Изобретение относится к металлургии и может быть использовано при термообработке высокопрочных холоднокатаных листов из малоуглеродисть х сталей, предназначенных для глубокой вытяжки.
Цель изобретения - улучшение качества металла путем повышения пластичности при сохранении прочностнЫхЧ свойств.
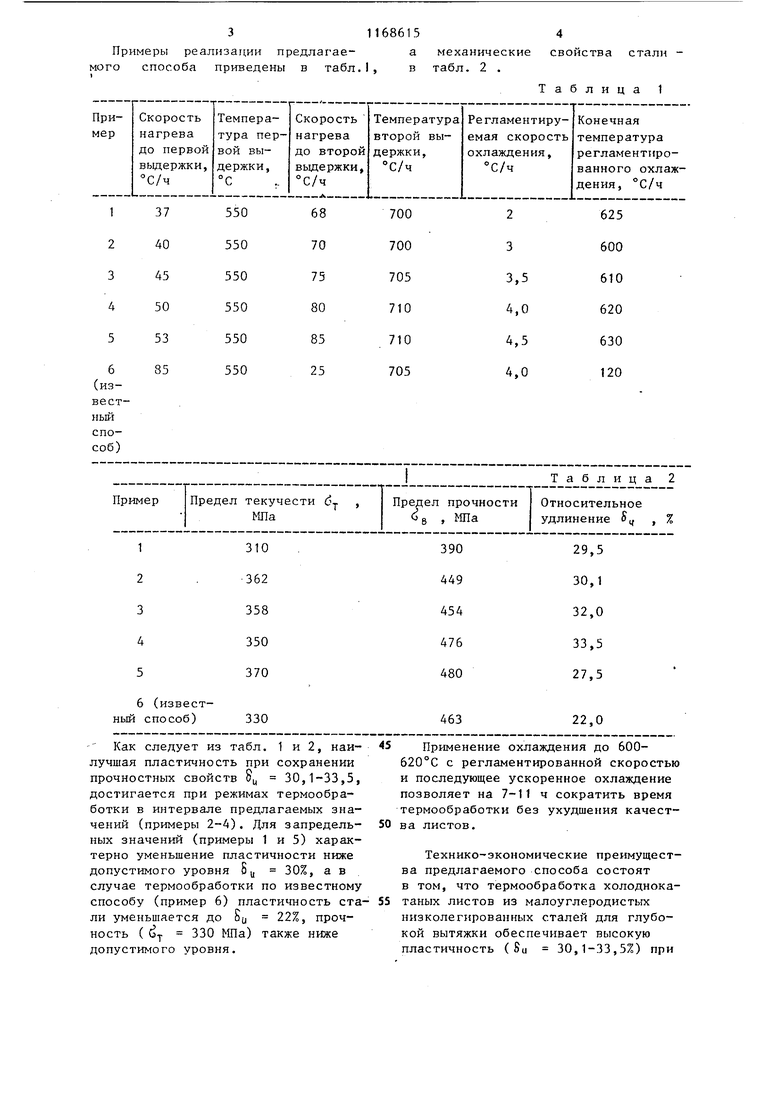
На фиг. 1 изображены зависг-гмости предела текучести 6 и относительного удлинения 0 от скорости нагрева до первой выдержки; на фиг. 2 - зависимость тех же параметров от скорости нагрева д,о второй выдержк.
Э сперимеиталы о установле1ю, что снижение скорости нагрева до первой выдерлски менее 40°С/ч и скс рости до BTopoiJ выдержки менее приво,диг к об;)ааовани;о укрупненного зерна гоеррита 8-9 балл и понижению : рочностльк характеристик металла. Предел текучести готового металла б,менее 350 МПа (фиг. 1 li 2), что чедоггуст:1мо,
скорости наг11ева до nepiioii выдержки более 50°С/ч и ;:,о второй выдержки более 80°С/ч приводит к чрезмерному ко.чичеству BHOBI образугопикся центров рекрюталлизации и (Ьормированию мелкозерн5- стой структуры (балл зерна сЬеррита 10-11) а также неблагоприятному ,елению частип вторичной фазы - карбонитр -1,дов титана, что ухул :иает пластические характеристигси .листа. При этом Нц eнee 30% (фиг, 1 j; 2), что ухудшает 1пта н уемость металла,
Охлал(дение с регламентируемой ско ростыо более 4°С/ч препятствует равномерному распределению марганца в -железе, что снижает пластичность металла, а при скорости менее 3°С/ч приводит к коагуляции карбонитрлдов и снижению прочпости металла.
