колеса 2, d осевым расстоянием и γ углом скрещивающихся осей.
Кинематическая цепь с одним коническим зубчатым колесом 1 и одним цилиндрическим зубчатым колесом 2
Относительное положение упомянутых двух зубчатых колес 1, 2 описывается посредством следующей кинематической цепи KR:

где φ1 описывает угол поворота зубчатого колеса 1, φ2 угол поворота зубчатого колеса 2, zV1 подачу зубчатого колеса 1, zV2 осевую подачу зубчатого колеса 2, d измерение для осевого расстояния, γ угол скрещивающихся осей, ϑ1 конический угол зубчатого колеса 1 и rw1 катящийся круговой радиус зубчатого колеса 1.
Кинематическая цепь с двумя коническими зубчатыми колесами 1 и 2
Относительное положение упомянутых двух зубчатых колес 1, 2 описывается посредством следующей кинематической цепи KR:

где φ1 описывает угол поворота зубчатого колеса 1, φ2 угол поворота зубчатого колеса 2, zV1 подачу зубчатого колеса 1, zV2 подачу зубчатого колеса 2, d измерение для осевого расстояния, γ угол скрещивающихся осей, ϑ1 конический угол зубчатого колеса 1. ϑ2 конический угол зубчатого колеса 2, rw1 катящийся круговой радиус зубчатого колеса 1 и rw2 зубчатого колеса 2.
Так как осевое расстояние упомянутых двух осей поворота изменяется с подачей, если, по меньшей мере, одно из упомянутых двух зубчатых колес является коническим, в этом случае d здесь только называется мерой для осевого расстояния. Фактическое осевое расстояние для заданных подач zV1 и zV2 может вычисляться напрямую из кинематических цепей. В дополнительном аспекте, однако, эта мера для оси осевого расстояния также называется осевое расстояние.
Подачи zV1 и zV2 не простираются в осевом направлении с коническими зубчатыми колесами, но скорее наклонены под соответствующим коническим углом по отношению к этому направлению. Они здесь, поэтому, называются подачей и не, как с цилиндрическими колесами, осевой подачей. В дополнительном аспекте, однако, признак подача также используется для цилиндрических колес.
Преобразование координат
Эти кинематические цепи отображают все шесть пространственных степеней свободы. Они не должны совпадать с физическими осями обрабатывающего станка, на котором используется способ в соответствии с изобретением. Если станок имеет устройство перемещения, которое припускает относительные положения упомянутых двух колес 1, 2 в соответствии с преобразованием
H(A1…AN) с N≥1
координаты φ1, φ2, zV1, zV2, d и γ могут определяться из координат A1…AN посредством уравнивания
KR=H(A1…AN)
Обращение этого преобразования также является необходимым в некоторых местах в этом изобретении, т.е. координаты A1…AN должны вычисляться из значений φ1, φ2, zV1, zV2, d и γ. Способы, упомянутые в этой связи, являются возможными только на станке, имеющем заданное устройство перемещения, если это обратное вычисление является возможным для значений φ1, φ2, zV1, zV2, d и γ, определенных для специального случая. Это обратное вычисление не обязательно должно давать результатом однозначное решение для A1…AN. Обычные устройства перемещения, которые припускают обратное вычисление для всех значений φ1, φ2, zV1, zV2, d и γ, описываются, например, посредством следующих кинематических цепей:


Фиг. 8 схематически показывает машину зубонарезания с устройством перемещения, описываемым посредством HBsp1.
Следующие отношения теперь определяются для определения местоположения эвольвент:
наблюдаются цилиндрические эвольвентные зубчатые колеса 1 и 2, которые не должны необходимо находиться в зацеплении друг с другом. Два зубчатых колеса зацепляются друг с другом, тогда и только тогда, когда:

Здесь не является важным то, являются ли зубчатые колеса коническими или цилиндрическими. Как левая боковая поверхность заготовки, так и левая боковая поверхность инструмента и впоследствии правая боковая поверхность заготовки и правая боковая поверхность инструмента приводятся в контакт для определения местоположения. Для этой цели, устройство перемещения перемещается и контакт детектируется с использованием одного из известных процессов. Распознавание контакта может делаться, например, со ссылкой на измерение крутящего момента соответствующего осевого привода.
На обоих контактах, набор координат AF1…AFN соответственно записывается и соответствующий набор координат φF1, φF2, zVF1, zVF2, dF и γF вычисляется из него в соответствии с вышеуказанными уравнениями.
Альтернативно, здесь и в дополнительном аспекте, порядок измерений может обращаться, так что в контакт приводятся сначала правые боковые поверхности и затем левые боковые поверхности.
Огромное преимущество способа в соответствии с изобретением состоит в том, что то, какие оси перемещаются, как достигать контакт, не является важным. Все оси теоретически могут использоваться вместе или только одна ось одиночно. В текущем центрировании, известном из предшествующего уровня техники, только одна из осей φ1 или φ2 или zV1 или zV2 ранее перемещалась. Решающим является только то, что упомянутые два зубчатых колеса контактируют на эвольвентных поверхностях. Эта гибкость может, например, быть преимуществом, с одной стороны, когда физические оси устройства перемещения не соответствуют кинематической цепи, определенной здесь, и, таким образом, перемещение одной из координат φ1 или φ2 или zV1 или zV2 требует перемещения множества физических осей. Такое перемещение множества осей, как правило, создает большую погрешность и должно избегаться, где возможно. В частности, когда, по меньшей мере, одно из зубчатых колес является коническим, часто присутствует только что описанный случай несовпадающих кинематических цепей. Дополнительное преимущество состоит в том, чтобы предварительно определять точки контакта на одном или на обоих зубчатых колесах. Это может использоваться как в анализе припуска, так и/или в измерении боковой поверхности и профиля и для избегания контактов упомянутых двух зубчатых колес на неэвольвентных областях, например, на кромках зубчатых колес.
Если обе зубчатые компоновки зацепляются друг с другом, контакт может происходить, пока спиральная зубчатая передача катящегося типа вращается с роликовым соединением, и контакт может достигаться посредством открытия соединения с любой требуемой осью, подходящей для этой цели.
В случае, когда оба зубчатые колеса не зацепляются друг с другом, соединенное роликами вращение передачи является возможным только относительно малых углов, так как в противном случае будут столкновения с другими зубьями. Контакт, таким образом, так сказать, должен происходить в неподвижном состоянии.
Наиболее важное отношение для большей части вычислений, перечисленных здесь, проистекает из вычисления условия, которое должно удовлетворяться, когда две левые боковые поверхности или две правые боковые поверхности двух эвольвентных зубчатых колес контактируют в спиральной зубчатой передаче катящегося типа. Боковые поверхности цилиндрического или конического эвольвентного зубчатого колеса могут быть описаны посредством следующей параметризации:

w здесь параметризует зуб в направлении профиля и b в направлении линии боковой поверхности.
SF служит, чтобы записывать уравнения для левых и правых боковых поверхностей в компактной форме, и определяется посредством:

