Изобретение относится к обработке материалов давлением и может быть использовано в штамповочном производстве, в частности, для вырубки пакетов сашет из материалов микспап, полипропиленовой, фольгированной, а также полистирольной пленки [B21D22/02, B21D 28/02, B21D28/14, B26F1/14].
Из уровня техники известно УСТРОЙСТВО ДЛЯ ВЫРУБКИ ОТВЕРСТИЙ В ТОНКОЛИСТОВЫХ МАТЕРИАЛАХ [RU 54835, опубл.: 27.07.2006], содержащее верхнюю и нижнюю плиты, на первой из которых закреплен формообразующий пуансон, на второй смонтирована матрица, к которой на расстоянии, позволяющем установку заготовки, жестко прикреплен пуансононаправитель, имеющий отверстие для прохождения пуансона, и стойка-держатель, с размещенной на ней тормозной автомобильной камерой, служащей для приведения в действие рычага, подвижно связанного со стойкой-держателем, штоком-толкателем тормозной автомобильной камеры и соединительными планками, обеспечивающими контакт рычага с пуансоном.
Недостатком аналога является сложная конструкция, обусловленная наличием большого количества деталей, кроме пуансона и матрицы, в частности, соединительных планок и оси крепления верхней плиты к соединительным планкам, в связи с чем снижается надежность и возрастает вероятность отказа устройства.
Также известно ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ УПАКОВОЧНОЙ ПРЯЖКИ [CN111014421, опубл.: 17.04.2020], в котором формовочный механизм расположен на нижней пластине, верхняя пластина соединена с нижней пластиной через скользящую штангу, подъемный цилиндр расположен на верхней пластине, а прижимная пластина соединена со штоком поршня подъемного цилиндра; формовочный механизм соединен с прижимной пластиной; формовочный механизм содержит фиксированное гнездо и формовочное гнездо, фиксированное гнездо соединено с прижимной пластиной, а набор формовочных штампов расположен на фиксированном гнезде; на неподвижном сиденье расположен резак; формующее гнездо расположено на нижней плите и расположено под штампом для формования; посадочное место расположено на боковой кромке формующего посадочного места, толкающий цилиндр расположен на боковом крае формующего посадочного места, а толкающая пластина расположена на штоке поршня толкающего цилиндра; формовочное гнездо снабжено формовочной канавкой; набор формовочных штампов совмещен с формовочной канавкой.
Недостатками аналога являются сложная конструкция, что снижает надежность по причине большого количества составных частей, а также использование скользящих втулок на скользящей штанге, что приводит в процессе износа втулок к увеличению зазоров между скользящей штангой и прижимной плитой и, таким образом, влечет снижение точности при штамповке изделий.
Наиболее близким по технической сущности является ВЫРУБНОЙ ОТРЕЗНОЙ ПУАНСОН С ФУНКЦИЕЙ НАПРАВЛЯЮЩЕЙ [CN213104014, опубл.: 04.05.2021], который содержит опорную пластину пуансона и гнездо для фиксации пуансона, которые соединены сверху и снизу, опорная пластина пуансона соединена сверху с устройством для штамповки и гнездо для фиксации пуансона соединяется снизу с пробойником; направляющий штифт установлен в осевом глухом отверстии на нижнем торце вырубного пуансона, множество ступенчатых сквозных отверстий сформировано по периферии глухого отверстия, пружина и подъемный штифт, предотвращающий прилипание, установлены на каждой ступеньке. Через отверстие тонкий стержень каждого подъемного штифта, предотвращающего прилипание, проходит вниз через тонкое отверстие соответствующей ступеньки сквозного отверстия, а верхний конец каждой пружины соединяется вверху с нижней поверхностью фиксирующего основания пуансона в упорном режиме. Нижний конец пружины опирается вниз на верхнюю поверхность конца с большой головкой подъемного штифта, препятствующего залипанию.
Основными техническими проблемами прототипа являются необходимость использования держателя пуансона, что усложняет конструкцию, увеличивает габариты устройства и снижает надежность, а также необходимость дополнительной подготовки подаваемого для штамповки листового материала, который должен иметь предварительно выполненную перфорацию по линии вырубки, что в целом увеличивает трудоемкость процесса.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является повышение надежности и уменьшение массогабаритных характеристик вырубного штампа.
