Изобретение относится к оснастке для обработки металлов давлением и может быть использовано при прецизионной штамповке деталей из листово го материала.
Целью изобретения является увеличение стойкости штамповочного инструмента за счет повышения точности центрирования направляющих колонок и втулок.
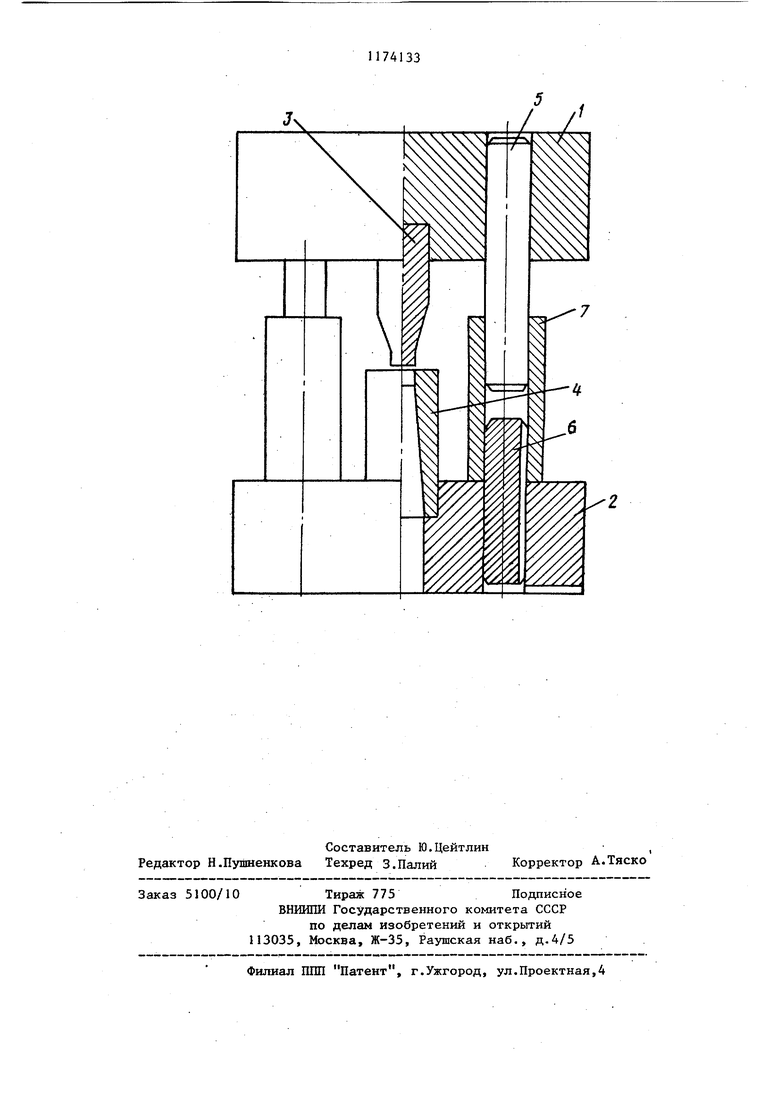
На чертеже показан штамп, общий вид.
Штамп содержит верхннио плиту 1, нижнкио плиту 2, размещенный на них штамповочный инструмент в виде пуансона 3 и матрицы 4, направляющие колонки, каждая из которых состоит из двух частей 5 и 6, направляюш 1е втулки 7.. Части 5 и 6 направляющей колонки имеют одинаковые диаметры посадочных и направляющих поверхностей. Части 5 и 6 направляющих колонок закреплены концами в плитах 1 и 2. На концах частей 5 и 6 направляющих колонок, выступающих из плит 1 и 2 и обращенных один к другому, установлена направляющая втулка 7, с одной из частей направлякицей колонки направляю щая втулка 7 связана жестко, с другой - с возможностью относительно го перемещения вдоль оси (на чертеже направляющая втулка 7 жестко связана с частью 6 направляющей колонки). В части 6 направляющей колонки выполнена продольная канавка для выхода смазки и воздуха.
