Изобретение относится к обработке металлов давлением, в частности к способам изготовления точных поковок полых деталей сложной конфигурации с наружными шестигранной и цилиндрической поверхностями преимущественно из труднодеформируемых материалов и может быть использовано для изготовления корпусов, стаканов, гаек и других деталей.
Целью изобретения является снижение расхода материала и повышение качества получаемых изделий.
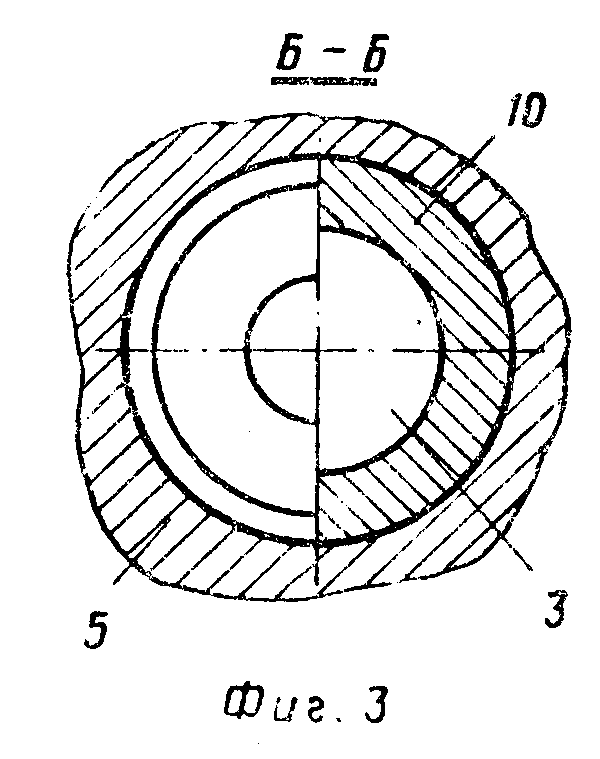
На фиг.1 показана схема расположения заготовки и элементов штампа в исходном положении (слева от оси), схема расположения инструмента и поковки после окончания штамповки (справа от оси), общий вид, разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1.
Способ реализуется следующим образом. Верхняя и нижняя половины штампа посредством верхней 1 и нижней 2 плит (см. фиг.1) устанавливаются на рабочих органах деформирующей машины. Верхняя половина штампа включает пуансон 3 с наружной конической поверхностью, соответствующей внутренней поверхности изделия, и плоским периферийным торцом, закрепленный на верхней плите посредством пуансонодержателя 4. Нижняя половина штампа содержит матрицу 5, запрессованную в обойму 6, и выталкиватель 7, смонтированный в нижней плите 2.
Внутренняя поверхность матрицы 5 имеет верхний цилиндрический участок под периферийный торец пуансона 3, участок шестигранной поверхности (см. фиг. 2), промежуточный и нижний цилиндрические участки, соединенные между собой коническим переходом. Промежуточный цилиндрический участок (см. фиг.1 и 3) соединен с участком шестигранной поверхности также коническим переходом и обеспечивает формообразование наружной цилиндрической поверхности детали. Нижняя цилиндрическая поверхность матрицы (см. фиг.1) предназначена для образования полости компенсатора 8.
В исходном состоянии штамп разомкнут, так как рабочие органы машины находятся соответственно в крайнем верхнем и нижнем положениях. Исходная заготовка 9 устанавливается в полость матрицы 5 до упора в конический переход, соединяющий шестигранный и промежуточный цилиндрические участки. В качестве исходной заготовки используется нагретая до определенной температуры толстостенная труба соответствующих размеров с площадью сечения на 15-20% меньше максимальной площади сечения поковки в зоне шестигранника.
В процессе рабочего хода деформирующей машины происходит сближение ее рабочих органов, при этом половины штампа смыкаются и осуществляется объемная штамповка детали, которую условно можно разделить на два этапа. На первом из них при входе пуансона 3 в отверстие заготовки 9 и перемещении его вниз осуществляется раздача заготовки, а с момента достижения периферийным торцом пуансона верхнего торца заготовки дополнительно происходит ее осадка. При этом осуществляется предварительное формообразование внутренней конической поверхности поковки, бурта у верхнего торца, наружной шестигранной поверхности и частично конического перехода между шестигранной и цилиндрической наружными поверхностями поковки.
На втором этапе производится выдавливание периферийным торцом пуансона 3 металла из верхнего бурта и перемещение его (под воздействием конической поверхности пуансона) в радиальном направлении в сторону наружной поверхности. Такой характер деформирования в сочетании с выбранным соотношением площадей заготовки и поковки, обеспечивающим необходимый объем металла, создает оптимальные условия для истечения металла в зоне шестигранника, обеспечивая полное оформление ребер по вcей высоте. На втором этапе осуществляется также окончательное формообразование внутренней и наружной поверхности поковки 10, при этом оформление нижнего торца происходит за счет свободного истечения металла, излишки которого вытесняются в компенсатор 8.
После окончания штамповки осуществляется обратный ход деформирующей машины, в процессе которого штамп размыкается и выталкиватель 7 удаляет поковку 10 из матрицы 5.
П р и м е р. Изготовление полой детали из стали 12Х18Н10Т с шестигранной (размер под ключ S = 242 мм) и цилиндрической (диаметр D = 204 мм, высота Н = 50 мм) наружными поверхностями общей высотой 210 мм, внутренней конической поверхностью с углами конусности 24 и 10о осуществляли на бесшаботном молоте типа МШ (энергия удара до 300 кДж, скорость соударения баб до 12 м/с) объемной штамповкой в закрытом штампе следующим образом.
