Изобретение относится к технике упаковки и может быть использовано при механизации укладывания изделий в тару.
Целью изобретения является упрощение конструкции и повышение надежности в работе.
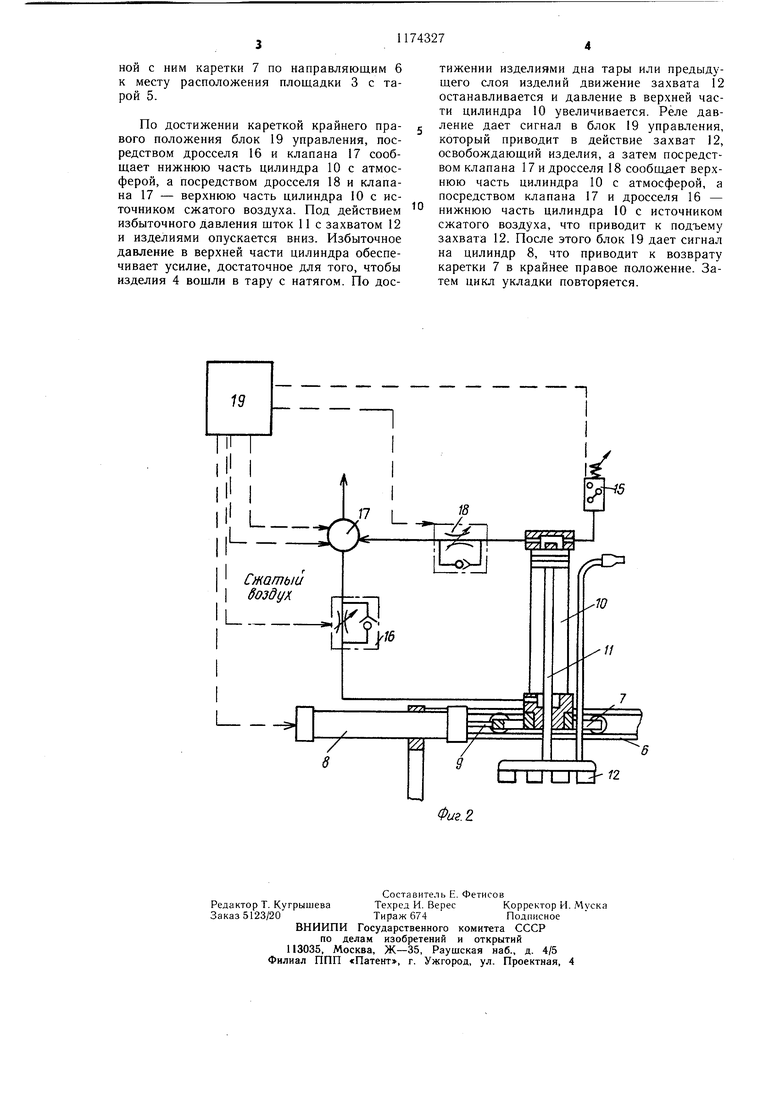
На фиг. 1 и 2 представлено предлагаемое устройство.
Устройство состоит из станины 1, снабженной площадками 2 и 3, предназначенными соответственно для формирования слоя изделий 4 и размещения заполняемой тары 5. В верхней части станины размещены направляющие 6 для перемещения каретки 7 и горизонтальный силовой цилиндр 8, связанный при помощи щтока 9 с кареткой.
На каретке размещен вертикальный силовой цилиндр 10, связанный при помощи щтока 11 с пневматическим захватом 12 изделий. В нижней части станины размещен механизм 13 формирования слоя изделий.
Верхняя часть вертикального силового цилиндра постоянно соединена с атмосферой через фильтр 14 и движение захвата вниз осуществляется только под действием собственной массы опускающихся частей (фиг. 1). В этом варианте в нижней части вертикального силового цилиндра установлено реле 15 давления и дроссель 16. При помощи клапана 17 нижняя часть силового цилиндра 10 сообщается с атмосферой или источником, сжатого воздуха (не показан).
Реле 15 давления соединено с верхней частью вертикального силового цилиндра (фиг. 2). В этом варианте верхняя часть цилиндра дополнительно снабжена дросселем 18. Верхняя и нижняя части цилиндра при помощи клапана 17 сообщаются с атмосферой или источником сжатого воздуха (не показан).
Управление устройством осуществляется с помощью блока 19 управления, соединенного со всеми механизмами устройства.
