В деревообрабатывающей промышленности склеивание деталей с обогревом токами высокой частоты имеет широкое распространение, и для этой цели применяют обычно пресс с конденсаторными пластинами, транспортер, доставляющий детали к прессу, и генератор токов высокой частоты.
Эти установки, однако, не предусматривают автоматизацию процесса склеивания деталей и требуют значительной затраты ручного труда при их эксплуатации.
Описываемое устройство для склеивания карандашных дощечек, автоматизирует процесс. Для этого имеющиеся в устройстве пресс, транспортер и бункер кинематически связаны между собою кулачковым механизмом и сблокированы в электрической схеме с генератором токов высокой частоты путем последовательного соединения, осуществляющего автоматическое и последовательное включение их в действие.
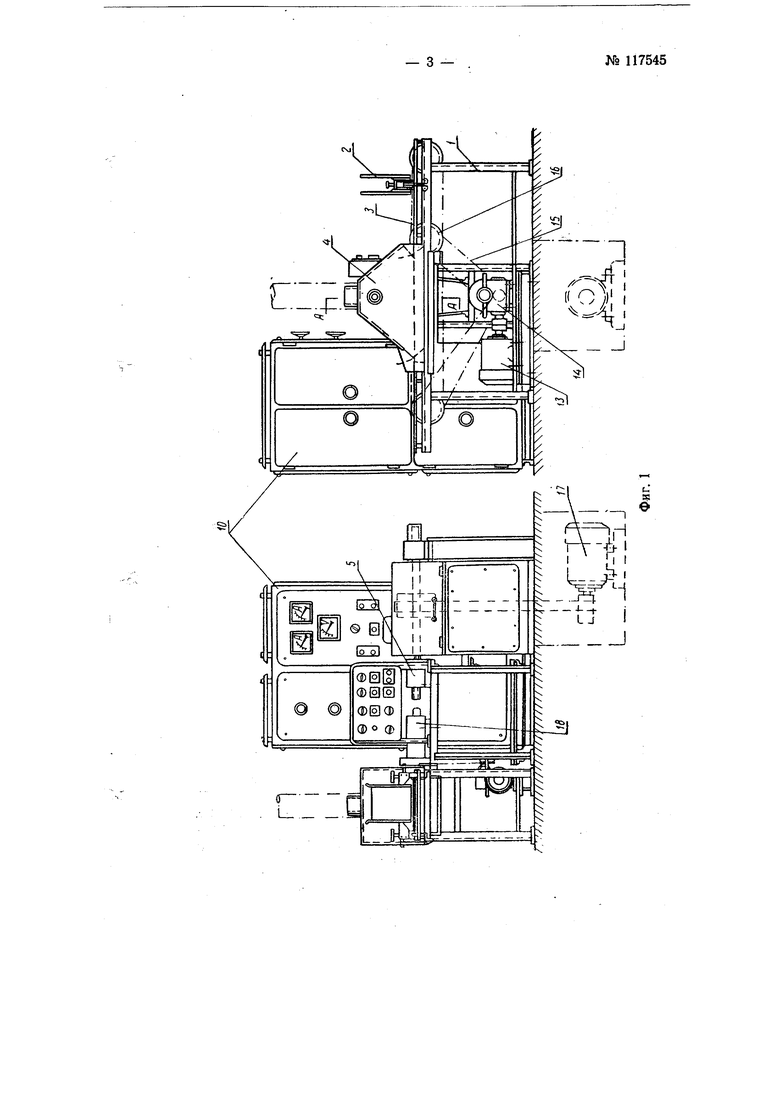
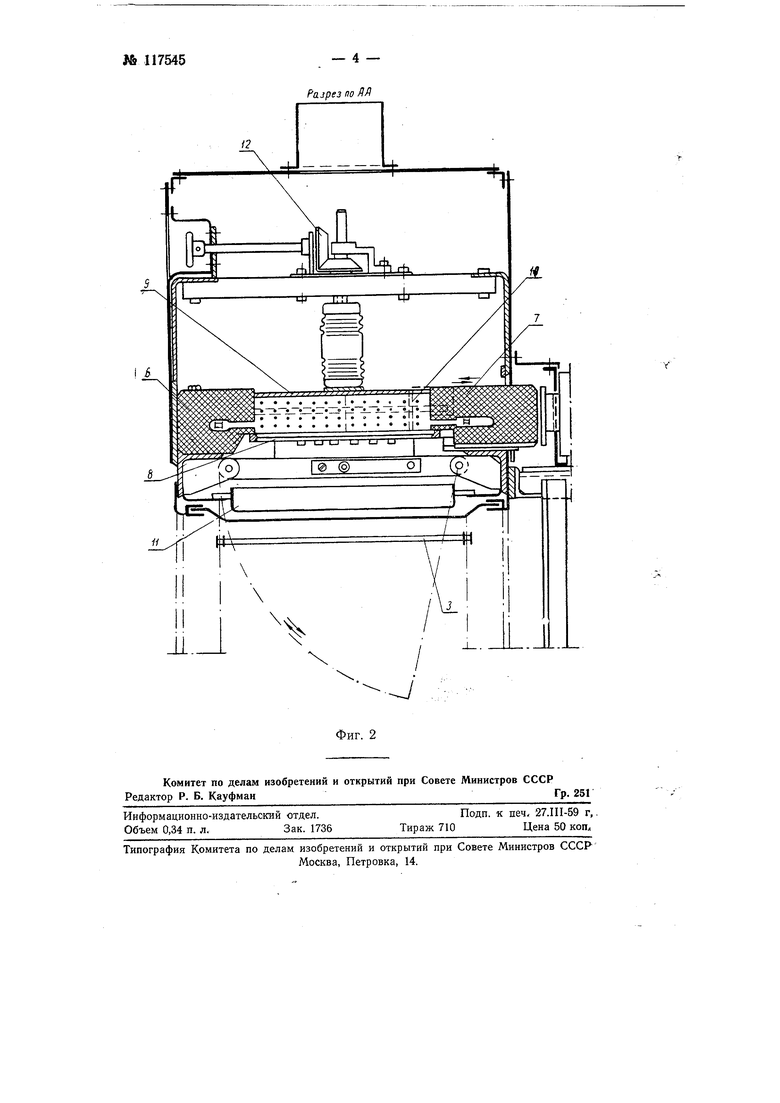
На фиг. 1 схематически изображен общий вид устройства в двух проекциях; на фиг. 2 - вид рабочей части пресса в разрезе.