Получается отношение, здесь искомое, в котором контакт двух левых боковых поверхностей или двух правых боковых поверхностей соответственно вычисляется в одной и той же системе отсчета. Для этой цели может выбираться, например, покоящаяся система координат зубчатого колеса 1. Боковая поверхность зубчатого колеса 1 задается напрямую посредством вышепоказанной параметризации в этой системе отсчета. Чтобы описать боковую поверхность зубчатого колеса 2 в этой системе отсчета, вышепоказанная параметризация сначала должна быть преобразована в эту систему с помощью преобразования, заданного посредством ранее определенной кинематической цепи KR.
Ниже показан альтернативный подход вычисления, с помощью которого могут вычисляться контакты. Это вычисление контакта между заготовкой и инструментом выполняется с помощью двух теоретических зубчатых реек 60, 61 (также называемых базовые зубчатые рейки), в одном экземпляре для заготовки и инструмента, каждая с трапецеидальными, в общем, асимметричными профилями, которые могут формировать зубья зубчатого колеса. Поскольку как инструмент, так и заготовка являются зубьями эвольвентного зубчатого колеса, это наблюдение является симметричным, если менять местами инструмент и заготовку.
Фиг. 7 показывает в качестве примера контакт боковой поверхности правой эвольвенты Er с формирующей зубчатой рейкой с углом профиля αtwr в поперечном сечении. Зубья зубчатого колеса вращаются на угол поворота ϕ. Контакт между боковой поверхностью и зубчатой рейкой происходит в плоскости зацепления Pr, которая наклонена на αtwr. Точка контакта между боковой поверхностью и зубчатой рейкой возникает для всех углов поворота ϕ как пересечение между боковой поверхностью и плоскостью зацепления. В то время как зубья зубчатого колеса вращаются, зубчатая рейка смещается горизонтально, так что она обкатывается без проскальзывания по катящемуся кругу, имеющему радиус rw. Боковая поверхность и зубчатая рейка, тем самым, остаются в контакте. Чтобы описывать зубья зубчатого колеса в их полной ширине, относительное местоположение зубчатой рейки по отношению к зубьям зубчатого колеса должно рассматриваться в 3D. Для зубьев цилиндрического зубчатого колеса, оно поворачивается на спиральный угол βw. Для случая зубьев конического зубчатого колеса, местоположение зубчатой рейки для зубонарезания подробно описано в [Zierau] (The geometrical design of conical gears and pairings with parallel axes, Report No 32, Institute for Construction Science, Braunschweig Technical University). В дополнение к повороту вокруг спирального угла βw происходит наклон на конический угол ϑ (см. фиг. 6). В обоих случаях, зубчатая рейка имеет угол профиля αnwF в нормальном сечении. То, какие комбинации углов αtwF, αnwF и βw и нормального модуля mn и фронтального модуля mt являются возможными, чтобы формировать заданные зубья зубчатого колеса, проистекает из набора формул из DIN 3960 для зубьев цилиндрического зубчатого колеса и дополнительно из набора формул из [Zierau] для зубьев конического зубчатого колеса. Формулы, требуемые для этой цели, могут переноситься напрямую на зубья асимметричного зубчатого колеса посредством введения разных углов профиля на левой и правой сторонах.
Если геометрия и относительное местоположение зубчатой рейки 60, 61 по отношению к зубчатому колесу 1, 2 являются известными, поперечные сечения могут определяться для любых требуемых положений ширины и в них точка контакта между зубчатой рейкой и боковой поверхностью. Все эти точки контакта в индивидуальных поперечных сечениях формируют прямую линию (прямую линию контакта) B1, В2 в плоскости зацепления P1, Р2 для угла поворота ϕ. Если эти точки контакта описываются посредством и b из параметризации в уравнении [Eq Inv], между, b и ϕ получается линейное отношение (R1). Если зубчатая рейка удерживается крепко в пространстве, является возможным для цилиндрических зубчатых колес смещать их в осевом направлении. Эта осевая подача zv обычно устанавливается для заготовки, чтобы подвергать ее машинной обработке по всей ширине зубонарезания и устанавливается для инструмента, чтобы устанавливать то, какая часть инструмента имеет контакт с заготовкой. Так что зубья зубчатого колеса все еще контактируют с зубчатой рейкой с одной или двумя боковыми поверхностями, зубья зубчатого колеса должны вращаться вокруг их оси в дополнение к их смещению. Величина поворота проистекает из высоты шага зубьев зубчатого колеса и величины смещения; распознавание поворота проистекает из направления шага. Для зубьев конического зубчатого колеса, подача zv не происходит в осевом направлении, но скорее наклонена на конический угол ϑ по отношению к нему в соответствии с такой же формулой, как для зубьев цилиндрического зубчатого колеса от βw и mt. Для вычисления точек контакта в индивидуальных поперечных сечениях, поперечные сечения должны рассматриваться в зависимости от осевой подачи или от подачи с соответствующим образом скорректированными углами поворота. Линейное отношение (R2) между, b, zv и ϕ проистекает из (R1) для описания точек контакта.
Если два зубчатых колеса объединяются в пару в спиральной зубчатой передаче катящегося типа, их две зубчатые рейки 60, 61 должны быть заподлицо во все моменты времени, как показано на фиг. 5. Это имеет следствием, что угол профиля αnwF должен быть одним и тем же для обоих зубчатых колес. Отсюда дополнительно проистекает (R3): γ+βw1+βw2=0. Это условие делает возможным определять углы профиля в нормальном сечении или в поперечном сечении упомянутых двух зубчатых реек из заданного угла скрещивающихся осей для двух заданных зубчатых колес, которые могут зацепляться друг с другом. Изменение радиусов базового круга и базовых спиральных углов червяка является, таким образом, эквивалентным изменению угла профиля и/или конического угла и/или угла скрещивающихся осей.
Ссылка делается на упомянутые два изображенных представления из фиг. 5 и 6 для иллюстрации.
Фиг. 5 здесь показывает представление двух зубчатых колес 1, 2 в спиральной зубчатой передаче катящегося типа, включающее в себя общую зубчатую рейку 60 и результирующие плоскости P1, Р2 зацепления или линии B1, В2 контакта зубчатых колес 1, 2 с зубчатой рейкой 60. Для более хорошей иллюстрации, относительное положение упомянутых двух зубчатых колес 1, 2, не соответствует положению в спиральной зубчатой передаче катящегося типа. Фиг. 5 также показывает относительное положение цилиндрического зубчатого колеса по отношению к сформированной зубчатой рейке. Фиг. 6 представляет коническое зубчатое колесо 1 с зубчатой рейкой 61, его формирующей.
Так что зубчатые рейки находятся заподлицо во все моменты времени, линейное обязательное условие (R4) проистекает между упомянутыми двумя углами поворота и упомянутыми двумя подачами.
Если упомянутые два углы поворота и упомянутые две подачи являются известными, точка контакта упомянутых двух зубчатых колес может определяться напрямую посредством вычисления точки пересечения упомянутых двух прямых линий B1, В2 контакта. Параметры bF1 и wF1 или bF2 и wF2, которые описывают точку контакта с зубчатым колесом 1 или зубчатым колесом 2, зависят линейно от ϕ1, ϕz, zV1 и zV2 (R5). Если углы поворота устраняются в этих отношениях, в результате получаются искомые пути (R6) контакта.
Из (R4) и (R2) проистекает линейное отношение (R7) для обоих зубчатых колес посредством устранения ϕ1 и ϕ2 между wF1, wF2, zV1 и zV2, которое описывает в зависимости от подачи то, какой путь качения на зубчатом колесе 1 контактирует с каким путем качения на зубьях 2.
Необходимо отметить, что при изменении угла скрещивающихся осей, как углы профиля зубчатых реек 60, 61, так и спиральные углы между осями поворота зубчатых колес 1, 2 и зубчатых реек 60, 61 изменяются. Для конических зубчатых колес, дополнительно изменяется конический угол, в силу чего изменяется преобразование, которое определяется посредством кинематической цепи. Если наблюдается свободная от зазоров передача двух зубчатых колес, зацепляющихся друг с другом, обе зубчатые рейки имеют одни и те же модули и обе левые боковые поверхности и правые боковые поверхности зубьев во взаимном зацеплении, каждая, лежат в идентичных плоскостях. Это является случаем, например, при машинной обработке с двумя боковыми поверхностями. Не имеется, в общем, никакой свободной от зазоров передачи в определении местоположения, т.е. только левые боковые поверхности или только правые боковые поверхности зубьев во взаимном зацеплении лежат в идентичной плоскости. Если определяется местоположение незацепляющихся колес, упомянутые две зубчатые рейки, в общем, не имеют один и тот же угол профиля в нормальном сечении в каждом случае на левой боковой поверхности или правой боковой поверхностью, и также они не имеют одни и те же модули.
Если предварительно устанавливается угол скрещивающихся осей γF, который подлежит установке при контакте двух левых боковых поверхностей и двух правых боковых поверхностей, вычисление контакта проистекает из (R4), так что контакт происходит тогда и только тогда, когда удовлетворяется следующее отношение:

Где коэффициенты

зависят как от базовых параметров зубчатых колес, так и от γF и, для конических зубчатых колес, от конического угла, тогда как коэффициенты

зависят только от базовых параметров зубчатых колес.
Коэффициенты

зависят только от базовых параметров для цилиндрических зубчатых колес; для конических зубчатых колес соответствующий коэффициент дополнительно зависит от γF и от соответствующего конического угла.
Базовые параметры здесь означают радиусы базового круга, базовые спиральные углы и количества зубьев/спиралей (z1 и z2).
С использованием упомянутых двух наборов координат, вычисленных из записанных наборов координат, базовые половинные углы промежутка ηbl1 и ηbr1 могут вычисляться напрямую с заданным γF и необязательно коническими углами из упомянутых двух уравнений ([EQ_Rel]) для левых и правых боковых поверхностей, так что будет определяться точное местоположение эвольвент. Требованием для этого является знание ηbl2 и ηbr2, т.е. местоположений левой и правой эвольвент зубчатого колеса 2.
Следующие симметрии применяются для симметричных цилиндрических и симметричных конических зубчатых колес:




Следующие симметрии дополнительно применяются для симметричных цилиндрических зубчатых колес:
 , если
, если 
 , если
, если 

 , если
, если 

Если упомянутые два колеса зацепляются друг с другом, уравнение ([EQ_Rel]) может быть записано с другими коэффициентами, здесь обеспеченными чертой сверху, которые имеют такие же зависимости от γF, базовые параметры и необязательно конические углы, как было указано выше для параметров без черты сверху, но - независимо от типа зубчатых колес и того, являются ли они симметричными - имеют следующие симметрии:









С использованием отношений из уравнения ([EQ_mesh]), из уравнения ([EQ_Rel2]) следует, что  и, таким образом, толщина зуба может определяться только со знанием
и, таким образом, толщина зуба может определяться только со знанием  и двух наборов координат, в одном экземпляре для левой и для правой боковой поверхности. Следовательно, местоположения левой и правой эвольвент (ηbl2, ηbr2) зубчатого колеса 2 не должны быть известны для определения толщины зуба с зацепленными зубчатыми колесами. Является достаточным знать только толщину зуба зубчатого колеса 2. Аналогично, Δηb1=ηbl1-ηbr1 и, таким образом, местоположение зубьев или промежутков может определяться единственно со знанием Δηbz=ηblz-ηbrz и двух наборов координат. Следовательно, только ориентация зубьев или промежутков зубчатого колеса 2 должна быть известной для определения местоположения зубьев или промежутков в зубчатом колесе 1 с зацепляющимися зубчатыми колесами.
и двух наборов координат, в одном экземпляре для левой и для правой боковой поверхности. Следовательно, местоположения левой и правой эвольвент (ηbl2, ηbr2) зубчатого колеса 2 не должны быть известны для определения толщины зуба с зацепленными зубчатыми колесами. Является достаточным знать только толщину зуба зубчатого колеса 2. Аналогично, Δηb1=ηbl1-ηbr1 и, таким образом, местоположение зубьев или промежутков может определяться единственно со знанием Δηbz=ηblz-ηbrz и двух наборов координат. Следовательно, только ориентация зубьев или промежутков зубчатого колеса 2 должна быть известной для определения местоположения зубьев или промежутков в зубчатом колесе 1 с зацепляющимися зубчатыми колесами.
Вышеупомянутый подход для вычисления контакта двух эвольвент также может использоваться, чтобы вычислять точки на обеих боковых поверхностях на обоих зубчатых колесах, которые контактируют на заданном относительном местоположении, определенном b, координатами γ, d, zV1, zV2, φ1 и φ2, если контакт фактически происходит. В этом отношении используется то, что контакт обоих зубчатых колес с их зубчатой рейкой в каждом случае простирается вдоль прямой линии и эти прямые линии простираются в общей плоскости, откуда проистекает в точности одна точка пересечения. Эта точка пересечения, которая лежит на обеих зубчатых рейках, соответствует в точности точке контакта упомянутых двух зубчатых колес. Точка контакта на зубчатой рейке может затем преобразовываться в точку на зубчатом колесе, определенном посредством b и w.
Это преобразование может выводиться посредством формирования эвольвентного зубчатого колеса, имеющего трапецеидальный профиль. Точное местоположение прямых линий на зубчатых рейках для заданного угла поворота проистекает из того факта, что контакт зубчатой рейки с зубчатым колесом должен лежать в плоскости зацепления. Эта плоскость лежит касательно на базовом круге и стоит перпендикулярно на профиле зубчатой рейки.
Таким образом, получаются следующие отношения:




Коэффициенты  и
и  или
или  и
и  отличаются от нуля, только когда зубчатое колесо 1 или зубчатое колесо 2 является коническим. Если это имеет место, они зависят от базовых параметров, соответствующего конического угла и γF. Коэффициенты Cb0F1, Cw0F1, Cb0F2 и Cw0F2 дополнительно зависят от др.
отличаются от нуля, только когда зубчатое колесо 1 или зубчатое колесо 2 является коническим. Если это имеет место, они зависят от базовых параметров, соответствующего конического угла и γF. Коэффициенты Cb0F1, Cw0F1, Cb0F2 и Cw0F2 дополнительно зависят от др.
Коэффициенты CbφF1, CbφF1, CbφF2 и CwφF2 зависят только от базовых параметров.
Отношение из уравнения [EQ_Cal] также может использоваться обратным образом, чтобы определять относительное местоположение упомянутых двух зубчатых колес по отношению друг к другу, в котором контакт происходит в предварительно определенной точке на одном или на обоих зубчатых колесах. Для этой цели, wF1 и/или bF1 и/или wF2 и/или bF2 предварительно определяются и из этого вычисляются координаты γF, dF, zVF1, zVF2, φF1 и φF2, так что удовлетворяются уравнения [EQ_Cal].
В последующем, будут иллюстрироваться возможные необязательные расширения способа в соответствии с изобретением или возможные применения способа.
Учет модификаций
Определение местоположения эвольвент искажается, когда одно или оба из зубчатых колес 1, 2 модифицируются. Эти модификации могут возникать на заготовке посредством обработки предварительного зубонарезания, посредством искажения вследствие увеличения жесткости и/или посредством предшествующих этапов машинной обработки/рабочих проходов машинной обработки с использованием модифицированных инструментов и/или модифицированной кинематики машинной обработки. В первом и последнем случаях, они являются, как правило, известными; во втором случае они могут возможно получаться из опыта или из измерений. Для инструментов, они являются известными на основе дизайна или из измерения инструмента, когда модификации являются нежелательными различиями вследствие износа или дефектов производства. Эти модификации до некоторой степени искажают определение местоположения эвольвент. Если модификации являются известными, однако, они могут учитываться в определении местоположения.
Модификации обычно описываются в поперечных сечениях и определяются там перпендикулярно к эвольвенте. Они называются здесь ƒF(w,b), где w является путем качения и b определяет положение z плоскости поперечного сечения. Достаточно хорошая аппроксимация измеренного ηbF, которая скорректирована посредством ƒF, получается, когда ηbF корректируется посредством слагаемого  в уравнении ([EQ_Rel]) (см. фиг. 2).
в уравнении ([EQ_Rel]) (см. фиг. 2).
Эта коррекция может применяться как к обоим зубчатым колесам 1, 2, так и только к одному, w и b являются здесь углом ролика и поперечным сечением (определенным посредством положения z), в котором оба зубчатые колеса контактируют. Для больших модификаций, результат, в частности, местоположение измеренной модификации, может уточняться в том, что w корректируется посредством слагаемого ƒF(w, b) Если зубчатое колесо было подвергнуто предварительной резке с одними и теми же модификациями профиля, с которыми оно подвергается дальнейшей резке, учет коррекций не является необходимым, если инструмент находится на полной глубине погружения, так как в этом случае модификации профиля взаимодействуют в точности друг с другом и, таким образом, компенсируют друг друга снова. Чтобы иметь возможность погружения, которое является свободным от столкновений и является настолько глубоким насколько возможно, γ может изменяться в зависимости от дизайна инструмента.
Мотивация определения местоположения/Центрирование незацепляющихся колес
В малых производствах, является возможным, что никакие подходящие инструменты не присутствуют для предварительного зубонарезания, и колеса, таким образом, должны подвергаться предварительному зубонарезанию с использованием некорректных инструментов. Эта проблема усиливается с асимметричными зубчатыми колесами, так как вероятность наличия подходящего инструмента является возможно даже более малой вследствие разных углов профиля на левой и правой боковых поверхностях, так как оба угла профиля должны соответствовать. Колеса, подвергнутые зубонарезанию с использованием неверного инструмента, как правило, имеют некорректные радиусы базового круга и некорректные базовые спиральные углы. Высота шага, которая чисто определяется посредством кинематики производства, может в противоположность также корректно формироваться с неверными инструментами.
Как правило, однако, несмотря на некорректный, но известный инструмент с известной кинематикой производства, может определяться точная геометрия, в частности, радиусы базового круга и базовые спиральные углы подвергнутого предварительному зубонарезанию колеса. Это знание может использоваться, чтобы определять местоположения подвергнутых предварительному зубонарезанию эвольвент корректно с использованием способов, здесь описанных, при дополнительном зубонарезании и чтобы осуществлять корректное центрирование. Однако в этом случае для вычисления корректного положения центрирования необходимо учитывать то, что требуемая боковая поверхность и фактическая боковая поверхность не отличаются только в их местоположениях, как в случае с заготовками, корректно подвергнутыми предварительному зубонарезанию, но скорее также отличаются в их форме вследствие разных радиусов базового круга и/или базовых спиральных углов. Требуемое местоположение предпочтительно должно определяться так, чтобы минимальный припуск не падал ниже вдоль обеих боковых поверхностей и/или максимальный припуск не превышался.
Если колесо некорректно подвергнуто предварительному зубонарезанию и если геометрия не является известной, макрогеометрия, в частности, радиусы базового круга и базовые спиральные углы могут сначала приблизительно определяться посредством измерения профиля и/или измерения боковой поверхности. Дополнительным применением является ориентированное на местоположение производство, при этом зубчатое колесо, подлежащее машинной обработке, должно выравниваться по другому зубчатому колесу, которое не должно зацепляться с инструментом.
Множество измерений/Анализ допустимого отклонения/Профиль/Измерение боковой поверхности
В способе, здесь описанном, является достаточным в теории осуществлять контакт в точности с одной левой боковой поверхностью и одной правой боковой поверхностью. Местоположение эвольвент может напрямую вычисляться из этого. Чтобы уменьшать эффекты вследствие неточностей измерения или различий профиля, может быть благоразумным повторять измерения в одной и той же точке или в разных точках, то есть с разными точками контакта и, таким образом, разными осевыми положениями, и/или при разных промежутках/зубьях/шагах инструмента и/или заготовки, и статистически оценивать измеренные значения.
Множество измерений i=1…N с разными точками контакта могут, однако, также использоваться, чтобы определять модификации или припуск. Модификация или припуск в точке контакта, заданной посредством w[i] и b[i], находится с достаточным приближением