Указанный технический результат достигается за счет того, что блочный вырубной штамп, содержащий пуансон, матрицу и направляющую с симметричными фигурными вырезами в матрице и направляющей, выполненными соответствующими профилю вырубаемых изделий и с продольной выемкой в пуансоне, соответствующей по форме фигурным вырезам в матрице и направляющей с возможностью совмещения упомянутой выемки и фигурных вырезов при движении пуансона в процессе вырубки, отличающийся тем, что пуансон со стороны, обращенной к матрице, содержит два симметричных выступа, выполненных заодно с пуансоном и размещенных вдоль его вертикальных боковых стенок пуансона в их продолжение, а в теле матрицы выполнены пазы, соответствующие упомянутым выступам, с возможностью скользящего движения в них упомянутых выступов, на поверхности матрицы, обращенной к направляющей, вдоль ее вертикальных сторон, симметрично относительно вертикальной оси симметрии смонтировано, по крайней мере, по одному штифту для совмещения с ответными отверстиями, выполненными в теле направляющей, в теле направляющей симметрично относительно вертикальной оси симметрии вдоль ее вертикальных сторон выполнено, по крайней мере, по одному сквозному отверстию для фиксирующих болтов с целью разъемного соединения направляющей и матрицы, по углам в теле направляющей выполнены сквозные отверстия для разъемного монтажа вырубного штампа на общей планке штамповочной машины.
Краткое описание чертежей.
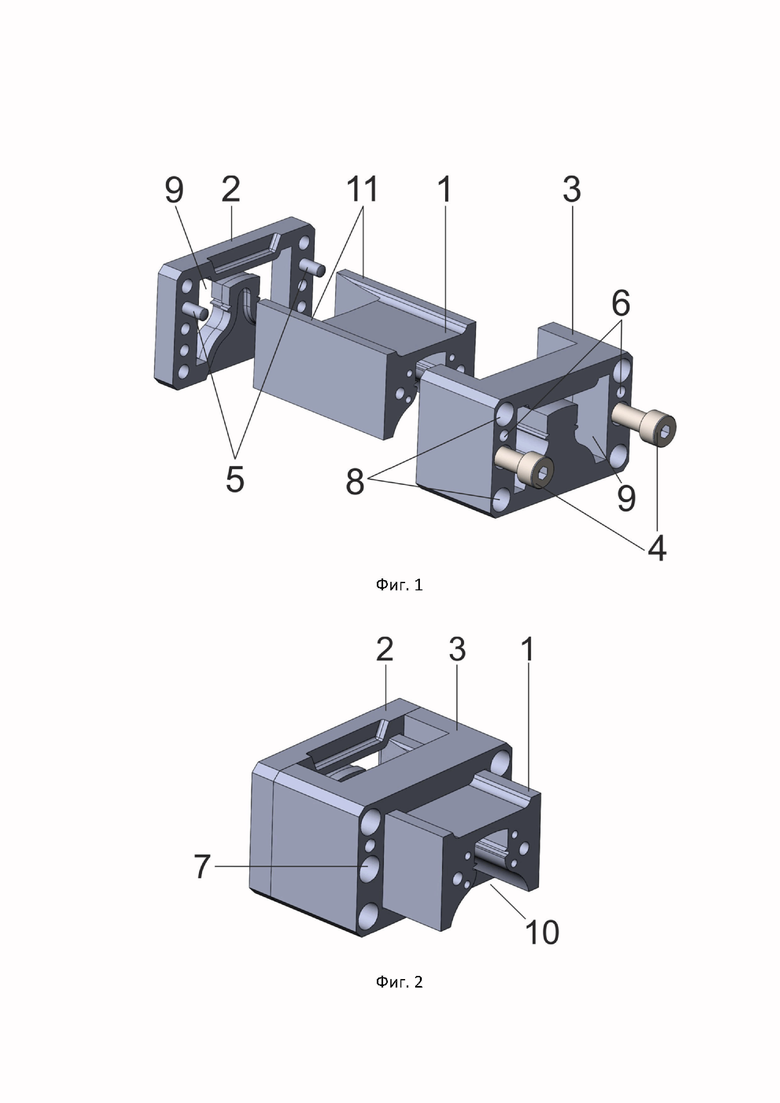
На фиг. 1 показана схема соединения составных частей блочного вырубного штампа.
