.1
Изобретение относится к отделке в отделочном производстве ткани с массой до 850 г/м, в особенности льняных и полульняных, в частности брезентовых и им подобных тканей.
Целью изобретения - снижение жесткости ткани.
Способ отделки движущейся брезентовой ткани заключается в последовательном ее увлажнении, расправлении. Затем ткань подвергают изгибу в по-г перечном направлении с одновременным смятием, усадки и сушки с одновременным глажением, при этом ткань между расправлением и сушкой проводят при вытяжке 0,5-1,0%, а усадку и сушку с одновременньпм глажением осуществляют при 115-125 С,
На чертеже представлена схема устройства для реализации способа.
На стойке 1 смонтированы валы 2, а ыа подвилшой стойке 3 направители 4, Направители 4 могут смещаться относительно валов 2 с целью изменения ткани в заправке и интенсивности воздействия. Для плющения применены каландры 5, установленные на основании 6. Валы 2, направители 4 и каландры 5 имеют поверхность в виде продольных, поперечных или расположенных под углом насечек различной конфигурации, или в виде выступающ гк бугорков и т,д,, т,е, обеспечив ;от смятие ткани для переориентации волокна в ткани. На чертеже показаны две секции для обеспечения многократного изгиба смятием. Размеры валов 2 и направителей 4 могут иметь различную кривизну, а с учетом смещения подвижной стойки 3 и различные углы обхвата тканью поверхностей 2 и 4, а отсюда различную интенсивность воздействия на ткань. Для проводки ткани 7 с поверхностной плотностью порядка 300 г/м направители 4 должны быть приближены к стойке 1, а для проводки ткани 7 с поверхностной плотностью до 850 г/м удале Ы от нее, т,е, длина ткани в заправке будет большая; нежели в nepjBOM случае .
Устройство работает следующим образом.
Ткань 7 после расправления проводится в виде ряда петель, огибая, валы 2 и направители 4, где получает воздействие и попадает в зону действия каландров 5, поочередно огибая
00232
их где фиксируется первая вытяжка в 0,5-1,0%, Далее ткань, минуя валы и направители второй секции, входит в зону действия усадочной машины,
5 вытягивается на 0,5-1,0%, вытяжка фиксируется, затем с вытяжкой 0,51,0% ткань поступает на отделочный барабан,-где закрепляет эффект отделки ткани,
0 Пример 1, Льняная ткань арт, 12106-двуниток суровьш (рукавичная ткань), Поверхностная плотность 340 г/м, Жесткость до обработки по основе 35 ГС, а по утку 40 гс. Ткань
5 предварительно увлажняется известным способом в течение 15-20 ч, где получает равномерную влажность порядка 6-6,5%, На усадочной линии, например ЛУ-180, она расправляется
0 и при скорости до 30 м/мин проходит
устройство многократного изгиба со . смятием, при заправке между валами и каландрами фиксируется первая вытяжка величиной 0,5-0,6%, вторая
5 вытяжка - от каландра до усадочной машины то же 0,5-0,6% и от усадочной машины до отделочного барабана 0,50,6%, До усадочной машины все операции с тканью осуществляются при
Q комнатной температуре. Проведенные вьше подготовительные операции придают ткани надлежащую пластичность, ппдатливость, т,е, подготовленность для прохождения в усадочной машине при 115 С, где при изгибе и плющении
фиксируются все технологические качества.
Далее ткань попадает на сушильньй барабан, где при 115 С досушивается с одновременным глажением, где
закрепляется зффект отделки ткани, В результате реализации способа жесткость по основе снижается до 20 ГС, а по утку 25 кг,- т.е, пример но 1,9 раза. Величина поперечной деформации резинового ремня усадочной машины установлена в пределах 38 40 уел, ед, (прижим резинового ремня) , а продольная деформация - в преJ делах 11-12 уел-, ед,, что соответствует уменьшению сечения ремня на 3-7 мм и его удлинению на 10-20 мм.