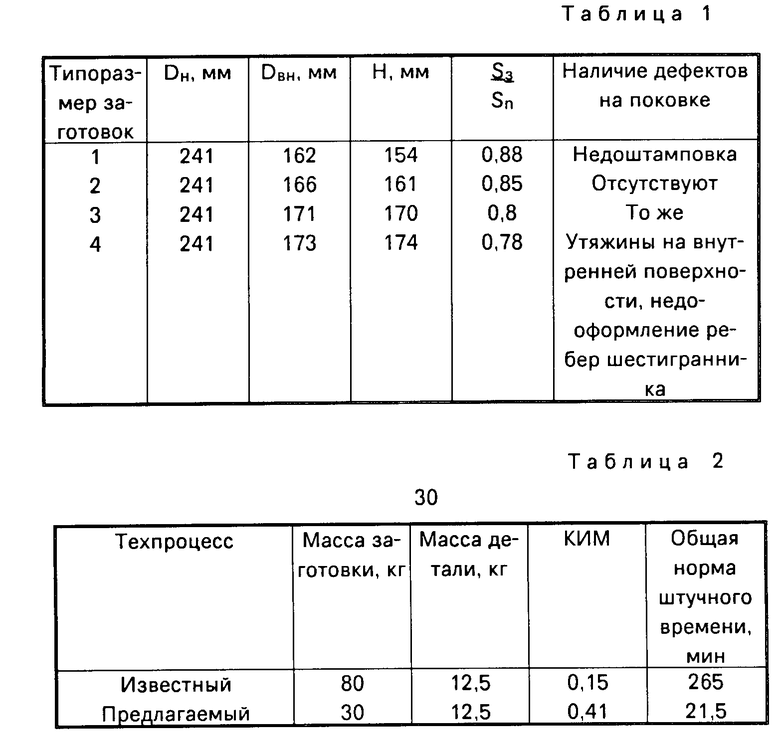
Из стальной трубы 12Х18Н10Т было изготовлено пять типоразмеров заготовок (по 3 шт.) с одинаковым наружным (Dн) диаметром, но с различным соотношением площадей сечения заготовки (S3) и максимального сечения поковки (Sn) в зоне шестигранника, обусловленным различными размерами отверстий (Dвн) и высоты (Н) заготовок. Параметры заготовок представлены в таблице. Нагрев заготовок производили до 1140-1150оС.
Опытную штамповку производили за один переход тремя последовательными ударами (ввиду недостаточной энергии удара молота) с использованием смазки на основе дисульфида молибдена.
В результате экспериментальной штамповки всех типоразмеров заготовок было установлено, что получение качественных поковок возможно из заготовок, площадь сечения которых на 15-20% меньше (заготовки 2 и 3) сечения поковки в зоне шестигранника. При штамповке заготовок, площадь сечения которых меньше указанного интервала (4), на внутренней поверхности поковки в зоне, противоположной ребрам шестигранника, появляются дефекты в виде утяжин, что вызывает необходимость увеличения припуска по этой поверхности. На наружной поверхности поковок наблюдались дефекты в виде недооформления ребер шестигранника, что является неисправимым браком. Штамповка заготовок, площадь сечения которых превышает указанный интервал (1), приводит к перегрузке штампа, вызванной перемещением при выдавливании избыточного объема металла (не требуемого для полного оформления поковки) и, как следствие, к выходу из строя штампового инструмента.
В табл. 2 представлены технико-экономические данные ранее действующего техпроцесса и техпроцесса на основе предлагаемого способа.
Как видно из таблицы, коэффициент использования материала (КИМ) по новому техпроцессу повышается в 3 раза, себестоимость изготовления одной детали снижается на 51%. Кроме этого, детали полученные штамповкой, имеют более высокие механические свойства, что улучшает их эксплуатационные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ штамповки удлиненных поковок с раструбом | 1991 |
|
SU1802736A3 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН С ФЛАНЦЕМ" | 2011 |
|
RU2478017C2 |


Изобретение относится к обработке металлов давлением, в частности к точной объемной штамповке полых изделий. Цель изобретения - снижение расхода металла и повышение качества изделий. Способ предусматривает получение трубной заготовки с площадью сечения на 15-20% меньше максимальной площади сечения поковки в зоне шестигранника, установку ее в матрицу с шестигранной и цилиндрической поверхностями, горячую объемную штамповку за один переход посредством пуансона с конической наружной поверхностью. Предварительное формообразование шестигранника и внутренней поверхности осуществляют раздачей в сочетании с осадкой, а окончательное формообразование шестигранника наружной цилиндрической и внутренней поверхностей производят выдавливанием с одновременным перемещением металла в зоне шестигранника в радиальном направлении в сторону наружной поверхности. 3 ил., 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ с шестигранной и цилиндрической наружными поверхностями, включающий деформирование заготовки с формообразованием шестигранника и выдавливанием наружной цилиндрической поверхности и внутренней полости, отличающийся тем, что, с целью снижения расхода металла и повышения качества изделий, заготовку выбирают с площадью поперечного сечения на 15 - 20% меньше площади сечения изделия в зоне шестигранника, а деформирование ее ведут в два этапа, производя вначале предварительное формообразование шестигранника путем раздачи заготовки с одновременной ее осадкой, а затем при выдавливании наружной цилиндрической поверхности и внутренней полости осуществляют окончательное формообразование шестигранника путем перемещения металла в радиальном направлении в сторону наружной поверхности.
| Способ изготовления корончатых гаек | 1981 |
|
SU1011321A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