Снижение температуры охла) с регламентируемой скоросттло менеее 600°С пецелесообразьо, так как рекр1; стал;п1зационные процессы уже завершились, а начало окончател1)Пого охлаждения при температуре выие 620°С приводит к } еравномерному распределению марганца в об -железе,П р ti ы с р. Непрерывно-литые слябы из малоуглеродистой стали хи.мического состава ( проба) :
С0,06
Ми0,95
Si0,29
Р0,017
Н0,020
Сг0,03
N10,03
Си0,07
Л10,073
Ti.0,03
прокатывают на непрерывном широкополосном стане 2000 горячей прокатк в полосы сечением 4,0x1420 мм и сматывают в рулоны при 640°С. Горячекатан)е полосы далее подвог гают солянокислотному травлению ;{Л ненрсрывно- равил.ьв:ом агрегате м передают к э-клетево Г/ CTiuiy 2030 х-оло;1. прокатки. 1)окатка на ст:1не 2030 ве;;,агся на коночнуга TO.iiiisiJiy 1.8 мм. XoJiOAHtjKaTauLie полосы, с:-ютанн ;1е в рулоны массой д.о 24 т, rpaHcnojiTnру;отся в отдолеггие к(:;ня.кового отжиia. Рулоны устанаил - вают на стенды колнаковых печей в 3 Mjiyca, закрывают муфелем, нагревателвупл- K(x-niaком, заполняют подму( пространство защитпым и осу|дествляioT термообработку са;1ки пО iэeжIi гy: iiariJCB со cKopocTiiio до 550°С .,ep;KKa при этой тег-нгературе, поBTOiMibni нагрев со скоростЬО 75° С/ч до , выдержка iipi темпетгатуре г.овторного нагрева и юслед. охлаж/трцие,
Охлаждение с регламентируемой ско юствю 3,5°С/ч д,осги ается совмес1Н1 ;ь: остыванием са;нчМ, накря,1тоГ1 мyll) и нагревателыкым колпаком. Скорость охла:кдения регулируется со.л1гчест11ом подаваемого з газа и топлива. При д(;стижении температуры металла нагревателььый колпак снимается, и охлаждение до температуры распаковки 80° ведется под муфелем с повып;енной скорост за счет принуд,ительного охлаждения муфеля водой. После окончания термической обрабо;л и осу це1СБЛяют распа1;овку металла, его охлаждевие до температурь( воздуха в цехе и дрессировку со степе}И)Ю деформации 1,5% на одпоклетевом дрессировочном стане 2030. Jlpii дрессировке к валкам и полосе кгодают смазочно-охлаждаощую жпдк1,сть. Лроссировка ведется с пе15ед,ни) и задним натял;ением полосы.
31168615
Примеры реализации предлагав- а приведены в табл.I, в
мого способа
механические
свойства стали табл. 2 .
Таблица 1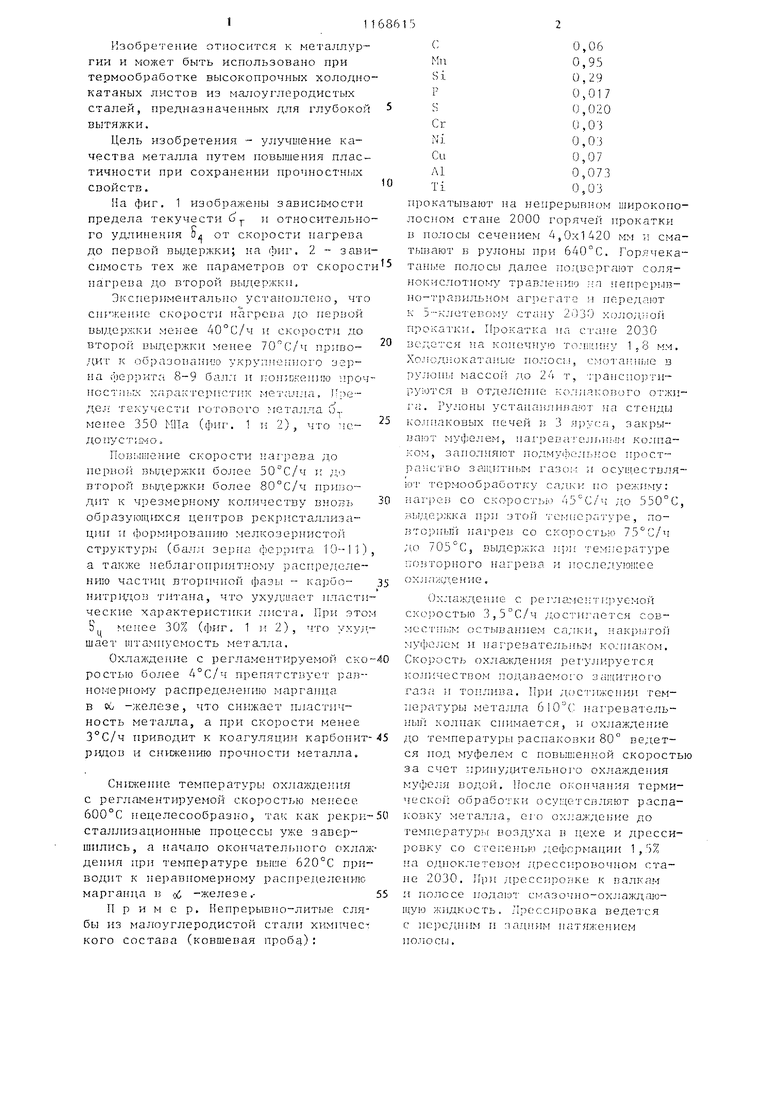

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2288284C1 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ РУЛОНОВ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2007 |
|
RU2346062C2 |
| Способ термической обработки холоднокатаного листового проката | 1990 |
|
SU1698302A1 |
| Способ термической обработки высокопрочного проката | 1987 |
|
