Изобретение относится к машиностроению, в частности, к конструкциям прессов для прессования изделий из порошкообразных материалов.
Цель изобретения - повышение производительности.
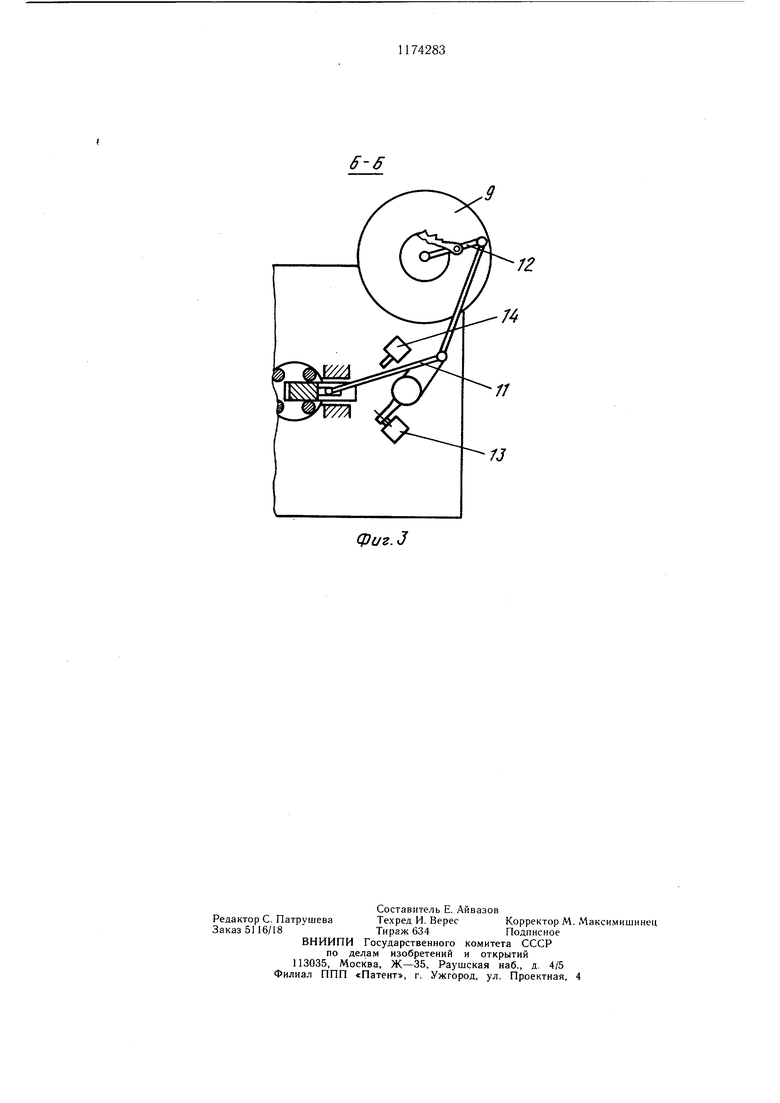
На фиг. 1 показан пресс, обш,ий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Пресс содержит размещенный в станине 1 силовой цилиндр 2, прессующий элемент в виде пуансона 3 и матрицы 4, размещенный в последней выталкиватель 5, упор б, загрузочный бункер 7 с захватом 8, приемник 9 готовых изделий. На станине 1 закреплен стол 10.
Привод перемещения загрузочного бункера 7, упора 6 и приемника 9 выполнен в виде кривощипно-щатунного 11 и храпового 12 механизмов.
Под столом 10 установлены конечные выключатели 13 и 14.
Пресс работает следующим образом.
В исходном положении край матрицы 4 и верхний конец выталкивателя 5 находятся в одной плоскости с поверхностью стола 10.
