Изобретение относится к машиностроению, в частности к средствам автоматизации технологических процессов, и может быть использовано при загрузке сборочных автоматов и для автоматизации подачи ферромагнитных деталей на механическую обработку или контроль.
Цель изобретения - повышение производительности ориентации длинных цилиндрических деталей путем использования энергии поля импульсно-включаемой электромагнитной катушкя, охватывающей ориент.фующий желоб, выполненный в форме многогранника.
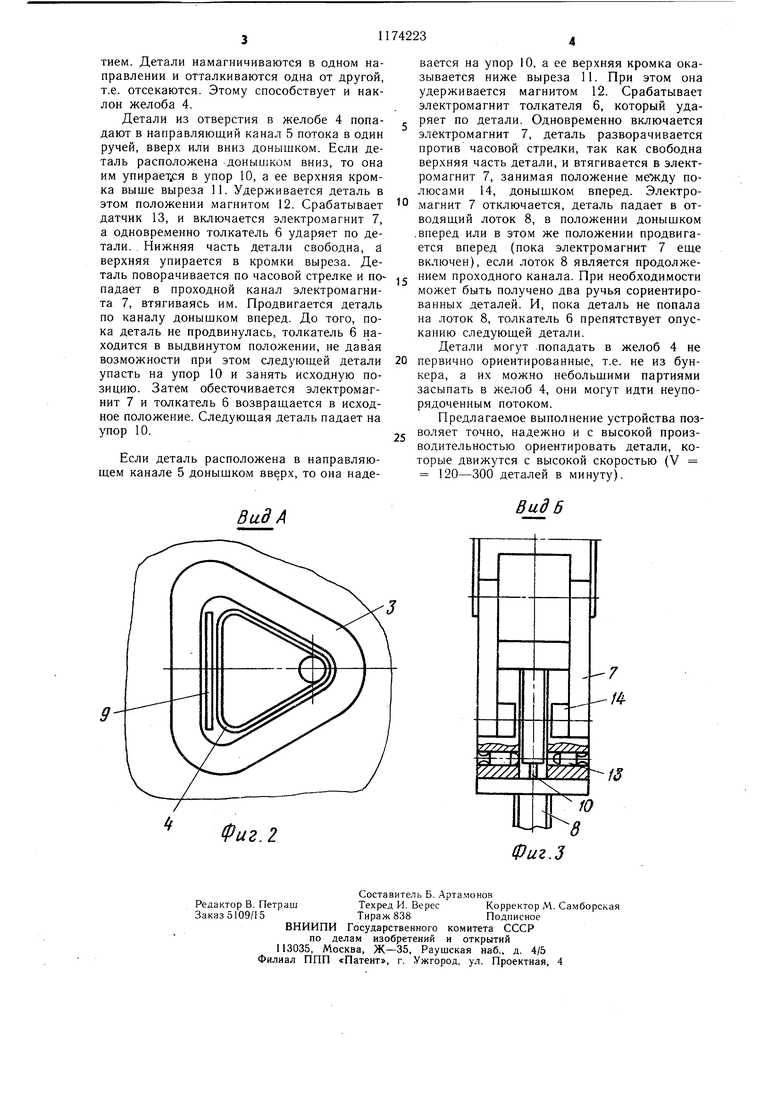
На фиг. 1 схематично изображено устройство, общий вид; на фиг. 2 - вид А на фиг. ; на фиг. 3 - вид Б на фиг. 1.
Устройство состоит из вибробункера 1, подающего лотка 2, корпуса 3 с ориентирующим желобом 4, направляющего канала 5, в котором с возможностью возвратнопоступательного перемещения установлен толкатель 6, переориентирующего электромагнита 7 и отводящего лотка 8.
Подающий лоток 2 установлен с наклоном (5-10°) по отнощению к выходной части лотка вибробункера 1. Корпус 3 выполнен в виде импульсно-включаемой электромагнитной катушки, которая охватывает желоб 4 из немагнитного материала. Желоб 4 имеет днище с отверстием, соответствующим диаметру детали, и выполнен в форме многогранника, например, треугольной формы, по одной из сторон которого (противоположной отверстию) вмонтирован ферромагнятный вкладыш 9.