где ηb0F1 описывает местоположение опорной эвольвенты. Это может определяться как с использованием стандартного измерения зубчатого колеса, например, так, что все модификации являются положительными. Чтобы измерять модификацию в точке заготовки, заданной посредством w и b (здесь помеченной посредством индекса 1), φ1, zV1, d и γ должны устанавливаться так, что контакты на заготовке происходят только в требуемых точках. Дополнительная точка, которая должна наблюдаться здесь, является покрытием спиральной зубчатой передачи катящегося типа. Она является более большой, чем 1, как правило, что имеет результат, что, в общем, множество левых боковых поверхностей или множество правых боковых поверхностей одновременно имеют контакт во все моменты времени. Это имеет следствие, что более не является возможным различать то, в каких из этих точек контакт имел место и какая точка была, таким образом, измерена. Контакты, которые происходят на разных зубьях, более того, также происходят в разных положениях z, как на инструменте (здесь помеченном посредством индекса 2), так и на заготовке. Это обстоятельство может использоваться, чтобы избегать проблемы, только что описанной. Для этой цели, устанавливается zV2 и инструмент, таким образом, перемещается так, что положение z, в котором точка лежит на инструменте, который контактирует с требуемой точкой на заготовке, все еще лежит на инструменте, но положения z точек на инструменте, который будет теоретически также находиться одновременно в зацеплении, более не лежат на инструменте. Таким образом, обеспечивается, что имеется только контакт в одной точке и измерение может однозначно ассоциироваться с одной точкой на заготовке. Это, в конечном счете, имеет результатом, что контакт происходит вблизи к концам инструмента в осевом направлении.
Ориентированное на местоположение производство
Если эвольвенты зубчатого колеса выровнены в опорном направлении 10 (фиг. 1) в производстве, это является таким же как наличие отдельного предварительного определения ηbl1 и ηbr1 произведенного зубчатого колеса. γ и d сначала вычисляются для процесса производства с использованием толщины зуба инструмента и требуемой толщины зуба заготовки. Коэффициенты могут вычисляться из этого как в уравнении [EQ_Coeff].
Угол поворота другого зубчатого колеса может определяться из уравнения [EQ_Rel] для одной из двух боковых поверхностей с заданным углом поворота зубчатого колеса и с подачами (zV1 и zV2) обоих зубчатых колес, так что ηb1 достигается на этой боковой поверхности. Вычисление для другой боковой поверхности должно выполняться аналогично для машинной обработки для одиночной боковой поверхности. С использованием машинной обработки для двух боковых поверхностей, другое ηb1 проистекает автоматически, когда толщина зуба инструмента, d и γ были ранее корректно скоординированы друг с другом. Альтернативно, одна из подач может вычисляться таким же способом или могут определяться вплоть до четырех из параметров φ1, φ2, zV1, zV2, так что [EQ_Rel] удовлетворяется. Так как инструмент и заготовка зацепляются друг с другом в производстве, для вычисления может альтернативно использоваться уравнение ([EQ_Rel2]).
Общий вариант определения местоположения эвольвент является предварительной установкой местоположения центра зуба или промежутка в определенной плоскости поперечного сечения на определенном радиусе. Такое местоположение определяется чисто посредством Δηb независимо от толщины зуба. Знание ηbl и ηbr, таким образом, не является необходимым. Является, таким образом, также достаточным знать только ориентацию зубьев инструмента, при этом эта ориентация может подобным образом описываться, например, посредством положения центра зуба или промежутка. Индикация радиуса для определения местоположения центра является необходимой, когда зубчатое колесо имеет асимметричное поперечное сечение (rbl≠rbr), так как в этом случае центр не лежит на одном и том же положении угла на всех радиусах.
Использование на инструментах с определенной кромкой
Для инструментов с неопределенной кромкой (например, червяком), способ может использоваться, когда оба колеса вращаются в передаче. В этом случае, оба колеса имеют контакт постоянно, но также, когда передача не вращается и упомянутые два колеса, так сказать, касаются в неподвижном состоянии. Для инструментов с определенной кромкой (например, червячная фреза или колесо зуботочения), геометрия инструментов не соответствует огибающему зубчатому колесу, которое теоретически изготовляет заготовку (вследствие стружечных канавок и затылочного шлифования кромок или пластин срезания, которые были помещены там).
Огибающее зубчатое колесо может быть как цилиндрическим, так и коническим. Например, при зуботочении с помощью цилиндрических инструментов, огибающее зубчатое колесо является колесом бевелойд, т.е. кинематика производства соответствует спиральной зубчатой передаче катящегося типа с коническим инструментом и цилиндрической или конической заготовкой. Для конических инструментов, огибающее зубчатое колесо является, как правило, цилиндрическим, но также может быть коническим, в зависимости от кинематики производства. Общие точки инструмента и его огибающего зубчатого колеса являются точками на режущих кромках. Все другие точки на инструменте лежат внутри (и не на) огибающего зубчатого колеса.
Фиг. 3 показывает диаграмму w-b, в которой свойства боковой поверхности вводятся над путем качения w и z-положением b. Фиг. 3, в частности, показывает режущие кромки трех режущих граней 20, 30, 40 на диаграмме w-b огибающего зубчатого колеса. В дополнение, изображена протяженность точки 50 контакта на огибающем зубчатом колесе с заготовкой. Только, когда инструмент контактирует с заготовкой в одной из точек пересечения этих линий, способ, здесь описанный, может использоваться надежно и неизменным способом на инструментах с определенной кромкой в квази-неподвижном состоянии. Если контакт происходит в другой точке, результат искажается, так как контакт более не происходит на, но внутри огибающего зубчатого колеса. Имеется две возможности решения, чтобы исправлять эту проблему.
Со знанием точного местоположения режущих граней 20, 30, 40 на инструменте, относительное местоположение может выбираться с помощью уравнений [EQ_Cal] до контакта, так что контакт с контрколесом происходит в точности на одной из точек пересечения и, таким образом, на огибающем зубчатом колесе. Способ может тогда использоваться без модификации.
Если не является возможным или не является желательным, чтобы инструмент соответствующим образом вращался, со знанием местоположения режущих граней 20, 30, 40 на инструменте можно вычислять то, насколько точка контакта отличается от точки пересечения и можно, таким образом, вычислять, где она лежит внутри огибающего зубчатого колеса, и из этого может вычисляться значение коррекции, которое корректирует различие в сравнении с контактом на огибающем зубчатом колесе. Способ может, таким образом, использоваться для незацепляющихся колес для инструментов с определенной кромкой.
Для инструментов, чья геометрия согласуется только с огибающим зубчатым колесом над частью поверхностей, как для колес шабрения, например, затем может следовать аналогичная процедура как с инструментами с определенной кромкой. Точка контакта в этом случае должна лежать на той части инструмента, которая совпадает с огибающим зубчатым колесом.
Преимущество невращающихся передач
В дополнение к преимуществу, что колеса не должны находиться в зацеплении друг с другом, может быть преимуществом, что контакт может быть очень "щадящим" и, таким образом, никакое из упомянутых двух колес не повреждается. Если контакт установлен с вращающейся передачей, всегда происходят трение, истирание и износ.
Измерение инструмента
Способ также может использоваться обратным образом и инструмент может измеряться с использованием измеряющего зубчатого колеса. Могут определяться все обычные значения измерения зубчатого колеса, такие как профиль, боковая поверхность, шаг, толщина зуба. Вышеупомянутые точки должны наблюдаться с использованием инструментов с определенной кромкой. Линия 50, 50' 50ʺ контакта может смещаться в направлении b посредством изменения подачи инструмента, подлежащего измерению, в силу чего точка его пересечения с режущей кромкой может смещаться в направлении профиля. Измерение режущей кромки, тем самым, становится возможным над всем профилем (см. фиг. 4). Как с вышеописанным измерением заготовки, здесь возникает проблема множества контактов вследствие покрытия. Решение осуществляется здесь аналогично посредством подходящего перемещения зубчатого колеса.
Оптимизированное для удаления центрирование
Если анализ припуска заготовки, подлежащей машинной обработке, был выполнен, может определяться местоположение эвольвент колеса, полностью подвергнутого зубонарезанию, которое является идеальным согласно технологическим аспектам, посредством использования упомянутого анализа. Если это местоположение определяется, производство может выполняться с ориентацией местоположения по отношению к этому.
Если припуск предполагается постоянным над всей боковой поверхностью, местоположение эвольвент может определяться так, что удаление ƒnF в нормальном направлении является одним и тем же на левых и правых боковых поверхностях. Может быть достаточным при некоторых обстоятельствах, что удаление слева и справа не является в точности одним и тем же, но скорее лежит в диапазоне от 40% до 60%, при этом диапазоны естественным образом могут аппроксимировать один другой, как требуется. В некоторых случаях, также может быть желательным распределять удаление различным образом напрямую по упомянутым двум боковым поверхностям. Это может иметь смысл, например, когда происходит разный износ на левой и правой боковых поверхностях на инструменте. С таким асимметричным распределением удаления, может тогда обеспечиваться разгрузка для одной боковой поверхности, другая может нагружаться соответствующим образом больше. В последующем, удаление задается на обоих боковых поверхностях посредством ƒnF=zqFƒn, где ql+qr=1 и ƒn=0,5⋅(ƒnl+ƒnr). Здесь, qF описывает распределение удаления на левой боковой поверхности и на правой боковой поверхности. Усредненное удаление ƒn задается посредством:

где:
-  в соответствии с требуемой толщиной зуба;
в соответствии с требуемой толщиной зуба;
-  в соответствии с измеренной толщиной зуба;
в соответствии с измеренной толщиной зуба;
ηbF,Production может тогда вычисляться посредством:

Здесь, ηbF,Measurement описывает ранее измеренное местоположение эвольвенты и ηbF,Production местоположение, подлежащее установке в производстве. Эти отношения применяются к цилиндрическим и коническим зубчатым колесам. Эти местоположения эвольвент в производстве могут использоваться, чтобы описывать параметры φ1, φ2, zV1, zV2 для процесса производства, как описано выше для ориентированного на местоположение производства.
Если это вычисление применяется к симметричному цилиндрическому зубчатому колесу в производстве с двумя боковыми поверхностями, оно производит результат, который соответствует предшествующему уровню техники. Для этой цели, определение местоположения выполняется в том, что изменяется только φ1 или только φ2 или только zV1 или только zV2, чтобы контактировать с левой боковой поверхностью и правой боковой поверхностью. Если затем используются симметрии из [EQ_Sym_cyl] и [EQ_Sym_cyl_con], чтобы вычислять координаты для производства, следует, что

или

или

или

в зависимости от того, какая координата была изменена. Координаты, не изменяемые для определения местоположения, остаются неизменными. Это выявляет то, насколько тривиальным является предшествующий уровень техники и насколько, в сравнении, является сложным способ, здесь представленный. В частности, никакое знание коэффициентов из [EQ_Coeff] и [EQ_Const2] и постоянной из [EQ_Const] не требуется.
Определение местоположения/Центрирование с узкими зубчатыми колесами и неблагоприятные условия контакта
Если левые боковые поверхности и правые боковые поверхности контактируют при определении положения, это, в общем, делается при разных ширинах зубчатых колес, то есть в разных положениях z. Насколько далеко разнесенными они находятся, зависит как от геометрий упомянутых двух колес 1, 2, так и от относительного местоположения упомянутых двух колес по отношению друг к другу. Если одно из зубчатых колес 1, 2 является настолько узким, что в определении местоположения, теоретическое расстояние точек контакта в направлении z на левой боковой поверхности и на правой боковой поверхности является более большим, чем ширина только вследствие смещения (zV1 или zV2) или только вследствие поворота (φ1 или φ2) одного из двух зубчатых колес, контакты на левой боковой поверхности и на правой боковой поверхности на узком зубчатом колесе не могут оба происходить на эвольвенте. По меньшей мере, один из контактов происходит на кромке, так что точное центрирование более не является возможным. В этом случае, центрирование согласно предшествующему уровню техники также более не является возможным для цилиндрических симметричных колес.
Эта проблема может решаться в том, что не только одна из вышеупомянутых осей перемещается между контактами на левой боковой поверхности и на правой боковой поверхности, но скорее либо γ поворачивается, либо, по меньшей мере, две оси перемещаются. Первый случай является возможным только в конкретных случаях, так как влияние γ на расстояние точек контакта на левой боковой поверхности и на правой боковой поверхности ограничено. Является ли этот вариант возможным, может вычисляться, например, с использованием уравнений [EQ_Cal].
Во втором случае, по меньшей мере, две из осей γ, d, zV1, zV2, φ1 и φ2 перемещаются для достижения контакта на левой боковой поверхности и на правой боковой поверхности, так что точка контакта соответственно все еще лежит на области эвольвенты упомянутых двух зубчатых колес, в частности, узкого зубчатого колеса. Вычисление, требуемое для этой цели, может выполняться, например, с использованием уравнений [EQ_Cal].
В обоих случаях, местоположение эвольвенты может, как ранее, определяться с использованием [EQ_Rel].
Ориентированное на местоположение производство после правки способного к правке инструмента или после машинной обработки с использованием другого инструмента
Очень частым специальным случаем ориентированного на местоположение производства является случай, в котором работа выполняется с использованием инструмента, имеющего геометрию, измененную по отношению к исходному определению местоположения. Это происходит, например, когда работа выполняется с использованием способных к правке инструментов, которые становятся все меньше и меньше от обработки правки к обработке правки, и, таким образом, изменяют их геометрию. Если обработка правки выполняется в станке, точная геометрия и также местоположение инструмента является известным, как правило, вследствие этой обработки. Альтернативно, местоположение инструмента также может определяться метрологически или посредством установки на шпиндель, например, с использованием желобка. Этот второй вариант может использоваться, например, когда инструмент подвергается правке внешним образом, или когда он является, например, инструментом, подвергнутым последующей обработке шлифования или последующей обработке заострения внешним образом, например, червячной фрезой или колесом зуботочения.
Способ, описанный в этом изобретении, для определения местоположения эвольвент заготовки не всегда выполняется для каждой заготовки одного типа до машинной обработки. Он обычно выполняется один раз или несколько раз для заготовки одного типа, в частности, в массовом производстве. Датчик вставки затем обучается с использованием результата этого определения местоположения. Такие датчики вставки могут, в общем, не определять абсолютное местоположение заготовки, но скорее только местоположение относительно опорного местоположения, что делает такое обучение необходимым. Для этой цели, заготовка, чье местоположение было точно определено, измеряется с использованием датчика вставки и текущее местоположение сохраняется как опорное местоположение. Тогда является возможным с помощью датчика вставки, обученного этим способом, приводить все дальнейшие заготовки в одно и то же местоположение или определять их местоположение относительно опорного местоположения и, таким образом, также определять их абсолютное местоположение. Если местоположение заготовки и местоположение инструмента являются известными таким способом, машинная обработка может выполняться с использованием текущего инструмента, как описано выше, с оптимизацией удаления материала или с оптимизацией согласно другому процессу или с ориентацией местоположения. В этом отношении, текущий инструмент может иметь любую геометрию, которая является подходящей для производства заготовки. Инструмент может, в частности, также изменяться в углах зацепления и/или в спиральном угле и/или в количестве спиралей/зубьев и/или в толщине зуба и/или необязательно в коническом угле по отношению к инструменту, который использовался, чтобы обучать датчик вставки. Могут быть дополнительно установлены все углы скрещивающихся осей и все осевые расстояния, которые являются подходящими для производства заготовки. Этот процесс является необходимым, чтобы иметь возможность обеспечивать точное центрирование во всем сроке службы инструмента. Даже для инструментов, которые изменяются только в диаметре, но не в углах зацепления и/или в спиральном угле и/или необязательно в коническом угле, этот процесс обеспечивает более точное центрирование в сравнении с предшествующим уровнем техники, в котором не используется это точное вычисление, но делается только попытка удерживать спирали червяка в одном и том же положении на червяке в течение правки.
Определение положения заготовки в обучении датчика вставки не необходимо должно выполняться с использованием инструмента. Альтернативно, например, здесь может использоваться зонд измерения или другое устройство измерения. Вставка с использованием датчика вставки является также только одной возможностью определения местоположения заготовки до машинной обработки. Альтернативно, например, определение местоположения является также возможным с использованием зонда измерения или другого устройства измерения.
Ориентированное на положение производство более чем одного зубчатого колеса в фиксации
Является благоразумным в конкретных случаях производить более чем одно зубчатое колесо из заготовки в фиксации. Это может делаться для каждого зубчатого колеса с использованием разных инструментов, которые могут быть установлены на одном и том же шпинделе или на разных шпинделях. В некоторых случаях, является, однако, также возможным производить более чем одно зубчатое колесо с использованием одного инструмента. Если зубчатые колеса должны производиться с ориентацией местоположения, то есть если одно зубчатое колесо должно быть ориентировано на одном из других, как, например, имеет место с реальными и псевдодвойными спиральными зубчатыми колесами, формализм, здесь описанный, может подобным образом использоваться, независимо от того, выполняется ли производство с одним и тем же инструментом или с разными инструментами. Процедура, как изложено ниже, следует этой цели, например:
- первое зубчатое колесо производится с использованием способа, здесь описанного, с определенным местоположением по отношению к опорному направлению. Если такое опорное направление не присутствует, производство выполнятся по отношению к любому требуемому направлению, и местоположение зубчатого колеса определяется с использованием формул, здесь описанных, из местоположения инструмента в ходе производства. Если машинная обработка выполняется над одной боковой поверхностью, координаты γ, d, zV1, zV2, φ1 и φ2 могут записываться в течение любого требуемого времени в течение машинной обработки боковой поверхности и ее местоположение может определяться оттуда. Для другой боковой поверхности, если необходимо, либо следует аналогичный процесс, либо ее положение вычисляется из толщины зуба, для которой выполняется производство. Если машинная обработка выполняется над двумя боковыми поверхностями, координаты γ, d, zV1, zV2, φ1 и φ2 могут записываться для обеих боковых поверхностей или только для одной боковой поверхности для одной и той же точки во времени или для разных точек во времени машинной обработки, и местоположения или местоположение упомянутых двух эвольвент или эвольвенты могут, таким образом, определяться. Альтернативно, здесь также может определяться только положение одной эвольвенты, и второй, если необходимо, посредством толщины зуба.
- Местоположение второго зубчатого колеса вычисляется из местоположения первого зубчатого колеса в соответствии с определением.
- В соответствии с, таким образом, определенным требуемым положением второго зубчатого колеса, кинематика для его производства вычисляется с использованием такого же инструмента или другого инструмента. Если производство выполняется с использованием другого инструмента, его местоположение должно быть известным. Оно может определяться метрологически, например, или оно может быть известным из производства в станке (правки). Альтернативно, оно может определяться посредством желобка в держателе инструмента.
- Дополнительные зубчатые колеса производятся аналогично, как требуется.
В заключение, возможные применения способа в соответствии с изобретением могут быть подытожены следующим образом:
- определение местоположения (ηbl1 и ηbr1) левой эвольвенты и правой эвольвенты с использованием инструмента, при этом упомянутые два зубчатых колеса не должны быть зацепленными, но быть способными зацепляться друг с другом. Для этой цели, точное местоположение эвольвент (ηbl2 и ηbr2) инструмента должно быть известно. Оно может быть известным посредством:
- соответствующим образом произведенным и установленным инструментом:
- из обработки правки в станке;
- посредством измерения с использованием системы измерения;
- посредством измерения с использованием главного колеса, как описано ниже.
Зубчатые колеса могут быть типа 1-4 эвольвенты. Как инструмент, так и заготовка могут иметь известные модификации/различия профиля/ошибки профиля. Для инструментов, имеющих определенную кромку, это может иметь место в нерабочем состоянии, если положение режущих граней является известным.
- Определение местоположения (ηbl2 и ηbr2) левой эвольвенты и правой эвольвенты инструмента в измеренном зубчатом колесе (главном колесе). Его местоположение может быть ранее определено с использованием другой системы измерения в станке.
- Определение толщины зуба инструмента в зубчатом колесе (главном колесе). Оно может быть ранее измеренным во внешнем измеряющем станке. Это может использоваться, например, чтобы определять состояние с заостренным инструментом (червячной фрезой, ножом для срезания тонких слоев).
- Проверка инструмента на дефекты профиля в главном колесе
- Выравнивание эвольвент заготовки на производстве в опорном направлении. Оно может быть определено среди прочего посредством:
- измерения на желобке, отверстии, подвергнутом предварительному зубонарезанию зубчатом колесе (возможно с припуском допустимого отклонения), другом зубчатом колесе, с использованием зонда измерения или подобного;
- определения местоположения с использованием инструмента в подвергнутом предварительному зубонарезанию зубчатом колесе (возможно с анализом припуска), в другом зубчатом колесе, при этом они не должны необходимо находиться в зацеплении друг с другом, в другой, не подвергнутой зубонарезанию (неэвольвентной) части заготовки.
Центрирование инструмента для машинной обработки последующего зубонарезания. Центрирование является комбинацией определения местоположения и ориентации эвольвент.
- Центрирование инструмента с модифицированной геометрией инструмента и/или модифицированной кинематикой производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1982 |
|
SU1039656A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ПОЛНОЙ КОМПЕНСАЦИЕЙ ОШИБКИ ДЕЛЕНИЯ | 2007 |
|
RU2424880C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456136C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ | 2000 |
|
RU2175593C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ЗУБОТОЧЕНИЯ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2584838C2 |