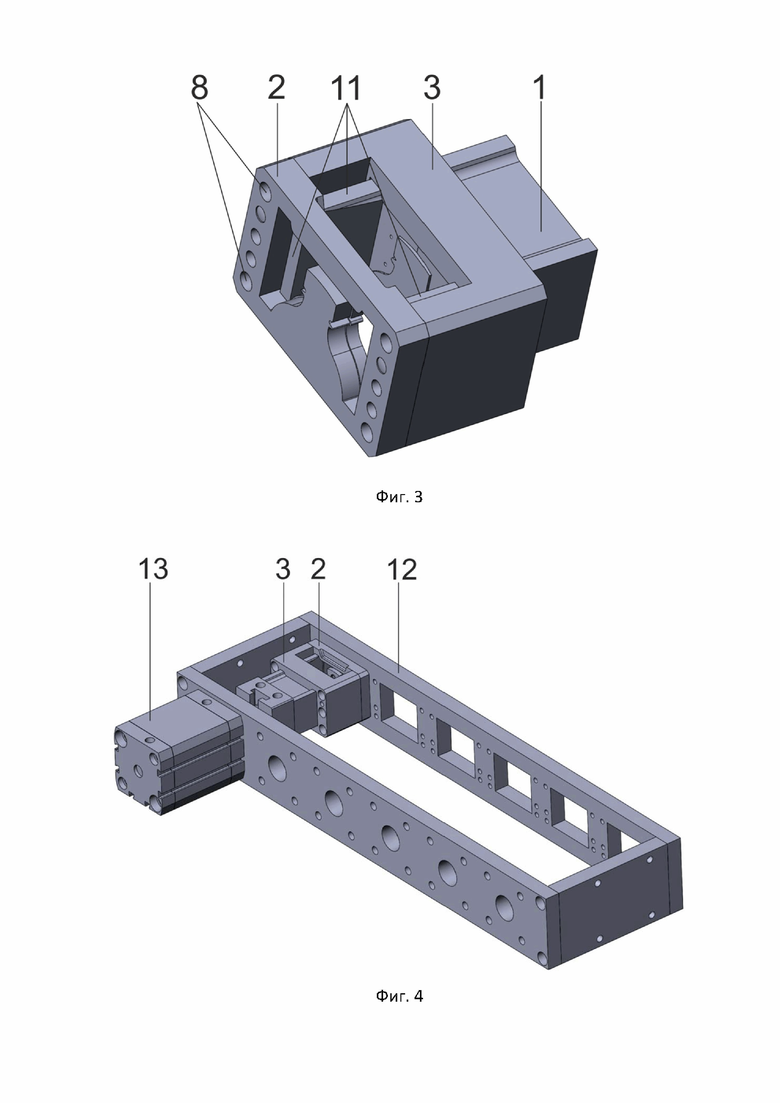
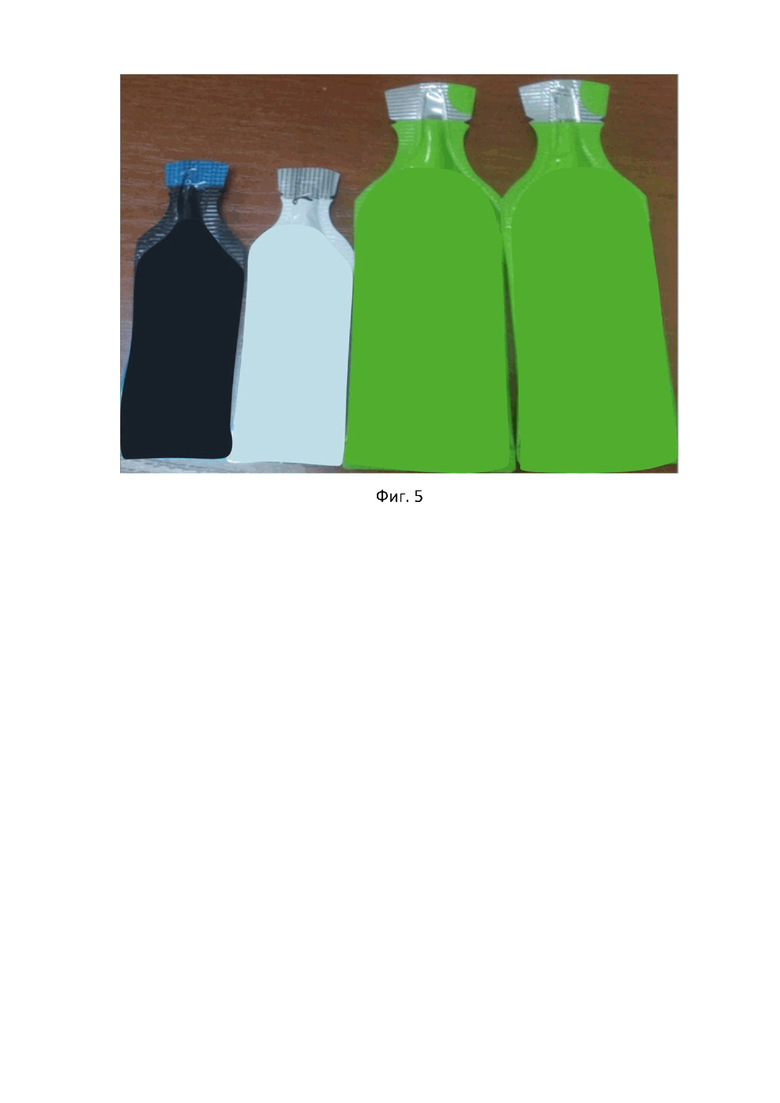
На фиг. 2 и 3 показан общий вид блочного вырубного штампа в сборе.
На фиг. 4 показан вариант расположения блочного вырубного штампа на планке штамповочной машины.
На фиг. 5 представлены варианты готовых упаковок для товаров, изготовленных с использованием предлагаемого технического решения.
На фигурах обозначено: 1 - пуансон; 2 - матрица; 3 - направляющая; 4 - фиксирующие болты; 5 - штифты; 6 - ответные отверстия; 7 - отверстия для фиксирующих болтов; 8 - отверстия для монтажных болтов; 9 - фигурный вырез; 10 - выемка; 11 - выступы; 12 - общая планка; 13 - пневмоцилиндр.
Осуществление изобретения.
Блочный вырубной штамп содержит пуансон 1 (см. Фиг. 1), матрицу 2 и направляющую 3, при этом матрица 2 и направляющая 3 выполнены одинаковым в горизонтальном сечении профилем в виде прямоугольника.
На поверхности матрицы 2, обращенной к направляющей 3, вдоль ее вертикальных сторон и симметрично относительно вертикальной оси симметрии смонтировано, по крайней мере, по одному штифту 5, ответные отверстия 6 которым выполнены в теле направляющей 3. Упомянутые штифты 5 и ответные отверстия 6 выполнены с возможностью их соединения и исключения смещения матрицы 2 и направляющей 3 в поперечном направлении.