Форма желоба (его поперечное сечение) 3.)висит от необходимого количества потоков ориентирующих деталей. Если требуется один поток, то он делается треугольной формы, с одним отверстием в днище, которое выполнено в одном из угловой с одним вкладышем, расположенным по противоположной стороне от-отверстия. Если надо создать два потока, то форма желоба 4 - четырехугольная и т.д.
Габариты желоба 4 (его поперечное сечение) зависят от размеров ориентируемых ферромагнитных деталей и .требуемого числа деталей в партии, попадающей в желоб 4. Детали должны располагаться в нем нак..юнно, опираясь на стенки желоба 4, но не должны занимать горизонтальное положеIHc, т.е. лежать на днище. Для этого раз.ар ii(,4iepe4Hoio сечения желоба не должен II ре R ы i 11 f ть вел и ч и н ы
5Г
I &in + d sin (- - d)
где -длина детали; ct -ее диаметр;
оС -угол наклона детали, установленной в желобе, оптимальное значение которого 50-60°.
Желоб 4 может иметь форму цилиндра, тогда вкладыш 9 расположен по образующей и имеет разрез (незамкнутый), соответствующий диаметру детали. В общем случае форма желоба должна быть такой, чтобы градиент поля был направлен в сторону отверстия в днище желоба 4, т.е. выводящего канала.
Направляющий канал 5 установлен под отверстием в желобе 4 и имеет диаметр не сколько больший, чем диаметр ориентируемой детали (меньше, чем два диаметра детали). В направляющем канале 5 установлен упор 10. Его диаметр меньше внутреннего диаметра отверстия детали настолько,
5 чтобы деталь, идущая донышком вверх, свободно на него надевалась. В направляющем канале 5 выполнен вырез 11. Его ширина больше диаметра ориентируемой детали, а расстояние ti от верхней плоскости упора до кромки выреза меньше длины детали. В направляющем канале 5 и в зоне упора 10 установлен удерживающий постоянный магнит 12 и датчик 13 наличия детали в направляющем канале 5.
В зоне выреза 11 за отводящим лотком 8
5 установлен С-образный электромагнит 7 на расстоянии а от выреза 11, обеспечивающем разворот детали и попадание ее в образованный полюсами 14 проводной канал под углом, не дающим возможности магнитно-силовым линиям развернуть деталь и
0 втянуть ее любым концом, т.е. деталь располагается по отношению к электромагниту 7 под небольшим углом к вертикали в момент срабатывания толкателя.
Датчик 13 наличия детали электрически связан с приводом толкателя 6 (например,
электромагнитом) и с электромагнитом 7. Корпус 3, желоб 4 и направляющая 5 установлены под небольшим (2-5°) углом к горизонту, обеспечивающим оптимальные условия установки и продвижения ориенти0 руемой детали.
Отводящий лоток 8 или установлен под электромагнитом 7, или является продолжением проходного канала, образованного полюсами 14.
Устройство работает следующим обра5 зом.