При включении пресса привод-15 приводит в движение загрузочный бункер 7. При подходе кромки бункера 7 к матрице 4 захват 8 сталкивает ранее отформованное изделие с поверхности выталкивателя 5, после чего кривошипно-шатунный мехатзм 11 отводит упор 6. При этом выталкиватель 5 опускается в нижнее положение. При дальнейшем движении бункера 7 матрица 4
фиг. 2
полняется формовочной смесью. Приблизившись к приемнику 9, захват 8 передает на него готовое изделие, при этом за счет срабатывания конечного выключателя 14 привод 15 загрузочного бункера 7 реверсируется. Во время обратного хода загрузочного бункера 7 при помощи храпового механизма 12 приемник 9 поворачивается на один щаг, а матрица 4 дополнительно заполняется смесью. В крайнем левом положеНИИ загрузочного бункера 7 срабатывает конечный выключатель 13, по команде которого происходит включение силового цилиндра 2.
При движении матрицы 4 вверх упор 6 возвращается в рабочее положение. Прессование продолжается в течение назначенного времени, по истечении которого силовой цилиндр 2 переключается. При опускании матрицы 4 в нижнее положение выталкиватель 5 упирается своим нижним концом в упор 6, а матрица 4 под действием сило-, вого цилиндра 2 продолжает движение вниз. Происходит выталкивание готового изделия. В конце опускания срабатывает конечный выключатель 16, подавая тем самым команду на включение привода 15 загрузочного бункера 7.
Далее цикл работы пресса повторяется.