В теле направляющей 3 симметрично относительно вертикальной оси симметрии вдоль ее вертикальных сторон выполнено, по крайней мере, по одному сквозному отверстию для фиксирующих болтов 7 (см. Фиг. 2, 3) с целью разъемного соединения с помощью упомянутых болтов 4 направляющей 3 и матрицы 2 между собой. Для этого в матрице 2 выполнены отверстия, снабженные резьбой.
По углам в теле направляющей 3 и в теле матрицы 2 выполнены сквозные симметричные отверстия для монтажных болтов 8 с возможностью монтажа блока вырубного штампа на общей планке 12 (см. Фиг. 4) штамповочной машины.
В теле матрицы 2 и направляющей 3 выполнены симметричные фигурные вырезы 9, выполненные соответствующими профилю вырубаемых изделий.
В пуансоне 1 выполнена продольная выемка 10, форма которой выполнена соответствующей фигурным вырезам 9 в матрице 2 и направляющей 3, с возможностью совмещения выемки 10 и фигурных вырезов 9 при движении пуансона 1 в процессе вырубки.
Пуансон 1 со стороны, обращенной к матрице 2, содержит заодно два симметричных выступа 11, размещенных вдоль вертикальных боковых стенок пуансона 1, и в их продолжении в теле матрицы 2 выполнены пазы (на фигурах не показаны) с возможностью скользящего движения в них упомянутых выступов 11.
Заявленное техническое решение используется следующим образом.
