Изобретение относится к области металлургического машиностроения и используется при производстве различных изделий из цилиндрических заготовок преимущественно из алюминиевых сплавов методом тиксотропного формообразования - тиксоштамповкой.
Перед рассмотрением аналогов необходимо дать следующие пояснения. Исходную заготовку получают непрерывным литьем в условиях постоянного перемешивания. При этом образуется суспензия (твердожидкое состояние, в котором соотношение твердой и жидкой фаз определяется температурой нагрева и зависит от вида материала) с глобулярной микроструктурой, что обеспечивает весьма высокую жидкотекучесть и заполняемость формы при дальнейшей переработке. Это позволяет получать готовые изделия с высокими механическими, а следовательно, и эксплуатационными свойствами. Тиксоштамповка - это технологический процесс повторного нагрева литой заготовки до твердожидкого состояния с последующей ее штамповкой. Причем к температурным и временным параметрам предъявляют весьма жесткие требования, поскольку от этого зависит выполнимость технологии тиксоштамповки и качество готовой продукции. Данная технология позволяет заменить сталь на алюминиевые сплавы, дает возможность уменьшить энергозатраты, снизить вес, а также выполнять тиксоштамповку на менее мощных прессах. Однако освоение этого перспективного направления металлообработки сдерживается высокой стоимостью литой заготовки, а также сложностью работы с твердожидкой исходной заготовкой и поддержанием ее температуры в узком интервале («Металлургия», Машиностроение, 2001, №1, стр.36-43).
Известна горячая объемная штамповка стальной шестерни из цилиндрической заготовки на кривошипном прессе в несколько переходов (см. Я.М.Охрименко. «Технология кузнечно-прессового производства». М.: Машиностроение, 1976, рис.234, стр.387-388). На рисунке показан чистовой ручей штампа открытого типа. Нижняя матрица выполнена из вставки и выталкивателя. Верхняя матрица содержит вставку, неподвижный стержень и выталкиватель.
Недостатком известного способа является низкое качество готовой продукции, обусловленное многопозиционной конструкцией штампа, что не позволяет выдерживать температурно-временные параметры процесса. Повышенный расход металла, так как используется открытый штамп. Низкая производительность, что очевидно.
Известны способ и устройство для тиксоштамповки цилиндрических деталей по патенту RU 2248857 С2, опубликованному 27.03.2005 г., В23К1/38, включающие деформирование предварительно нагретой цилиндрической заготовки в предварительно нагретом штампе, и устройство для осуществления этого способа.
Недостатком известного технического решения является необходимость выполнения нескольких технологических операций, что может привести к возможности увеличения времени проведения техпроцесса, к возможности уменьшения температуры заготовки и, как следствие, к снижению производительности изготовления изделий, а также к снижению качества готовой продукции.
Технической задачей заявленных способа и устройства является повышение качества готовых изделий, производительности и снижение расхода металла. Это достигается тем, что технологический процесс - тиксоштамповку выполняют с одного установа предварительно нагретой исходной заготовки, причем непрерывно в два этапа: осадка и штамповка. Кроме того, все подготовительные операции (нагрев заготовки, ее транспортировка и установка в штамп) вплоть до деформирования заготовки осуществляют в контейнере и стакане. Это позволяет в полной мере использовать свойства глобулярной микроструктуры заготовки, так как выдерживаются жесткие температурные и временные параметры тиксоштамповки. Упомянутое размещение твердожидкой заготовки также исключает ее повреждения. Снижение расхода металла также является важным преимуществом предложенного технического решения, что обусловлено высокой стоимостью исходной литой заготовки.
Поставленная задача достигается тем, что заготовку размещают в контейнере с внутренним стаканом, затем нагревают и устанавливают на толкатель по его оси, который для этого поднимают над торцом нижней полуматрицы, после чего в процессе прерывистого перемещения толкателя последовательно демонтируют контейнер, закрывают штамп по внутреннему диаметру нижней полуматрицы верхней полуматрицей, опускают толкатель с заготовкой в нижнее положение, размещая последнюю в сквозной цилиндрической полости верхней полуматрицы, после чего удаляют стакан, осаживают заготовку пуансоном в полости верхней и нижней полуматриц и окончательно штампуют верхней матрицей и пуансоном готовое изделие. Способ реализуется устройством, в котором посредством гидравлических цилиндров связаны между собой подвижная плита и ползун пресса, при этом устройство снабжено контейнером, который выполнен в виде двух шарнирно соединенных двуплечих рычагов, на одних плечах которых закреплены съемные рукоятки, а на противолежащих плечах параллельно оси упомянутого шарнира жестко смонтированы два полукольца, причем внутри последних выполнены перемычки, на которых с возможностью как взаимодействия с их поверхностями, так и демонтажа расположен стакан дном вверх, а в нижней части полуколец расточено сквозное цилиндрическое отверстие.