Технико-экономический эффект от внедрения изобретения обеспечивается повышением производительности благодаря автоматизации процессов загрузки заготовок и выгрузки готовых изделий по сравнению с базовым объектом.
/S
Фuг.J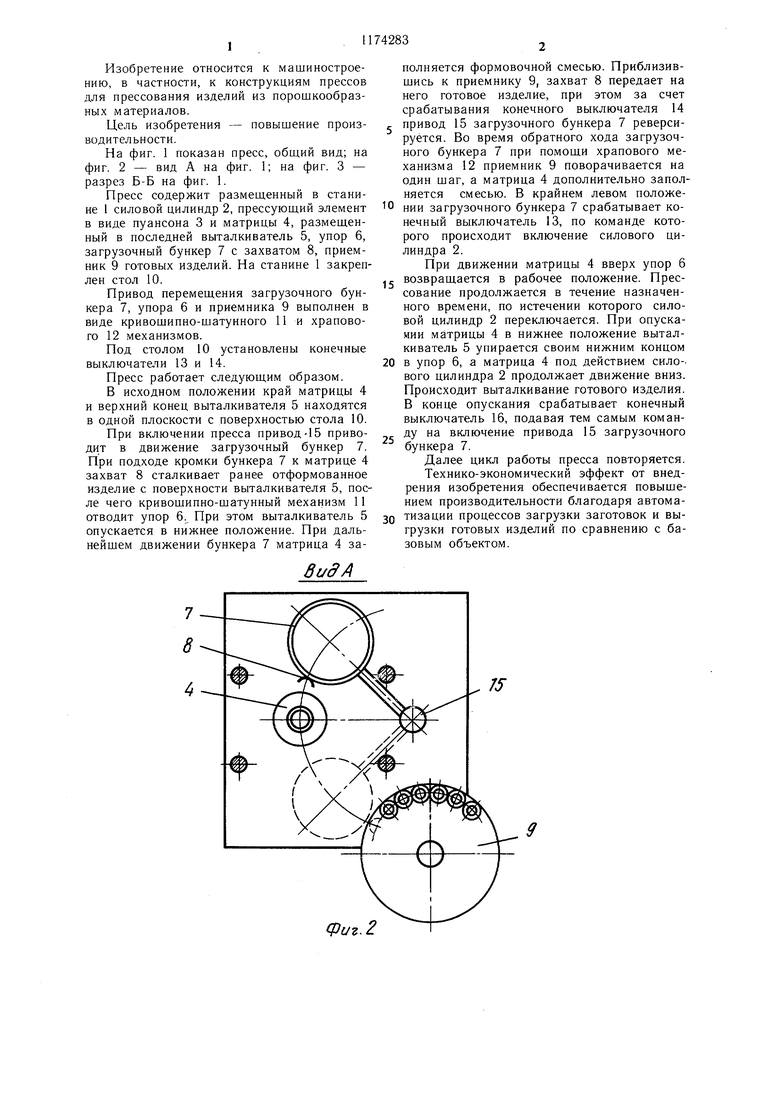
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для прессования порошковых материалов | 1984 |
|
SU1177174A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2040396C1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2152301C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ ГРУНТА | 1992 |
|
RU2044641C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |
ВЕРТИКАЛЬНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ, содержащий размещенный в станине силовой цилиндр, прессующий элемент в виде иуансона и матрицы, размещенный в последней выталкиватель, приводной упор для последнего, а также установленный над матрицей приводной загрузочный бункер, отличающийся тем, что, с целью повыщения производительности, он снабжен приводным приемником готовых изделий, сочлененным с загрузочным бункером захватом, а также механической передачей, связывающей приводы загрузочного бункера, приемники готовых изделий и перемещения упора, при этом матрица установлена на подвижном элементе силового цилиндра. 2. Пресс но п. 1. отличающийся тем, что указанная передача выполнена в виде последовательно соединенных кривощипно-щатунного и храпового механизмов. (Л 4 to 00 со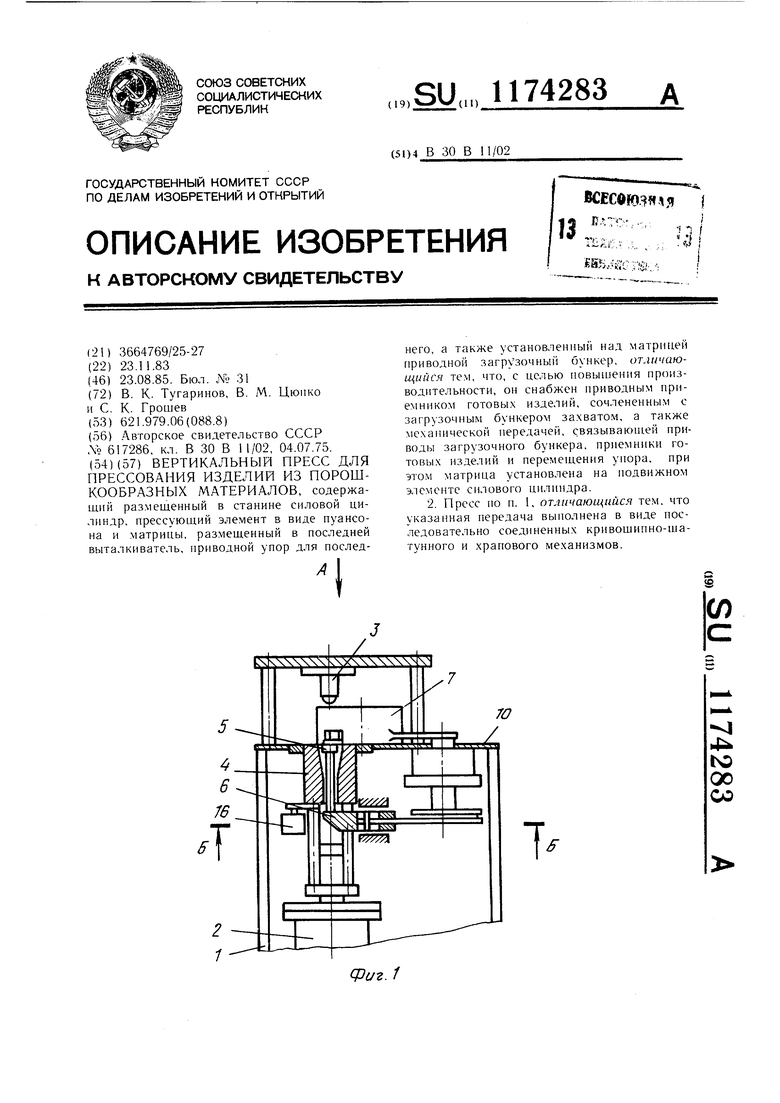
| .Авторское свидетельство СССР ,о 617286 | |||
| кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