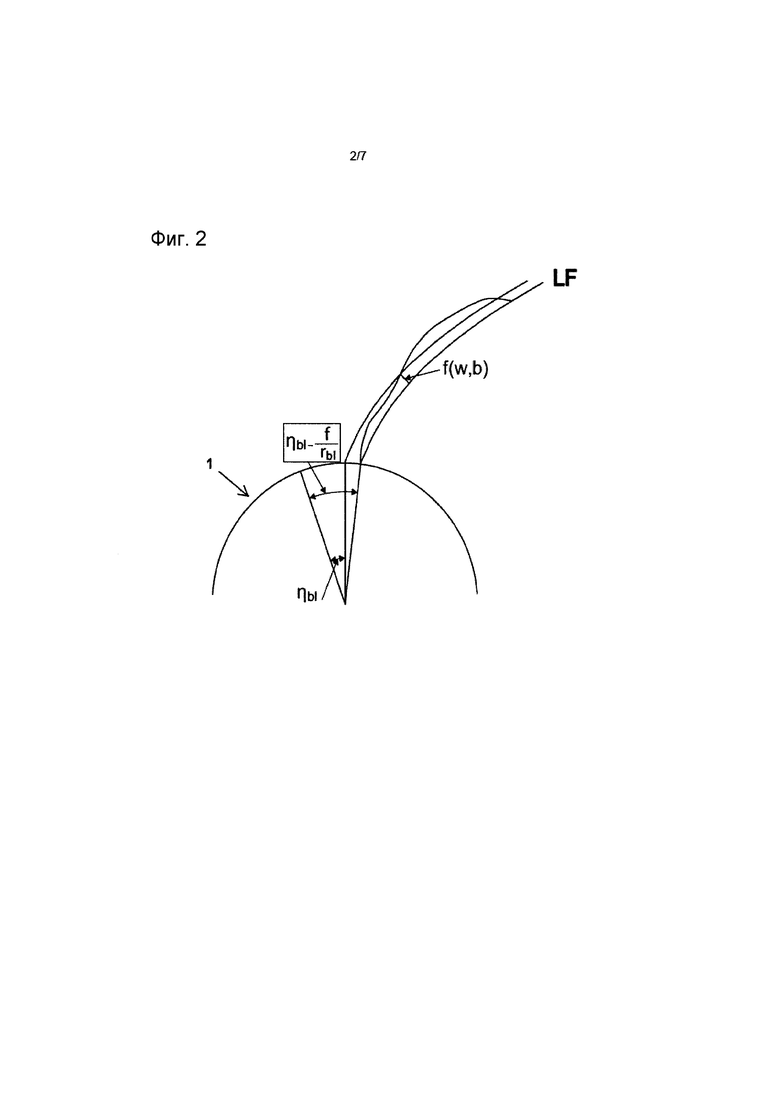
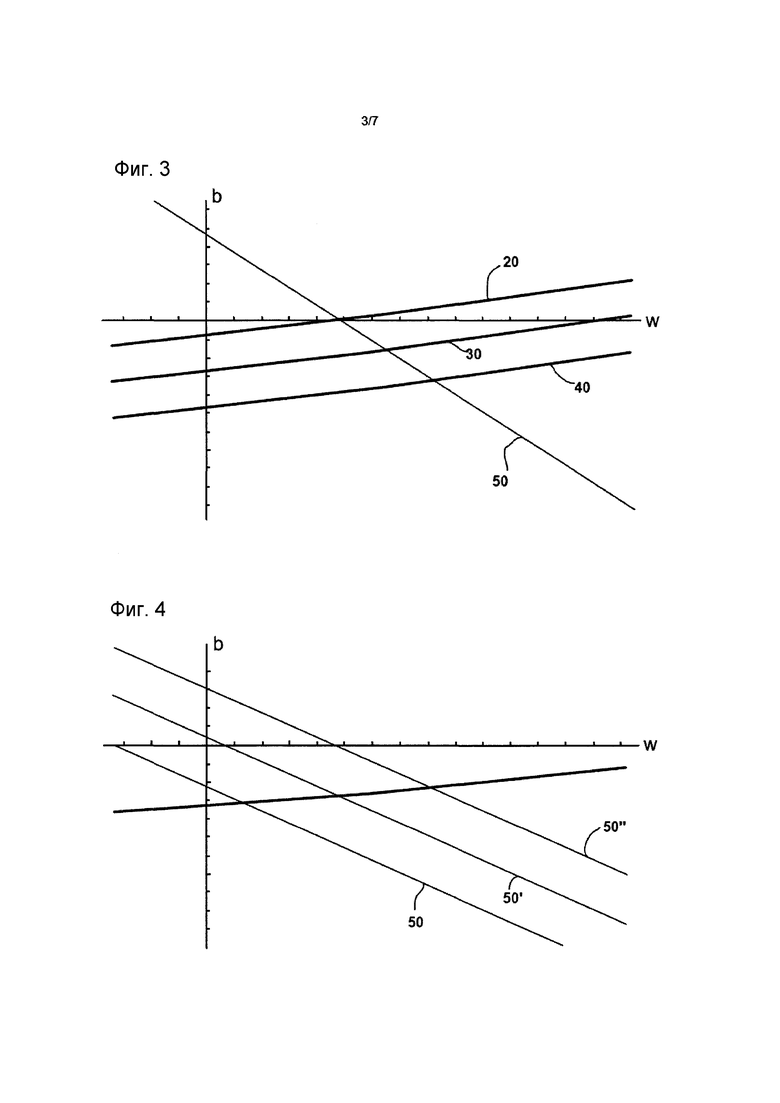
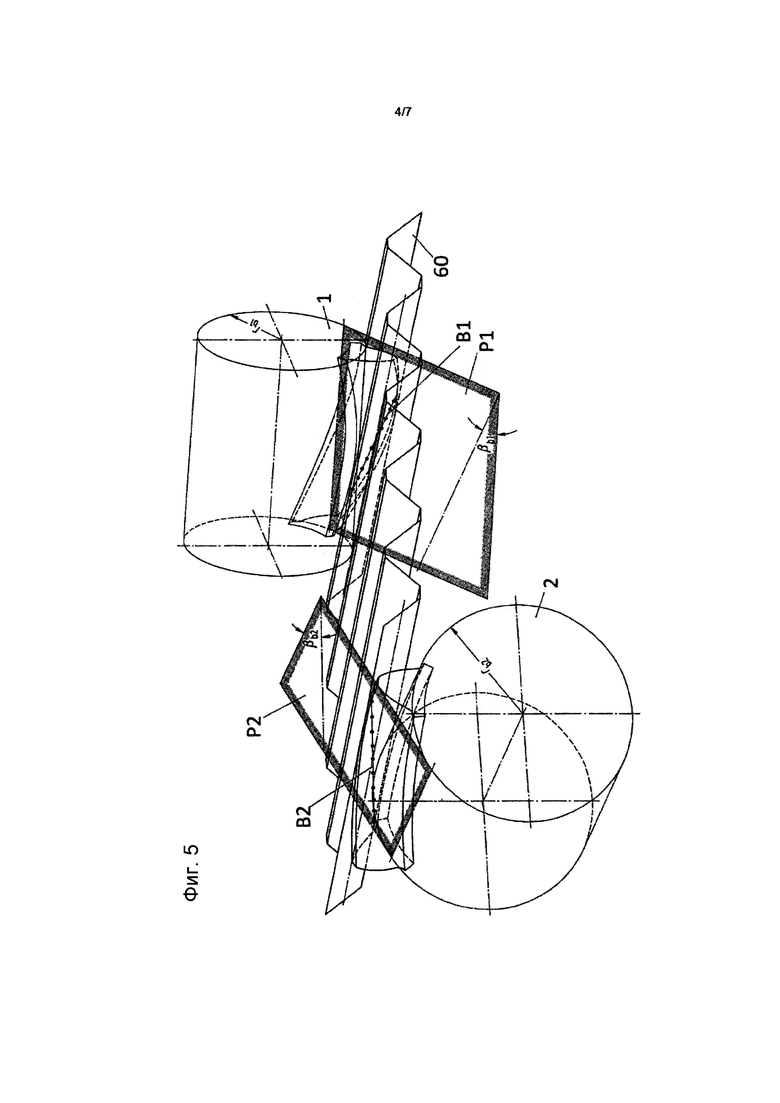