Изобретение поясняется графическими материалами, на которых показано:
фиг.1 - установка заготовки в устройство;
фиг.2 - удаление стакана из устройства;
фиг.3 - начало осадки заготовки;
фиг.4 - начало штамповки;
фиг.5 - окончание штамповки;
фиг.6 - общий вид специального контейнера со стаканом;
фиг.7 - разрез А-А на фиг.6 (повернуто).
Устройство для тиксоштамповки цилиндрической заготовки 1 (см. фиг.1), размещенной в специальном контейнере 2 и закрытой стаканом 3, содержит толкатель 4 и корпус 5 с нижней полуматрицей 6. Над нижней полуматрицей соосно ей расположена верхняя полуматрица 7, которая закреплена на подвижной плите 8. По оси верхней полуматрицы выполнено сквозное цилиндрическое отверстие. Концентрично упомянутому отверстию на ползуне 9 смонтирован пуансон 10. Подвижная плита и ползун связаны гидравлическими цилиндрами 11. Штамповку осуществляют на гидравлическом прессе, ползун которого перемещается с помощью силового плунжерного цилиндра и возвратных цилиндров. Контейнер выполнен (см. фиг.6) из двух двуплечих рычагов 12, которые соединены шарниром 13. На одних плечах 14 рычагов с помощью втулок 15 с Г-образными пазами и выступов 16 смонтированы съемные рукоятки 17. На противолежащих плечах 18 рычагов параллельно оси шарнира и симметрично друг другу жестко закреплены два полукольца 19 с перемычками 20 внутри (см. фиг.7). В нижней части полуколец расточено цилиндрическое гнездо 21, взаимодействующее с толкателем при установке заготовки в устройство. Все детали контейнера и стакан изготовлены из титанового сплава.
Способ тиксоштамповки осуществляют следующим образом. Технологический процесс выполняют на гидравлическом прессе: максимальное усилие силового плунжерного цилиндра Р=4000 кН, суммарное усилие гидроцилиндров 12-Pi=800 кН. Пресс оснащен датчиками и управляющей аппаратурой для работы в автоматическом режиме. Готовое изделие - тормозной диск. Заготовка - литье из алюминиевого сплава АЛ-9. Заготовку 1 устанавливают на перемычки 20 (см. фиг.7) контейнера 2 и закрывают ее стаканом 3, затем размещают контейнер в муфельной печи, снимают рукоятки 17 (см. фиг.6) и нагревают заготовку до 585°С. Штамповый инструмент (поз.6, 7 и 10) нагревают до 400°С и напыляют на него графитовую смазку. Устройство устанавливают в исходное положение (см. фиг.1), а именно: поднимают ползун 10, опускают плиту 8 относительно ползуна гидравлическими цилиндрами 11, а толкатель 4 поднимают над торцом нижней полуматрицы 6 (изображено справа от оси толкателя). Нагретый контейнер 2 устанавливают на толкатель 4, центрируя его гнездом 21 (см. фиг.7). Поднимают толкатель 2 и вводят стакан 3 в отверстие верхней полуматрицы 7 на глубину Н (показано слева от оси толкателя), что предотвращает радиальные смещения стакана при демонтаже контейнера. Разводят полукольца 19, устанавливают при этом заготовку 1 и стакан на торец толкателя. Убирают контейнер 2 из рабочей зоны. Опускают плиту 8, закрывают штамп верхней полуматрицей 7 по внутреннему диаметру нижней полуматрицы 6, а стакан с заготовкой размещают при этом между плитой 8 и ползуном 9 (см. фиг.2). Разворачивают