Изобретение относится к обработке металлов давлением, в частности к блокам штампов листовой штамповки.
Цель изобретения - расширение технологических возможностей блока за счет повышения его прочности.
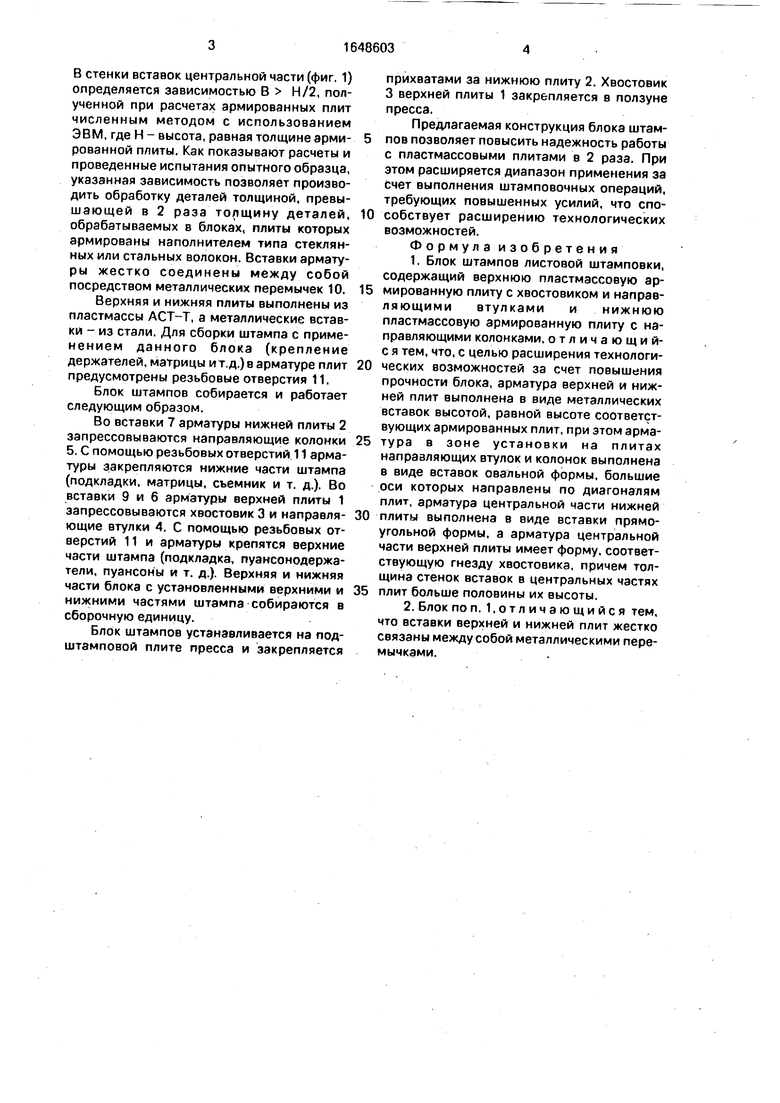
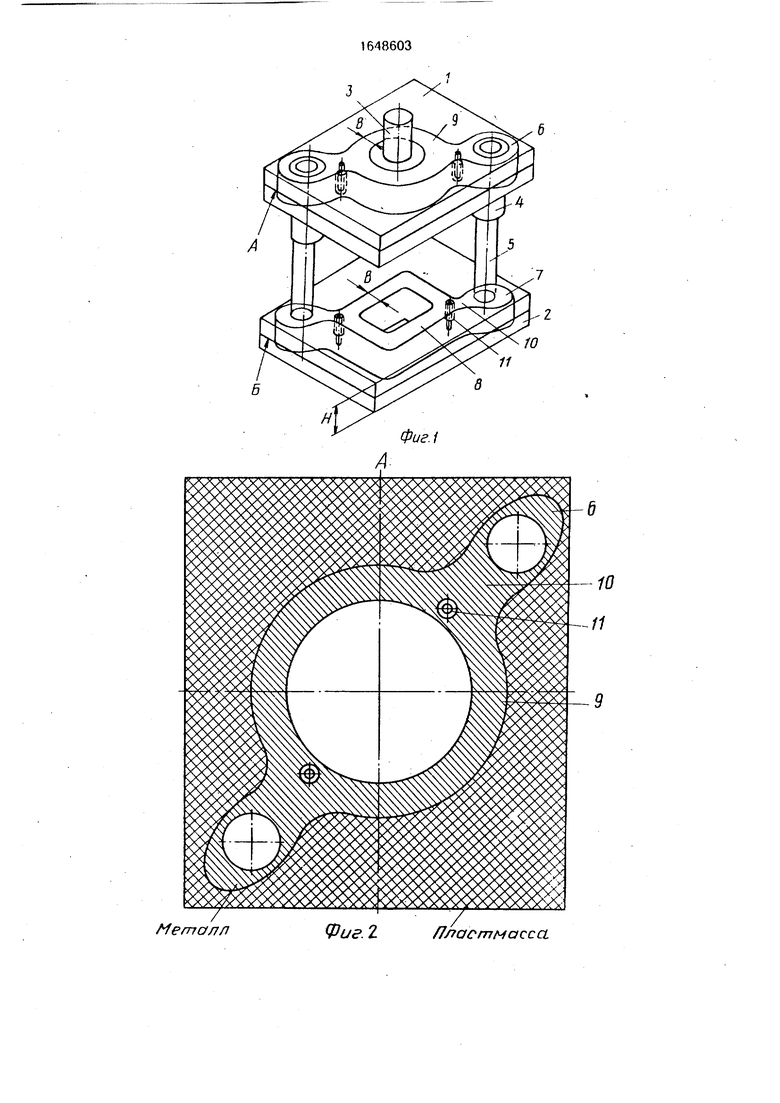
На фиг. 1 изображен блок штампов, общий вид; на фиг. 2 - среднее сечение А верхней плиты на фиг. 1; на фиг. 3 - сечение Б нижней плиты на фиг. 1.
Блок штампов листовой штамповки содержит верхнюю 1 и нижнюю 2 пластмассовые армированные плиты, а также
закрепленные в верхней плите хвостовик 3 и направляющие втулки 4, а в нижней плите - направляющие колонки 5. Арматура каждой из плит 1 и 2 выполнена в виде металлических вставок: у направляющих втулок 4 - вставки 6, и колонок 5 вставки 7 в виде вставок овальной формы, большие оси которых направлены по диагоналям плит. Вставка 8 в центральной части нижней плиты 2 выполнена в виде прямоугольника, соответствующего форме провального отверстия, а в верхней плите 1 - вставка 9, соответствующая гнезду хвостовика. При этом толщина
ON N 00 О О 00
В стенки вставок центральной части (фиг. 1) олределяется зависимостью В Н/2, полученной при расчетах армированных плит численным методом с использованием ЭВМ, где Н - высота, равная толщине армированной плиты. Как показывают расчеты и проведенные испытания опытного образца, указанная зависимость позволяет производить обработку деталей толщиной, превышающей в 2 раза толщину деталей, обрабатываемых в блоках, плиты которых армированы наполнителем типа стеклянных или стальных волокон. Вставки арматуры жестко соединены между собой посредством металлических перемычек 10.
Верхняя и нижняя плиты выполнены из пластмассы АСТ-Т, а металлические вставки - из стали. Для сборки штампа с применением данного блока (крепление держателей, матрицы и т.д.) в арматуре плит предусмотрены резьбовые отверстия 11.
Блок штампов собирается и работает следующим образом.