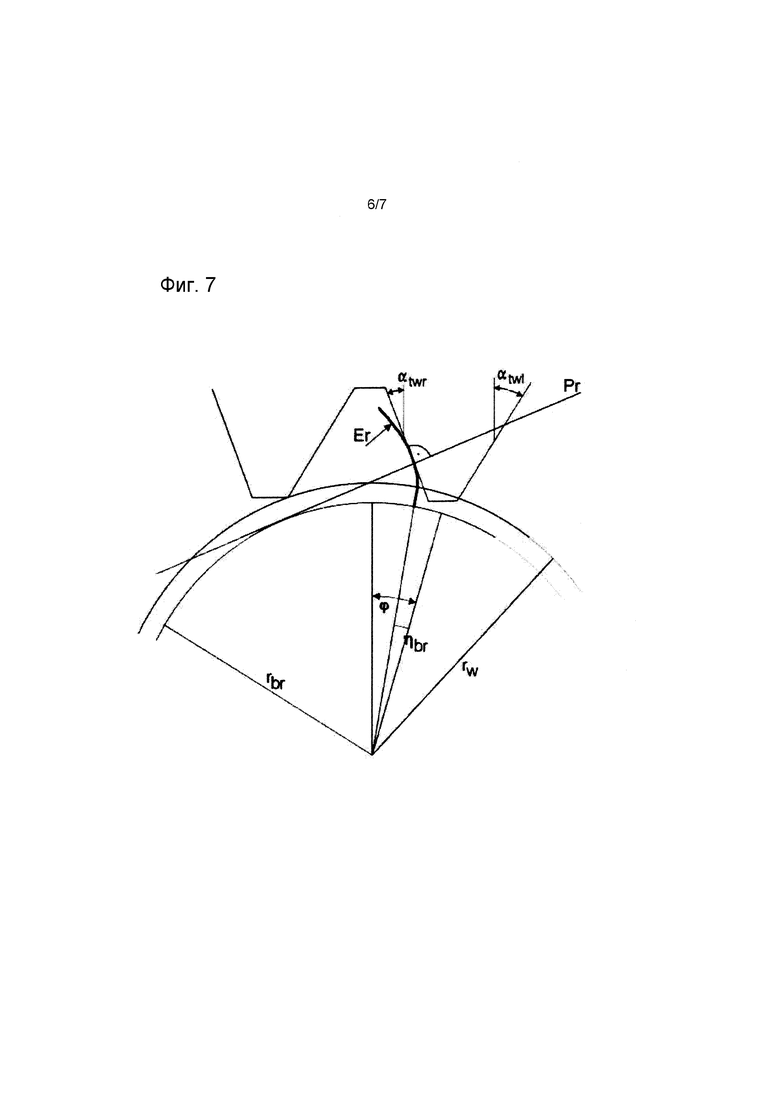

Способ предназначен для определения местоположения эвольвент заготовки, подвергнутой предварительному зубонарезанию, и содержит этапы: формирование первого относительного перемещения между заготовкой и инструментом, обнаружение результирующего первого контакта между первой боковой поверхностью зуба инструмента и первой боковой поверхностью зуба заготовки и обнаружение первого набора координат для представления относительного перемещения заготовки и инструмента; формирование второго относительного перемещения между заготовкой и инструментом, обнаружение результирующего второго контакта между второй боковой поверхностью зуба инструмента и второй боковой поверхностью зуба заготовки и обнаружение второго набора координат для представления относительного перемещения заготовки и инструмента; определение углов вращения, подач, осевого расстояния и угла пересекающихся осей инструмента и заготовки на основе первого и второго набора координат и последующее вычисление местоположения эвольвент на основе углов вращения, подач, осевого расстояния и угла скрещивания осей. 4 н. и 17 з.п. ф-лы, 8 ил.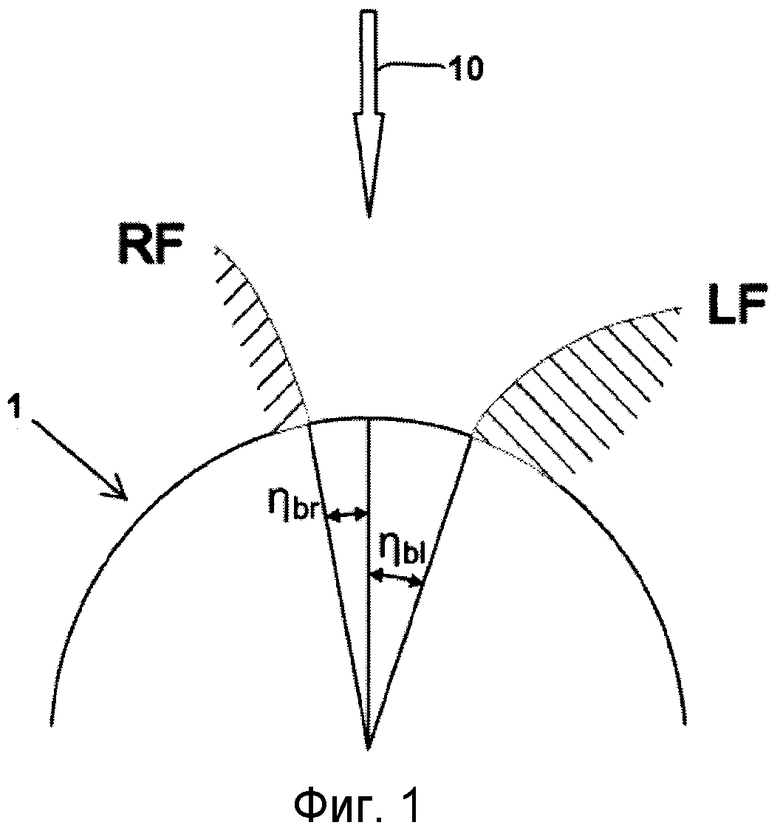
1. Способ определения местоположения эвольвент заготовки, подвергнутой предварительному зубонарезанию, с использованием инструмента зубонарезания на зуборезном станке, включающий следующие этапы:
- формирование первого относительного перемещения между заготовкой и инструментом, определение результирующего первого контакта между первой боковой поверхностью зуба инструмента и первой боковой поверхностью зуба заготовки и определение первого набора координат для представления относительного перемещения заготовки и инструмента, включающего углы поворота и осевое положение заготовки и инструмента и осевое расстояние между ними,
- формирование второго относительного перемещения между заготовкой и инструментом, обнаружение результирующего второго контакта между второй боковой поверхностью зуба инструмента и второй боковой поверхностью зуба заготовки и определение второго набора координат для представления относительного перемещения заготовки и инструмента, включающего углы поворота и осевое положение заготовки и инструмента и осевое расстояние между ними,
- определение углов скрещивания осей инструмента и заготовки на основе первого и второго наборов координат и определение местоположения эвольвент на основе углов поворота, осевого положения, осевого расстояния и углов скрещивания осей.
2. Способ по п. 1, отличающийся тем, что углы поворота, осевые положения, осевое расстояние и угол скрещивания осей определяют посредством составления уравнения кинематической цепи, которое описывает относительное местоположение между заготовкой и инструментом с учетом определенных станочных координат.
3. Способ по п. 1, отличающийся тем, что определяют относительное местоположение эвольвенты левых и правых боковых поверхностей зубьев заготовки по отношению друг к другу в виде суммы левых и правых базовых половинных углов промежутка, которая определяет толщину зуба заготовки.
4. Способ по п. 1, отличающийся тем, что определяют абсолютное местоположение центра зуба или промежутка заготовки в виде разности базового половинного угла промежутка левой и правой боковых поверхностей заготовки.
5. Способ по п. 1, отличающийся тем, что определяют абсолютное положение левой и правой эвольвенты зуба заготовки путем определения базового половинного угла промежутка для левой и/или правой боковой поверхности или поверхностей заготовки.
6. Способ по п. 1, отличающийся тем, что при определении местоположения учитывают модификации левой и/или правой эвольвенты или эвольвент заготовки и/или инструмента.
7. Способ по п. 1, отличающийся тем, что заготовка и/или инструмент выполнен или выполнены в виде асимметричного цилиндрического и/или конического зубчатого колеса, при этом заготовка и инструмент предпочтительно образуют винтовую зубчатую передачу.
8. Способ по п. 1, отличающийся тем, что его выполняют независимо от того, зацеплены ли заготовка и инструмент друг с другом.
9. Способ по п. 1, отличающийся тем, что для последующей обработки зубонарезанием инструмент устанавливают с учетом местоположения эвольвент.
10. Способ по п. 1, отличающийся тем, что определения наборов координат выполняют многократно и повторяют с идентичными и/или разными точками контакта между инструментом и заготовкой при идентичных и/или различных промежутках между зубьями/зубьях/спиралях инструмента и/или заготовки, и при этом множество повторений статистически оценивают для уменьшения неточностей измерения и/или используют для анализа припуска и/или для определения профиля/боковой поверхности, и/или для определения шага, и/или для определения толщины зуба.