SU1511284A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2312906C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2255988C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, ПРОКАТАННОЙ НА ТЕКСТУРИРОВАННЫХ ВАЛКАХ | 2011 |
|
RU2458154C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2309990C2 |
1. СПОСОБ ТЕРМООБРАБОТКИ ВЫСОКОПРОЧНЫХ ХОЛОДНОКАТАНЫХ ЛИСТОВ, вкл1очаюБ1;ий нагрев металла до 500550°С, выдержку при этой температуре, повторньш нагрев до 690-710°С, выдержку при температуре повторного нагрева и последующее охлаждение с регламентируемой скоростью 3-4°С/ч, отличающийся тем, что, с целью улучшения качества металла путем повышения пластичности при сохранении прочностных свойств, нагрев до 500-550°С производят со скоростью 40-50С/ч, а до 690-710С - со скоростью 70-80°С/ч. 2. Способ по п. 1, о т л и ч аю щ и и с я тем, что, с целью сокра(Л щения времени термообработки, охлаждение со скоростью 3-4° С/ч ведут до 600-620°С. О5 00 а
37 40 45 50 53 85
550
68 70 550 550
75 80 85 25 550 550 550
350
370
6 (известный способ)
330
Как следует из табл. 1 и 2, наилучшая пластичность при сохранении прочностных свойств 5ц 30,1-33,5, достигается при режимах термообработки в интервале предлагаемых значений (примеры 2-4). Для запредельных значений (примеры 1 и 5) характерно уменьшение пластичности ниже допустимого уровня О ц 30%, а в случае термообработки по известному способу (пример 6) пластичность стали уменьшается до S(j 22%, прочность ( d-j- 330 bffla) также ниже допусти того уровня.
625 600
3,5 610 4,0 620 4,5 630 4,0 120
Таблица 2
476
33,5
480 27,5
22,0
463
Применение охлаждения до 600620°С с регламентированной скоростью и последующее ускоренное охлаждение позволяет ни 7-11 ч сократить время термообработки без ухудшения качестна листов.
Технике-экономические преимущества предлагаемого способа состоят в том, что термообработка холоднокатаных листов из малоуглеродистых низколегированных сталей для глубокой вытяжки обеспечивает высокую пластичность ( Su 30,1-33,5%) при
сохранении прочностных характеристик стали, что значительно увеличивает выход годных деталей при штамповке .
Скаиост нагреЗа до второй 8ыдертт, c/v Фиг.г
| Способ изготовления листа для особо сложной вытяжки из нестареющей кипящей стали | 1972 |
|
SU456007A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Беняковский М.А | |||
| и др | |||
| Производство автомобильного листа | |||
| М., Металлургия, 1979, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Гусева С.С | |||
| и др | |||
| Непрерывная термическая обработка автолистовой стали | |||
| М., Металлургия, 1979, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