Размеры направляющих колонок и втулок связаны следующими соотношен1 ями:
.наружный диаметр направляющей втулки не меньше 1,7 диаметра отверстий ( I 7c5ew,)i
7А1332
длина направляющей втулки не меньше суммарной -величины четырех диаметров отверстия иЪрипуска на длину участка штамповочного инструмента, удаляемого в процессе переточ.
к« ( Вт ()
длина участка части колонки, закрепляемого в плите, не меньше полутора диаметров колонки ( Н лоики О i 1,5 d Колонки
Способ изготовления блока штампов заключается в том, что одновременно .за один переход (за один постанов) получают путем расточки отверстия 5 одинакового диаметра в верхней 1 и нижней 2 плитах. За .один переход /постанов шлифуют части 5 и 6 направляющей колонки. В отверстия плит I и 2 устанавливают с натягом 0 концы частей 5 и 6 направляющих колонок. Отверстие направляющей втулки шлифуют и притирают до размера, соответствующего Н 6 и устанавливают неподвижно на свободньй 5 конец одной из частей направляющей колонки. Конец другой части колонки вводят в отверстие втулки, их сопрягают между собой с зазором, обеспечивающим возможность относительного перемещения в направлении, параллельном оси.
Испытания предлагаемых блока штампов и способа его изготовления в производственных условиях при вырубке противоударной часовой пружины показали, что их использование
позволит значительно повысить износостойкость штамповочного инструмента.
Использование изобретения является целесообразным при годовом выпуске одноименных деталей, составляющем 250 тысяч и более деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Компенсатор неравномерности нагружения штампа | 1989 |
|
SU1710350A1 |
| СМЕННАЯ НАПРАВЛЯЮЩАЯ ПАРА ШТАМПА | 1970 |
|
SU264327A1 |
| Блок штампов листовой штамповки | 1988 |
|
SU1648603A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕСС | 1996 |
|
RU2096179C1 |
| Прецизионный штамп | 1980 |
|
SU946731A1 |
| Узел соединения одной из деталей направляющей пары с плитой штампа | 1984 |
|
SU1260071A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| БЛОЧНЫЙ ВЫРУБНОЙ ШТАМП | 2022 |
|
RU2778092C1 |
1. Блок штампов, содержащий верхнюю и нижнюю плиты, несущие штамповочный инструмент, направляющие колонки, вьшолненные каждая из двух частей, имеющих одинаковые диаметры посадочных и направляющих поверхностей, закрепленных соосно с концами одна в верхней, а другая - в нижней плитах, и направляющие втулки, охватывающие каждая обращенные один к другому концы частей направляющей колонки, отличающийся тем, что, с целью увеличения стойкости штамповочного инструмента за счет повьшения точности центрирования направляющих колонок и втулок, .каждая направляющая втулка жестко связана с одной из частей направляющей колонки. 2. Блок по п.I, от л и ч а ю щ и и с я тем, что размеры направляющих колонок и втулок связаны следующими соотношениями: Oe, en, srr. L l,5d Н кол, Кол., :D g - наружный диаметр втулки; где о вда внутренний диаметр втулки; iem длина втулки; - припуск на перешлифовку штамповочного инструмента; Н. (Л кол,- длина участка части колонки, закрепляемого в плите; диаметр колонки. 3, Способ изготовления блока штампов , при котором в плитах получают ч отверстия одинакового диаметра, в 4ia каждом из них закрепляют часть направляющей колонки, на конец одной из из этих частей устанавливают направСО СО ляющую втулки и в нее вводят конец другой части, отличающийс я тем, что Отверстия под части одной колонки в обеих плитах получают за один переход, . также за один переход обрабатьшают сопрягаемые поверхности дв.ух частей одной колонки.
| Штамп для обработки листовогоМАТЕРиАлА | 1979 |
|
SU845987A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамповый блок | 1981 |
|
SU994087A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