контейнер 2 на 180° (гнездом 21 вверх) и, разместив в нем стакан 3, зажимают его полукольцами 19. Удерживают контейнер в этом положении и, опуская толкатель в исходную позицию, устанавливают заготовку в сквозном осевом цилиндрическом отверстии нижней полуматрицы 5. После чего удаляют контейнер 2 со стаканом 3. Устройство подготовлено для деформирования заготовки. Опускают ползун 9 и осаживают заготовку 1 пуансоном 10 в цилиндрическую полость верхней полуматрицы 7, а затем в закрытую штамповую полость. При этом раскрывается стык между фланцем верхней полуматрицы и торцом нижней полуматрицы (см. фиг.4). Продолжают опускать ползун 9 и штампуют готовое изделие верхней полуматрицей 7 и пуансоном 10. Причем зазор h=1…3 мм (см. фиг.5). Для снятия готового изделия с торца верхней полуматрицы 7 (в случае необходимости) поднимают ползун 9 в исходное положение, опускают плиту 8, размещают в цилиндрической полости верхней полуматрицы 7 ироставку и производят обратный ход гидроцилиндров 11 до взаимодействия пуансона 10 с проставкой. Готовое изделие - тормозной диск удаляют из нижней полуматрицы 6 толкателем 4, поднимая его над верхним торцом корпуса 5. Технологический процесс тиксоштамповки цилиндрической заготовки закончен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВАЛОМ ТИКСОШТАМПОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ЗАГОТОВКИ | 2010 |
|
RU2436650C1 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| СПОСОБ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ИХ ПОДГОТОВКИ К ТИКСОШТАМПОВКЕ | 2009 |
|
RU2393044C1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПОЛОСТЯМИ ТИКСОШТАМПОВКОЙ И ЗАКРЫТЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443496C1 |
Изобретения относятся к металлургическому машиностроению и могут быть использованы при производстве изделий из цилиндрических заготовок, преимущественно из алюминиевых сплавов, методом тиксотропного формообразования. Заготовку нагревают вместе с контейнером, в который ее помещают перед нагревом, и закрывают стаканом. Нагретую заготовку деформируют на прессе в предварительно нагретом закрытом штампе. Штамп включает нижнюю полуматрицу с полостью, пуансон, выталкиватель и закрепленную на подвижной плите верхнюю полуматрицу. Последняя имеет сквозное цилиндрическое отверстие. Нагретый контейнер с нагретой заготовкой и стаканом устанавливают на толкатель, поднятый над торцом нижней полуматрицы, и располагают по оси толкателя. Затем в процессе прерывистого перемещения толкателя последовательно удаляют контейнер из рабочей зоны, закрывают штамп верхней полуматрицей и опускают толкатель с заготовкой и стаканом в нижнее положение. При этом обеспечивают размещение заготовки в сквозном отверстии верхней полуматрицы. Далее удаляют стакан и деформируют заготовку осадкой пуансоном в сквозном отверстии верхней полуматрицы и в полости нижней полуматрицы. Осаженную заготовку окончательно деформируют верхней полуматрицей и пуансоном с получением готового изделия. В результате обеспечивается повышение производительности и качества готовых изделий, снижение расхода металла. 2 н.п. ф-лы, 7 ил.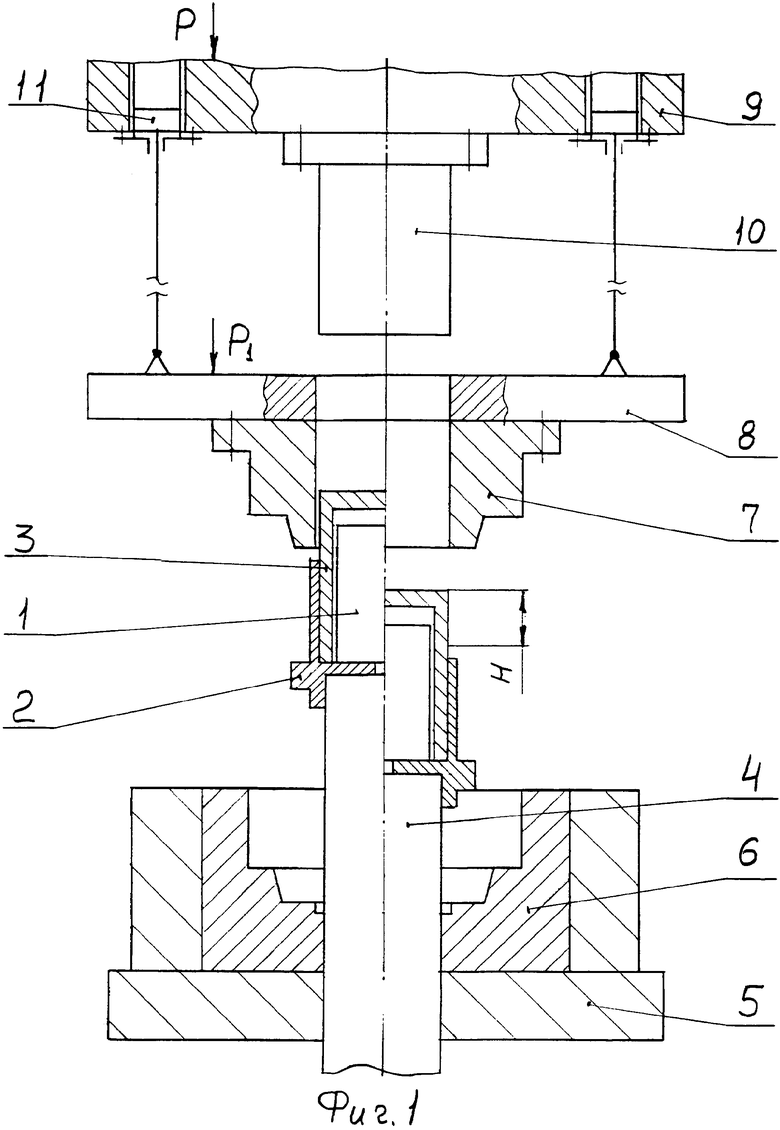