Пример 2, Льняная ткань арт, 11102-парусина брезентовая су5 ровая. Поверхностная плотность
802,2 г/м, Жесткость до обработки по основе равна 75 гс, а по утку 36 гс. Ткань известным способом 3 предварительно увлажняют до 8% в течение 20-25 ч. Скорость работы усадочной линии 26-27 м/мин. Ткань проходит устройство многократного изгиба, смятия с плющением, когда валы и направители. максимально отодвинуты друг от друга (на чертеже пунктирная линия). Соответственно вытяжка ткани д6 каландра 1,0% и до усадочной машины то же до 1,0%. До усадочной машины все операции .: тканью осуществляются при комнатной температуре, В усадочной машине температура равна порядка 125 С. Между сушильной машиной и отделочным барабаном вытяжка составляет до 1% 23. 4 На V /rnHJii-HOM барабане температура тояхс равна 125 С, где ткань досушивается и осуществляется ее глажение, В результате жесткость по основе снизилась до 40,5 гс, а по утку 22,8 ГС, т.е. в 1,5-1,9 раза. Способ отделки льняных и полуль шных тканей на современном оборудовании с устройством, ранее не приспрсобленнымцля такого вид-а отделки, расширяет отечественную базу отделочного оборудования и позволяет провести отделку ткани со снижением жесткости в 1,5-1,9 раза, тем самым увеличить срок службы ткани и пошитой игз нее спецодежды в 2-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделки движущихся брезентовых тканей | 1982 |
|
SU1090774A1 |
| Способ изготовления одежды из льняных тканей | 2020 |
|
RU2773599C2 |
| Способ заключительной отделки движущегося текстильного материала | 1980 |
|
SU969800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНЫХ ТКАНЕЙ | 1996 |
|
RU2084568C1 |
| Способ изготовления многослойного материала для внутренних деталей обуви | 1990 |
|
SU1771662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНЫХ ТОНКОСУКОННЫХ ТКАНЕЙ | 1991 |
|
RU2077620C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ДЛЯ СТЕЛЕК И СУПИНАТОРОВ ОБУВИ И МАТЕРИАЛ ДЛЯ СТЕЛЕК И СУПИНАТОРОВ ОБУВИ | 2002 |
|
RU2219815C1 |
| ФЕРМЕНТАТИВНЫЙ СПОСОБ ЗАКЛЮЧИТЕЛЬНОЙ УМЯГЧАЮЩЕЙ ОТДЕЛКИ ЛЬНЯНЫХ ТКАНЕЙ | 2008 |
|
RU2372430C1 |
| Способ заключительной отделки текстильной ткани и поточная линия для его осуществления | 1978 |
|
SU739911A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДГОТОВКИ ВИСКОЗНЫХ ШТАПЕЛЬНЫХ ТКАНЕЙ | 1993 |
|
RU2037588C1 |
1. СПОСОБ ОТДЕЛКИ ДВИЖУЩЕЙСЯ БРЕЗЕНТОВОЙ ТКАНИ путем последовательного ее увлажнения, расправления, усадки и сушки с одновременным глажением, отличающийс я тем, что, с целью снижения жесткости ткани, последнюю перед усадкой подвергают изгибу в поперечном направлении с одновременным смятием, при этом ткань между расправлением и сушкой проводят при вытяжке 0,5-1,0%. 2. Способ по п. 1, отличающийся тем, что усадку и сушку с одновременным глажением осуществляют при 115-125с. О о го со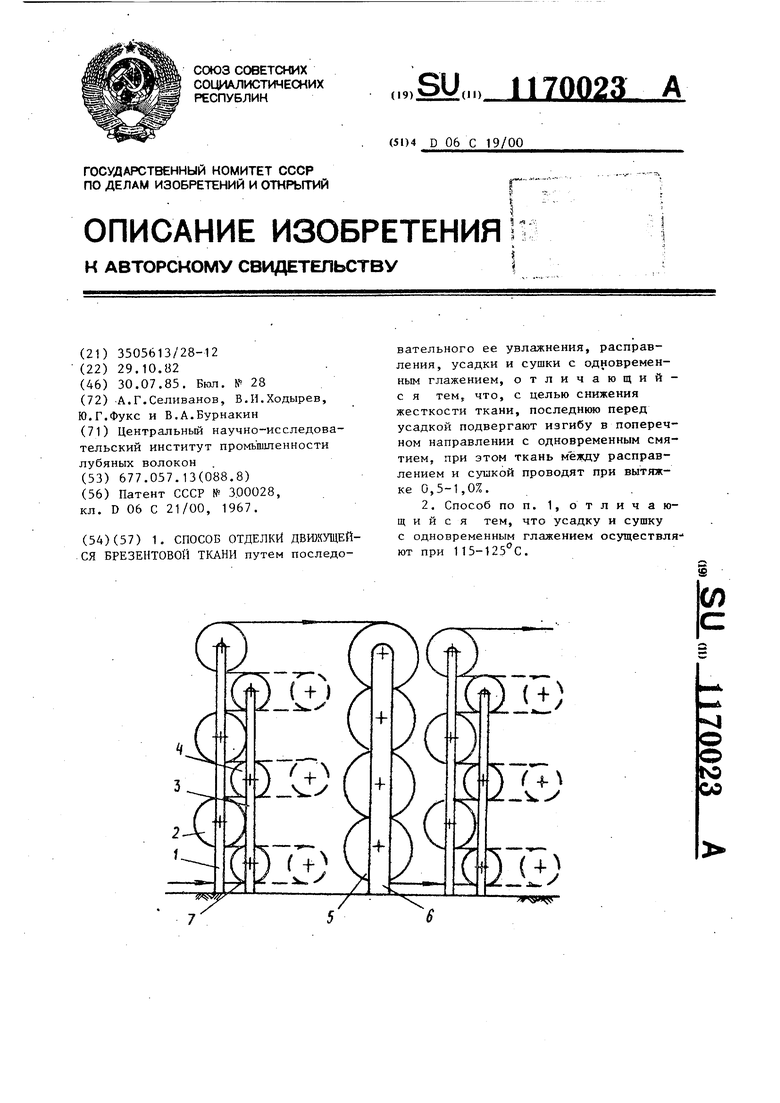
| УСТРОЙСТВО для ПРЕССОВОЙ УСАДКИ ТКАНИ | 0 |
|
SU300028A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