Перед началом работы предлагаемый блочный вырубной штамп собирают в блок (см.Фиг. 1), для чего сначала совмещают пуансон 1 с матрицей 2, затем направляющую 3 совмещают с пуансоном 1, а штифты 5 матрицы 2 располагают в соответствующих ответных отверстиях 6 направляющей 3. Монтируют направляющую 3 к матрице 2 двумя фиксирующими болтами 4. Пуансон 1 размещают в матрице 2 и направляющей 3, совмещая фигурные вырезы 9 в теле матрицы 2 и направляющей 3 с выемкой 10 в теле пуансона 1, а выступы 11 пуансона 1 в пазах в теле матрицы 2.
Собранный блочный вырубной штамп через отверстия монтажных болтов 8 закрепляют на общей планке 12 (см.Фиг. 4) штамповочной машины на одной оси со штамповочным пневмоцилиндром 13, при этом количество вырубных штампов на общей планке 12 устанавливают в зависимости от количества линий вырубки.
Пуансон 1 сдвигают в направлении от матрицы 2 до образования между ними зазора, в который между выступами 11 заправляют конец рулона материала для штамповки, после чего приводят в действие штамповочную машину, при этом в течение всего времени работы штамповочной машины ручей упомянутого материала перемещается, постоянно находясь между выступами 11.
Пневмоцилиндр 13 передает возвратно-поступательные движения пуансону 1, движущемуся в телах матрицы 2 и направляющей 3, при этом выемка 10 пуансона 1 взаимодействует с фигурным вырезом 9 в теле матрицы 2, который, в свою очередь, образует режущую кромку и производит вырубку изделий с профилем, соответствующим фигурному вырезу 9 в теле матрицы 2 из ручья материала, проходящего через штамповочную машину.
Выступы 11, осуществляя скользящее движение в соответствующих пазах в теле матрицы 2, обеспечивают постоянное взаимодействие матрицы 2 с пуансоном 1 и исключают возможность их смещения относительно друг друга.
Заявленный технический результат достигается за счет того, что:
- предложенный блочный вырубной штамп выполнен в виде компактного блока, благодаря чему упрощается конструкция, отсутствует необходимость в постоянном выставлении и совмещении пуансона 1 относительно матрицы 2 и направляющей 3, поскольку матрица 2 и направляющая 3 на этапе производства предлагаемого блочного вырубного штампа на заводе-изготовителе вырезаются посредством электроэрозии за одну установку в блоке, что обусловливает упрощение конструкции вырубного штампа и уменьшение его габаритов;
- для предложенного технического решения не требуется использование направляющих с втулками или сепараторов, которые подвержены более быстрому износу, следствием чего является снижение точности вырубки и повышенный износ пуансона 1 и матрицы 2, так как в предложенном техническом решении роль направляющих определяют выступы 11 на самом пуансоне 1, и происходит точное совмещение профилей пуансона 1 и матрицы 2 с помощью выступов 11, при этом концы выступов 11 при движении пуансона 1 всегда находятся в теле матрицы 2, а сам пуансон 1 опирается на направляющую 3, форма профиля которой в горизонтальном сечении соответствует форме профиля матрицы 2, чем обеспечивается снижение износа пуансона 1 и матрицы 2.
Пример достижения технического результата.
В 2020-2021 годах заявитель изготовил образцы заявленного технического решения, а также опытный образец в соответствии с описанием прототипа (патент CN213104014, опубл. 04.05.2021). В тот же период времени заявителем было проведено опытное сравнение предложенного технического решения с ближайшими аналогами, в частности, с вырубными блоками, применяемыми изготовителями оборудования Viking Masek (Чехия), путем оценки теоретического (заявляемого производителем) и практического (посредством многократных круглосуточных промышленных испытаний) ресурса вырубных штампов. В среднем, временной ресурс работы заявленного технического решения до момента износа режущей кромки пуансона 1 превышал на 30-35% соответствующее время работы прототипа и оборудования-аналога, а время и сложность сборки конструкции прототипа и аналога для подготовки к работе превысили соответствующие показатели заявленного вырубного штампа на 15-20%.
