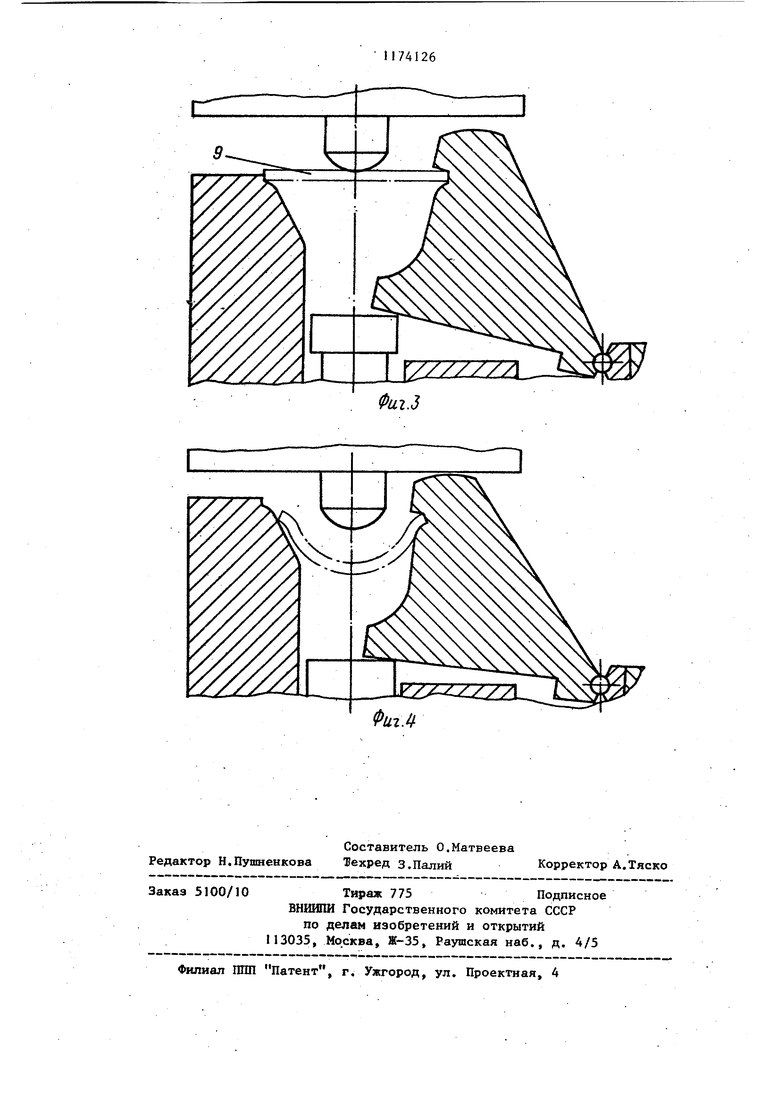
1 Изобретение относится к листово штамповке. Целью изобретения является расширение технологических возможностей и уменьшение разнотолщиннос изделия. На фи. 1-и|ображен штамп, вид сверху; ра фиг2 2 - разрез А-А на kr.l, на фиг. 3 - то же, в положе нии начала тф Щ&сса штамповки; на фиг. 4 -, ур 1ё,| в промежуточном положении .роцерса штамповки. .я дытяжки содержит верх нйКГгШйту I, нижнюю плиту 2, пуансон 3, выталкиватель 4, неподвижную матрицу 5, поворотные секторы 6, содержащие элементы поверхности рабочей полости матрицы 5. Секторы 6 размещены в радиальных пазах 7 матрицы 5 и своими периферийными сторонами соединены с нижней плитой 2 шарнирами 8 с возможностью поворота до положения, достаточного для размещения заготовки 9. Высота пуансона 3, закреплен ного на верхней плите I, принята из расчета перемещения в рабочую полость матрицы на 0,05-0,1 ее глу бины. На рабочих поверхностях секторов 6 выполнены криволинейные, концентрично расположенные к рабочей поверхности матрицы 5, пазы 10 Штамп работает следующим образом. 262 При открытом положении штампа выталкиватель 4, поворачивая секторы 6 на осях шарниров 8, приподнимает их, обращенные к центру штампа края, до положения, достаточного для размещения заготовки 9. Заготовку 9 размещают в углублении 11 матрицы 5 и в пазах 10 секторов 6. При ходе подвижных частей штампа вниз пуансон 3 действует на центральную часть заготовки 9, придавая ей прогиб на величину 0,05-0,1 глубины рабочей полости матрицы 5. В этот момент верхняя плита I вступает в контакт с секторами 6, принуждая их поворачиваться вокруг своей оси