Устройство (фиг. 1) работает следующим образом.
Упаковываемые изделия 4, установленные на площадке 2, с помощью механизма 13 формирования слоя формируются в слой. По окончании формирования слоя блок 19 управления подает сигнал на дроссель 16, и клапан 17 и нижняя часть цилиндра 10 сообщается с атмосферой через дроссель 16. Верхняя часть цилиндра постоянно сообщается с атмосферой посредством фильтра 14. Захват 12 под действием собственного веса опускается вниз. Скорость опускания захвата регулируется путем поддержания избыточного давления в нижней части цилиндра 10 с помощью дросселя 16.
При достижении слоя изделий происходит остановка захвата, в результате чего давление в нижней части цилиндра 10
уменьщается до атмосферного. Реле 15 давления дает сигнал в блок 19 управления, который закрывает дроссель 16 и приводит в действие захват 12, захватывающий
слой изделий 4. Затем блок 19 управления посредством клапана 17 подает в нижнюю часть цилиндра 10 сжатый воздух. Под действием избыточного давления щток 11 движется вверх, поднимая захват 12 вместе с изделиями 4. Последующий сигнал с
блока 19 управления на горизонтальный цилиндр 8 вызывает перемещение щтока 9 и связанной с ним каретки 7 по направляющим 6 к месту расположения площадки 3 с тарой 5. По достижении кареткой крайнего правого положения блок 19 управления посредством клапана 17 и дросселя 16 сообщает нижнюю часть цилиндра 10 с атмосферой, и шток 11 с захватом 12 и переносимыми изделиями опускаются вниз под действием собственного веса. Скорость
0 опускания регулируется дросселем 17. По достижении изделиями дна тары или предыдущего слоя изделий движение захвата устанавливается и давление в нижней части цилиндра 10 уменьшается до атмосферного. Реле давления дает сигнал в блок 19 управления, который приводит в действие захват 12, освобождающий изделия, а затем посредством клапана 17 подает в нижнюю часть цилиндра 10 сжатый воздух, что приводит к подъему захвата 12.
0 После этого блок 19 дает сигнал на цилиндр 8, что приводит к возврату каретки 7 в крайнее левое положение. Затем цикл укладки изделий повторяется.
Устройство (фиг. 2) работает следующим образом.
5 По окончании формирования слоя изделий на площадке 2 блок 19 управления подает сигнал на дроссели 16 и 18 и клапан 17. Обе части цилиндра 10 при этом сообщаются с атмосферой. Захват 12 под действием
Q собственного веса опускается вниз. Скорость опускания захвата регулируется путем поддержания избыточного давления п нижней части цилиндра 10 с помощью дросселя 16 и разряжения в верхней части цилиндра 10 с помощью дросселя 18. По
5 достижении слоя изделий происходит остановка захвата 12, в результате чего давление в верхней части цилиндра 10 увеличивается до атмосферного. Реле 15 давления дает сигнал в блок 19 управления, который приводит в действие захват 12, захватывающий слой изделий 4. Затем блок управления дает сигнал на клапан 17, в результате чего в нижнюю часть цилиндра 10 подается сжатый воздух. Под действием избыточного давления щток 11 движется
5 вверх, поднимая захват 12 вместе с изделиями 4. Последующий сигнал с блока 19 управления на горизонтальный цилиндр 8 вызывает перемещение штока 9 и связанной с ним каретки 7 по направляющим 6 к месту расположения площадки 3 с тарой 5.