К дополнительному техническому результату можно отнести снижение затрат на производство матрицы и направляющей за счет возможности их вырезания при производстве вырубного штампа на заводе-изготовителе посредством электроэрозии за одну установку благодаря выполнению профилей матрицы и направляющей аналогичными, а также удешевление производства готового продукта за счет повышения точности процесса вырубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Сменная кассета для стапелирования штучных заготовок | 1983 |
|
SU1123781A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
Изобретение относится к обработке материалов давлением и может быть использовано для вырубки пакетов сашет из материалов микспап, полипропиленовой, фольгированной, а также полистирольной пленки. Штамп содержит пуансон, матрицу и направляющую. Матрица и направляющая имеют симметричные фигурные вырезы, соответствующие профилю вырубаемых изделий. Пуансон выполнен с продольной выемкой, соответствующей по форме фигурным вырезам в матрице и направляющей. Пуансон со стороны, обращенной к матрице, содержит два симметричных выступа, размещенных вдоль его вертикальных боковых стенок. Матрица выполнена с пазами, соответствующими упомянутым выступам. На поверхности матрицы, обращенной к направляющей, смонтирован по крайней мере один штифт для совмещения с ответными отверстиями в направляющей. Направляющая имеет по крайней мере одно сквозное отверстие для фиксирующих болтов, предназначенных для ее разъемного соединения с матрицей. По углам направляющей выполнены сквозные отверстия для разъемного монтажа штампа на общей планке штамповочной машины. В результате обеспечивается повышение надежности и уменьшение массогабаритных характеристик вырубного штампа. 5 ил.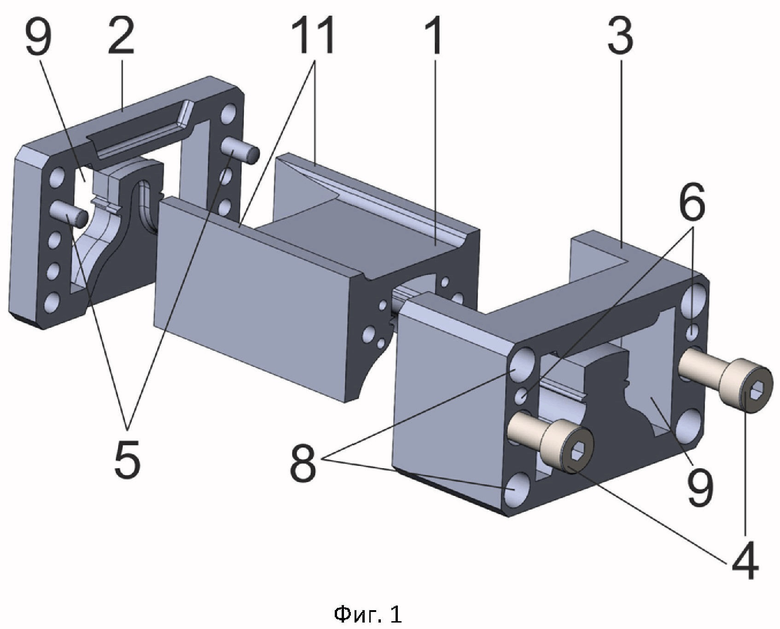
Блочный вырубной штамп, содержащий пуансон, матрицу и направляющую с симметричными фигурными вырезами в матрице и направляющей, выполненными соответствующими профилю вырубаемых изделий, и с продольной выемкой в пуансоне, соответствующей по форме фигурным вырезам в матрице и направляющей с возможностью совмещения упомянутой выемки и фигурных вырезов при движении пуансона в процессе вырубки, отличающийся тем, что пуансон со стороны, обращенной к матрице, содержит два симметричных выступа, выполненных за одно с пуансоном и размещенных вдоль его вертикальных боковых стенок пуансона в их продолжение, а в теле матрицы выполнены пазы, соответствующие упомянутым выступам, с возможностью скользящего движения в них упомянутых выступов, на поверхности матрицы, обращенной к направляющей, вдоль ее вертикальных сторон, симметрично относительно вертикальной оси симметрии смонтировано по крайней мере по одному штифту для совмещения с ответными отверстиями, выполненными в теле направляющей, в теле направляющей симметрично относительно вертикальной оси симметрии вдоль ее вертикальных сторон выполнено по крайней мере по одному сквозному отверстию для фиксирующих болтов с целью разъемного соединения направляющей и матрицы, по углам в теле направляющей выполнены сквозные отверстия для разъемного монтажа вырубного штампа на общей планке штамповочной машины.
| CN 213104014 U, 04.05.2021 | |||
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| ВСЕСОЮЗНАЯ 1ПАТ?НТЙ040:й^Г-:-КДН]F.t,^r;nu-"3~:"KA i | 0 |
|
SU307836A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| US 2964984 A1, 20.12.1960. | |||