шарниров 8 и передавать усилие на периферийную часть заготовки 9, направленное к ее центру, а пуансон 3 с этого момента в дальнейшем формообразовании заготовки не участвует. Периферийные участки заготовки 9, расположенные между секторами 6, в процессе формообразования опираются на матрицу 5. Предлагаемая конструкция штампа для вытяжки позволяет уменьшить разнотолщинность изделия, так как преобрадают сжимающие напряжения за счет отсутствия специальных приводов перемещения инструмента подпора, значительно упрощается конструкция штампа.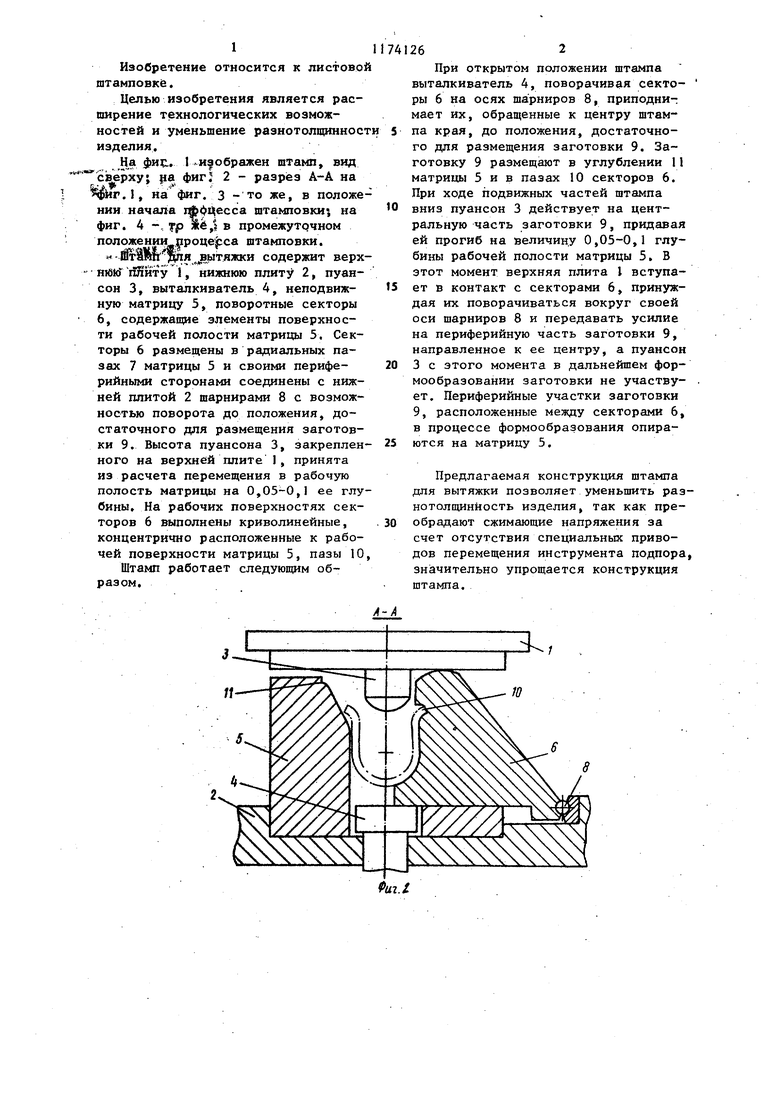
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| Способ изготовления штампованных изделий | 1986 |
|
SU1412867A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Устройство для многопереходной штамповки | 1987 |
|
SU1724412A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
ШТАМП ДЛЯ ВЫТЯЖИ, содержащий прикрепленный к верхней плите пуансон, размещенную на нижней плите матрицу, выполненную из неподвижной части и поворотных секторов, а также установленный в рабочей полости матрицы вертикально подвижный выталкиватель, отличающийся тем, что, с целью расширения технологических возможностей и уменьшения разнотолщинности изделия, неподвижная часть матрицы выполнена с радиальными пазами со стороны, обращенной к верхней плите, поворотные секторы размещены в этих пазах с возможностью контакта с верхней плитой штампа и выталкивателем, а пуансон установлен с возможностью ограниченного перемещения в рабочую полость матрицы. 4iib Од
| Штамп для глубокой вытяжки | 1978 |
|
SU721176A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