Во вставки 7 арматуры нижней плиты 2 запрессовываются направляющие колонки 5. С помощью резьбовых отверстий 11 арматуры закрепляются нижние части штампа (подкладки, матрицы, съемник и т. д.). Во вставки 9 и 6 арматуры верхней плиты 1 запрессовываются хвостовик 3 и направляющие втулки 4. С помощью резьбовых отверстий 11 и арматуры крепятся верхние части штампа (подкладка, пуансонодержа- тели, пуансоны и т. д.). Верхняя и нижняя части блока с установленными верхними и нижними частями штампа собираются в сборочную единицу.
Блок штампов устанавливается на под- штамповой плите пресса и закрепляется
прихватами за нижнюю плиту 2. Хвостовик 3 верхней плиты 1 закрепляется в ползуне пресса.
Предлагаемая конструкция блока штампов позволяет повысить надежность работы
с пластмассовыми плитами в 2 раза. При
этом расширяется диапазон применения за
счет выполнения штамповочных операций,
требующих повышенных усилий, что способствует расширению технологических
возможностей.
Формула изобретения
1.Блок штампов листовой штамповки, содержащий верхнюю пластмассовую армированную плиту с хвостовиком и направляющими втулками и нижнюю пластмассовую армированную плиту с направляющими колонками, отличающий- с я тем, что. с целью расширения технологических возможностей за счет повышения прочности блока, арматура верхней и нижней плит выполнена в виде металлических вставок высотой, равной высоте соответствующих армированных плит, при этом арматура в зоне установки на плитах направляющих втулок и колонок выполнена в виде вставок овальной формы, большие оси которых направлены по диагоналям плит, арматура центральной части нижней
плиты выполнена в виде вставки прямоугольной формы, а арматура центральной части верхней плиты имеет форму, соответствующую гнезду хвостовика, причем толщина стенок вставок в центральных частях
плит больше половины их высоты.
2.Блок по п. 1.отличающийся тем, что вставки верхней и нижней плит жестко связаны между собой металлическими перемычками.
Металл
Фиг. 2Пластмасса
Металл
фиг. 3 Пластмасса.
7
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Компенсатор неравномерности нагружения штампа | 1989 |
|
SU1710350A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| ЛИСТОШТАМПОВОЧНЫЙ ПРЕСС-АВТОМАТ | 2006 |
|
RU2341372C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Универсальный блок для листовой штамповки | 1982 |
|
SU1088847A1 |
| Штамп для открытой изотермической штамповки | 1980 |
|
SU1003984A1 |
| Штамп для обработки листового ма-ТЕРиАлА | 1979 |
|
SU820978A1 |
| Блок штампов для обработки листового материала | 1978 |
|
SU910287A1 |
Изобретение относится к обработке металлов давлением, в частности к блокам штампов листовой штамповки. Цель изобретения - расширение технологических возможностей блока за счет повышения его прочности. Блок штампов листовой штамповки содержит верхнюю 1 и нижнюю 2 пластмассовые армированные плиты, а также закрепленные в верхней плите хвостовик 3 и направляющие втулки 4, а в нижней плите направляющие колонки 5. Арматура каждой из плит 1,2 выполнена в виде направляющих втулок 4 и вставки 6, а также колонок 5 и вставки 7. Вставки 6 и 7 имеют овальную форму. Их большие оси направлены по диагоналям плит. Вставка 8 в центральной части нижней плиты 2 выполнена в виде прямоугольника, соответствующего форме провального отверстия, а в верхней плите 1 выполнена вставка 9, соответствующая гнезду хвостовика. Толщина В стенки вставок центральной части определяется зависимостью , полученной при расчетах армированных плит численным методом с использованием ЭВМ, где Н - высота, равная толщине армированной плиты. Указанная зависимость позволяет производить обработку деталей толщиной, превышающей в два раза толщину деталей, обрабатываемых в блоках, плиты которых армированы наполнителем типа стеклянных или стальных волокон. Вставки арматуры жестко соединены между собой посредством металлических перемычек 10. 1 з. п. ф-лы, 3 ил. Ё
| Пытьев П | |||
| Я | |||
| Штампы с пластмассовыми элементами | |||
| Куйбышевское книжное издательство, 1965, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