1. Способ тиксоштамповки цилиндрических заготовок, включающий деформирование предварительно нагретой цилиндрической заготовки в предварительно нагретом штампе, отличающийся тем, что деформирование осуществляют на прессе в закрытом штампе, содержащем нижнюю полуматрицу с полостью, пуансон, выталкиватель и закрепленную на подвижной плите, кинематически связанной с ползуном пресса, верхнюю полуматрицу, которая имеет сквозное цилиндрическое отверстие и выполнена с обеспечением закрытия штампа по внутреннему диаметру нижней полуматрицы, причем деформируют цилиндрическую заготовку, предварительно нагретую вместе с контейнером, в который ее помещают перед нагревом и закрывают стаканом, упомянутый нагретый контейнер с нагретой заготовкой и стаканом устанавливают на толкатель, поднятый над торцом нижней полуматрицы, и располагают по оси толкателя, после чего в процессе прерывистого перемещения толкателя последовательно удаляют контейнер из рабочей зоны, закрывают штамп верхней полуматрицей и опускают толкатель с цилиндрической заготовкой и стаканом в нижнее положение с размещением цилиндрической заготовки в сквозном цилиндрическом отверстии верхней полуматрицы, после чего удаляют стакан и деформируют цилиндрическую заготовку путем ее осадки пуансоном в упомянутом сквозном цилиндрическом отверстии верхней полуматрицы и в полости нижней полуматрицы, а осаженную заготовку окончательно деформируют верхней полуматрицей и пуансоном с получением готового изделия.
2. Устройство для тиксоштамповки цилиндрических заготовок, отличающееся тем, что оно содержит связанную с ползуном пресса посредством гидравлических цилиндров подвижную плиту, на которой закреплена верхняя полуматрица, выполненная со сквозным цилиндрическим отверстием, установленный на ползуне пресса концентрично упомянутому отверстию пуансон, корпус с нижней полуматрицей, расположенной соосно верхней полуматрице и выполненной с полостью, выталкиватель, контейнер для цилиндрической заготовки, выполненный в виде двух шарнирно соединенных рычагов, съемных рукояток, закрепленных на одном плече упомянутых двуплечих рычагов, двух полуколец, жестко смонтированных на противоположных плечах двуплечих рычагов параллельно оси соединяющего их шарнира, и стакан, причем полукольца выполнены с расположенными в них перемычками для размещения на них стакана дном вверх и цилиндрическим гнездом в нижней части для центрирования контейнера относительно толкателя, а верхняя полуматрица установлена с возможностью поступательного перемещения относительно нижней полуматрицы.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТИПА ЧАСТИ КОЛЕСА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ДВИЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА, И КОЛЕСО | 2000 |
|
RU2248857C2 |
| АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ, ОБРАБОТАННЫЕ В ПОЛУТВЕРДОМ СОСТОЯНИИ | 1995 |
|
RU2119543C1 |
| Штамп для закрытой штамповки | 1978 |
|
SU727306A1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |
| Способ получения производных 8-азапуринона-6 | 1971 |
|
SU439981A1 |