На общей станине 1 расположены загрузочный бункер 2, цепной транспортер 3 и рабочая часть 4 пресса 5, закрытая кожухом из листовой стали. Рабочая часть пресса состоит из неподвижного упора 6 и подвижной плиты 7, между которыми помещаются конденсаторные пластины 8 и 9; нижняя конденсаторная пластина 8 заземлена, а верхняя пластина 9 подключена к генератору 10 токов высокой частоты. Нижняя пластина 8 снабжена прорезями для стока излишков клея от склеиваемых пластин в сборник /У, а верхняя пластина 9 соединена с ручным приводом 12, служащим для сообщения пластине 9 перемещения в вертикальном направлении.
Привод устройства состоит из электродвигателя 13, редуктора 14, цепей 15 и приводных звездочек 16.
Движение от приводных звездочек 16 при помощи кулачковых муфт, включаемых электромагнитами, передается на распределительный вал
т 11754.5
бункера 2, а от распределительного вала получают поступательное движение два рычага-один, служащий для подачи пакета дощечек из бункера на транспортер, а другой-для сжатия в бункере очередного пакета дощечек. Винтовой пресс 5 имеет индивидуальный привод от электродвигателя 17 и осуществляет давление на подвижную плиту через регулирующее устройство 18, автоматически поддерживающее заданное удельное давление при сжатии.
В электрической схеме управления основные рабочие элементы устройства-бункер, транспортер и пресс-сблокированы с генератором токов высокой частоты путем последовательного соединения. Бункер загружается вручную карандашными дощечками, предварительно намазанными клеем и уложенными в пакеты по 18-20 пар. Цепной транспортер подхватывает один пакет, выталкиваемый из бункера рычагом, доставляет его на площадку рабочей части пресса и автоматически выключается. В этот момент включается пресс и происходит сжатие пакета дощечек 19. По достижении заданного усилия пресс выключается и включается генератор токов высокой частоты и механизм бункера. Происходит быстрый нагрев пакета дощечек, а из бункера выталкивается на транспортер очередной пакет.
По окончании нагрева генератор автоматически выключается, пресс включается на обратный ход, в конце которого включается транспортер, выталкивающий пакет склеенных дощечек из рабочей части пресса и доставляющий туда новый. Весь процесс склеивания дощечек, таким образом, осуществляется автоматически.
Предмет изобретения
Устройство для склеивания карандащных дощечек в поле токов высокой частоты с применением генератора токов высокой частоты, конденсаторных пластин, охватывающих склеиваемый блок, пресса, трансрортера и бункера, отличающееся тем, что, с целью автоматизации процесса склеивания, бункер, транспортер и пресс кинематически свя заны между собой посредством кулачкового механизма и сблокированы в электрической схеме с генератором токов высокой частоты путем последовательного соединения, осуществляющего автоматическое и последовательное включение их в действие.
(-. s
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для склеивания двухслойных лыж | 1957 |
|
SU113608A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРАНДАШНОЙ ДОЩЕЧКИ | 2011 |
|
RU2484976C1 |
| Устройство для соединения деталей по длине | 1988 |
|
SU1583293A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| СПОСОБ ФАНЕРОВАНИЯ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2067524C1 |
| ВЫСОКОЧАСТОТНАЯ УСТАНОВКА ДЛЯ СКЛЕИВАНИЯ | 1966 |
|
SU180327A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| Устройство для загрузки удлиненными заготовками автоматических станочных линий | 1959 |
|
SU124354A1 |
| ВЕРТИКАЛЬНЫЙ ПРЕСС ДЛЯ СКЛЕИВАНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2562847C2 |