Ферромагнитные детали, первично ориентированные в вибробункере 1, сплЬшным потоком выходят из него (в один или несколько ручьев) и попадают в приемный 0 лоток 2. Наклон лотка 2 обеспечивает отрыв партии деталей от сплошного потока. Партия деталей попадает в магнитный желоб 4. Включается импульсно электромагнит катушки 3, и детали по одной попадают в отверстие желоба 4, благодаря созданию неоднород1 ого поля и локализации его именно в этом углу. Магнитно-силовые линии воздействуют на деталь так, что она устанавливается вертикально над отверс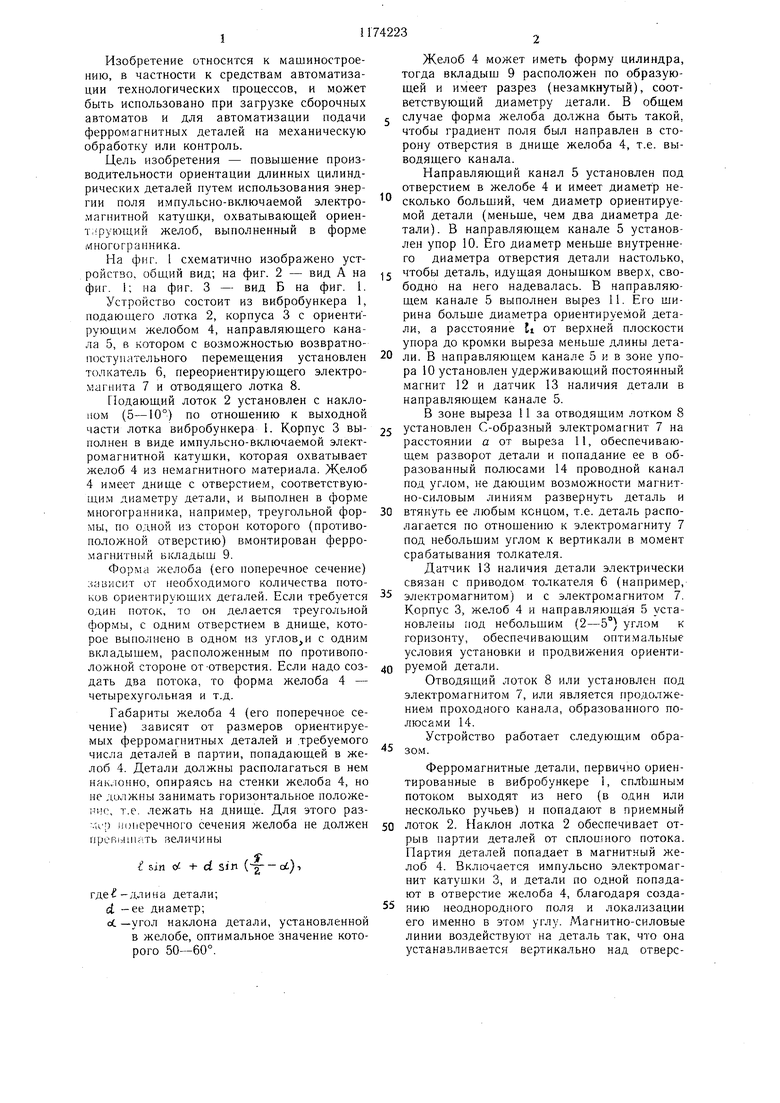
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей | 1978 |
|
SU775952A2 |
| Устройство для контроля и транспортировки деталей | 1986 |
|
SU1416968A1 |
| Устройство для ориентированной подачи радиодеталей с ферромагнитными выводами, преимущественно транзисторов | 1987 |
|
SU1451883A1 |
| Устройство для поштучной выдачи деталей | 1983 |
|
SU1143573A1 |
| Электромагнитный поворотный захват манипулятора для ферромагнитных деталей | 1978 |
|
SU747716A1 |
| Устройство для ориентации ферромагнитных деталей | 1985 |
|
SU1255381A1 |
| Устройство для ориентации ферромагнитных ассиметричных деталей | 1983 |
|
SU1148136A1 |
| Устройство для ориентации плоских деталей с продольной асимметрией | 1978 |
|
SU666042A1 |
| Устройство для ориентации токопроводящих немагнитных деталей | 1972 |
|
SU446168A1 |
| Устройство для сортировки ферромагнитных деталей | 1972 |
|
SU428652A1 |
Устройство для ориентации деталей, содержащее подающий и отводящий лотки, корпус с ориентирующим желобом и направляющий канал, отличающееся тем, что, с целью повышения производительности, корпус выполнен в виде электромагнитной катущки, охватывающей желоб, выполненный из немагнитного материала, в виде емкости многогранной формы с днищем, в одном из углов которого выполнено отверстие, под которым расположен направляющий канал, по стороне, противоположной отверстию, между желобом и катушкой установлен ферромагнитный вкладыш, а размер поперечного сечения многогранной емкости не превышает величины isin oc-f- d si« (-2--ct), где -длина детали; d. - ее диаметр; оС - угол наклона детали, устаановленной в желобе, принимаемый равным 50- 60°.
| Устройство для ориентации деталей типа колпачков | 1981 |
|
SU1000227A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