11. Способ по п. 1, отличающийся тем, что инструмент устанавливают с учетом предшествующего анализа припуска, причем удаление материала является одинаковым или почти одинаковым в нормальном направлении на левой и правой боковых поверхностях заготовки или распределение удаления устанавливают напрямую.
12. Способ по п. 1, отличающийся тем, что при использовании инструмента, имеющего определенную кромку, выравнивают перемещения по оси инструмента и/или заготовки, предпочтительно угол поворота и/или осевое положение инструмента и/или заготовки, заранее со знанием местоположения одной или более режущих граней инструмента, так что по меньшей мере одна точка контакта лежит между заготовкой и инструментом в области определенной кромки, расположенной на огибающем зубчатом колесе.
13. Способ по п. 1, отличающийся тем, что между первым контактом и вторым контактом инструмент и/или заготовку перемещают по меньшей мере по двум осям, в частности осевого положения и угла поворота заготовки и/или инструмента, или альтернативно регулируют только угол скрещивания осей, в частности, посредством поворота инструмента и/или заготовки.
14. Способ по п. 1, отличающийся тем, что используют вставной датчик, который настраивают для массового производства заготовки так, что точно измеряют местоположение эвольвенты для первой заготовки и далее ее положение определяют и сохраняют со ссылкой на опорное местоположение с использованием вставного датчика, при этом последующие заготовки приводят в одно и то же местоположение с использованием вставного датчика.
15. Способ по любому из пп. 1-14, отличающийся тем, что только одну физическую ось зуборезного станка используют для первого и/или второго относительного перемещения или перемещений при условии, что упомянутое перемещение обеспечивает изменение только одного осевого положения и только одного угла поворота только одного из двух зубчатых колес в виде инструмента и заготовки.
16. Способ обработки заготовки на зуборезном станке, включающий определение ее местоположения на зуборезном станке,
при котором устанавливают по умолчанию требуемый правый и/или левый базовый половинный угол промежутка и/или требуемое местоположение центра зуба или промежутка для заготовки, подлежащей обработке,
затем определяют по отношению к опорному направлению по меньшей мере одно требуемое значение для угла поворота и/или для осевого положения или положений инструмента и/или заготовки, и/или угла скрещивания осей, и/или осевого расстояния двух зубчатых колес в виде инструмента и заготовки путем определения местоположения эвольвент способом по одному из пп. 1-15, с учетом которых осуществляют обработку заготовки инструментом.
17. Способ по п. 16, отличающийся тем, что опорное направление для базового половинного угла промежутка предпочтительно определяют посредством измерения с использованием зонда измерения.
18. Способ по п. 16, отличающийся тем, что определение требуемого значения или значений для угла или углов поворота, для осевого положения или положений, для осевого расстояния и для угла скрещивания осей выполняют с использованием кинематической цепи, которая описывает местоположение заготовки относительно инструмента.
19. Способ по п. 16, отличающийся тем, что заготовки по меньшей мере двух зубчатых колес обрабатывают с ориентацией местоположения по отношению друг к другу, при этом определение местоположения сначала выполняют для заготовки первого зубчатого колеса, имеющего предварительно определенное опорное направление, и повторяют для по меньшей мере одного дополнительного зубчатого колеса, местоположение которого определяют из местоположения первого зубчатого колеса.
20. Зуборезный станок, имеющий числовое программное управление (ЧПУ) и предназначенный для выполнения определения местоположения эвольвент способом по одному из пп. 1-15.
21. Зуборезный станок, имеющий числовое программное управление (ЧПУ) и предназначенный для обработки заготовки способом по одному из пп. 16-19.
| DE 102011077231 B3, 11/10/2012 | |||
| Способ нарезания зубчатых колес | 1980 |
|
SU891273A1 |
| ЗУБОШЛИФОВАЛЬНЫЙ СТАНОК | 0 |
|
SU378052A1 |
| Способ контроля зубчатых колес на зубошлифовальных станках | 1982 |
|
SU1070424A1 |
| Способ контроля зубчатых колес перед зубошлифованием | 1983 |
|
SU1147919A1 |