По достижении кареткой крайнего правого положения блок 19 управления, посредством дросселя 16 и клапана 17 сообщает нижнюю часть цилиндра 10 с атмосферой, а посредством дросселя 18 и клапана 17 - верхнюю часть цилиндра 10 с источником сжатого воздуха. Под действием избыточного давления шток 11 с захватом 12 и изделиями опускается вниз. Избыточное давление в верхней части цилиндра обеспечивает усилие, достаточное для того, чтобы изделия 4 вощли в тару с натягом. По достижении изделиями дна тары или предыдущего слоя изделий движение захвата 12 останавливается и давление в верхней части цилиндра 10 увеличивается. Реле давление дает сигнал в блок 19 управления, который приводит в действие захват 12, освобождающий изделия, а затем посредством клапана 17 и дросселя 18 сообщает верхнюю часть цилиндра 10 с атмосферой, а посредством клапана 17 и дросселя 16 - нижнюю часть цилиндра 10 с источником сжатого воздуха, что приводит к подъему захвата 12. После этого блок 19 дает сигнал на цилиндр 8, что приводит к возврату каретки 7 в крайнее правое положение. Затем цикл укладки повторяется.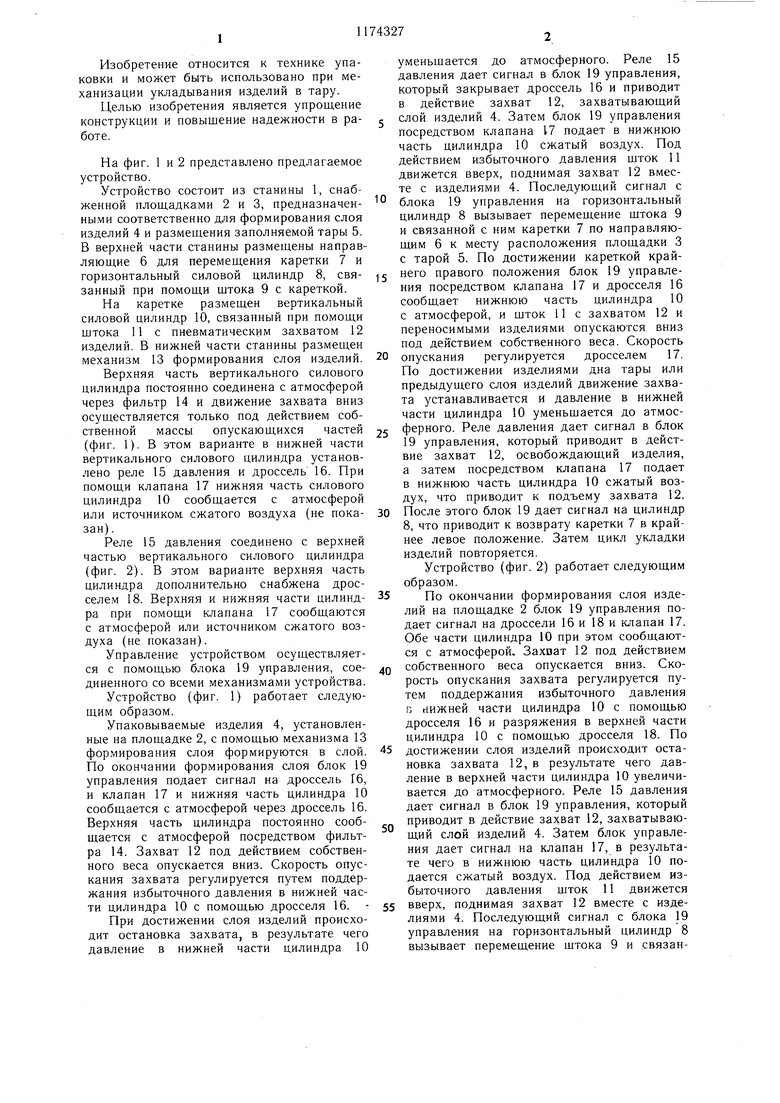
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU329069A1 |
| АВТОЛитИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ | 1973 |
|
SU398404A1 |
| Пневматический весовой дозатор | 1988 |
|
SU1610304A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Пневматический весовой дозатор непрерывного действия | 1985 |
|
SU1278597A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| СИСТЕМА УПРАВЛЕНИЯ АППАРЕЛЬЮ ЛЕТАТЕЛЬНОГО АППАРАТА | 2001 |
|
RU2180308C1 |
УСТРОЙСТВО ДЛЯ УКЛАДЫВАНИЯ ИЗДЕЛИЙ В ТАРУ, включающее площадку для тары, механизм формирования слоя изделий, пневматический механизм переноса слоя изделий в тару, оснащенный кареткой и вертикальным силовым цилиндром, блок управления механизмами устройства и механизм фиксации момента соприкосновения переносимого слоя изделий со слоем, уложенным в тару, соединенный с блоком управления, отличающееся тем, что, с целью упрощения конструкции и повышения надежности в работе, механизм фиксации момента соприкосновения выполнен в виде реле давления, установленного Б нижней или верхней части цилиндра. (Л 4 СА: ьо 
19
| ВСЕСОЮЗНАЯ ПАТЕИТНО-TEXHH'iE';:БИБЛИОТЕКАО. Я. Пронин | 0 |
|
SU327092A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
