Изобретение относится к деревообрабатывающей промышленности, в частности -к оборудованию для склей вания пиломатериалов по ширине.
Известна линия для склеивания щитов, содержащая транспортеры, накопитель с греющимистенками, клеенаносящее устройство и фрикционный пресс tl3«
Известна также линия для склеивания пиломатериалов по ширине, включающая раму, подающий роликовый транспортер, устройство для нагрева кромок пиломатериалов, клеенаносящее устройство в виде экструдеров с соплами, имеющими узлы их подъема и поворота, перекладчик, секционный толкатель, пресс с силовыми прижимами на входе и выходе и расположенными между ними.подпружиненными прижимами, базовые уПоры, расположенные за прессом, суппортную пилу с узлом подъема и опускания и прижимными роликами, поперечный досылатель -и роликовый транспортер выгрузки f 2 3Недостатком известных линий является низкие производительность и качество склеивания.
Цель изобретения - повьшение производительности и качества склеивания. .
Поставленная цель достигается тем, что перекладчик выполнен в виде горизонтального вала с жестко закрепленными на нем крестовинами с прорезями, которые снабжены зажимными и выталкивающими механизмами, устройство дпя нагрева кромок пиломатериалов размещено внутри секционного толкателя, причем последний установлен М1эжду перекладчиком и прессом,- клее.наносящее устройство выполнено на каретке и установлено над перекладчиком вдоль его продольной оси, при этом каретка снабжена поперечным суппортом с .копирующим механизмом, а рама снабжена подъемными решетчатыми столами, которыеразмещены между прессом и секционным толкателем и между суппортной пилой и роликовым транспортером выг.рузки.:
Кроме того, каждый зажимной механизм перекладчика выполнен в виде горизонтального вала с жестко закрепленными кулачками и подпружиненными пластинами и каждый выталкивающий мехс1низм перекладчика выПолнен в виде штанги с выступами и смонтированного в прорезях крестовин шарнирного параллелограмма.
При этом копирующий механизм выполнен в виде установленных на поперечном суппорте роликов, один из KoTopfcjx смонтирован стационарно, а другой подпружинен и снабжен винтовым устройством для перемещения.
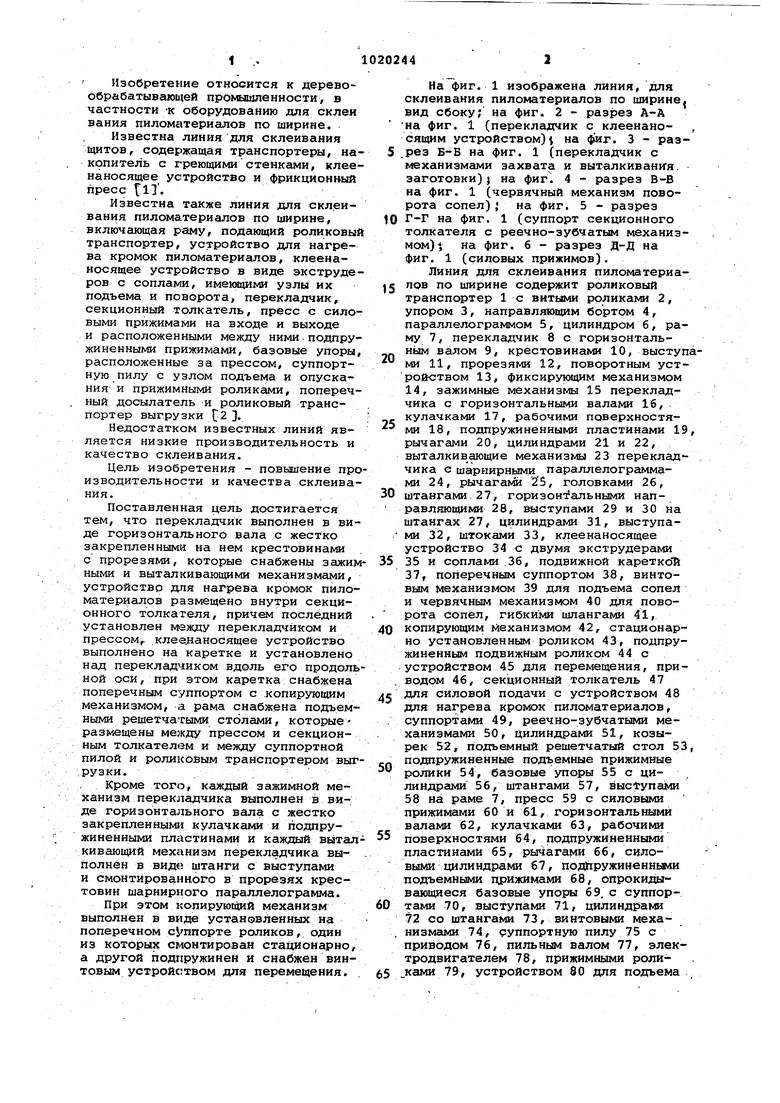
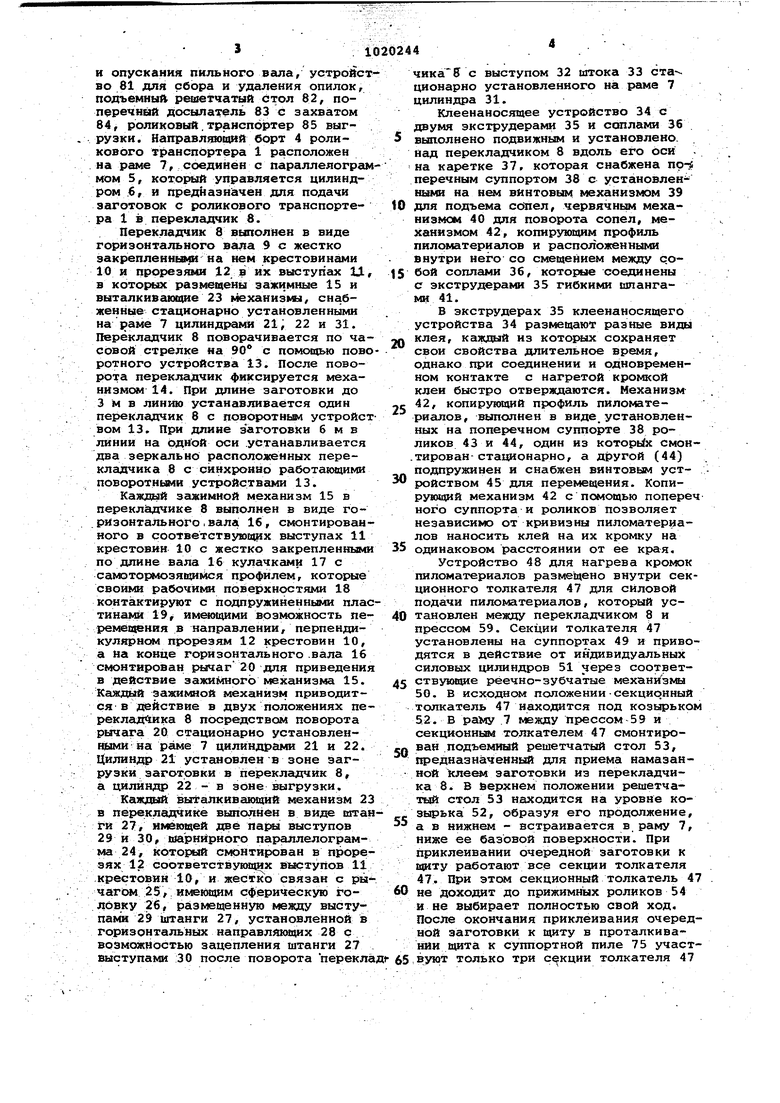
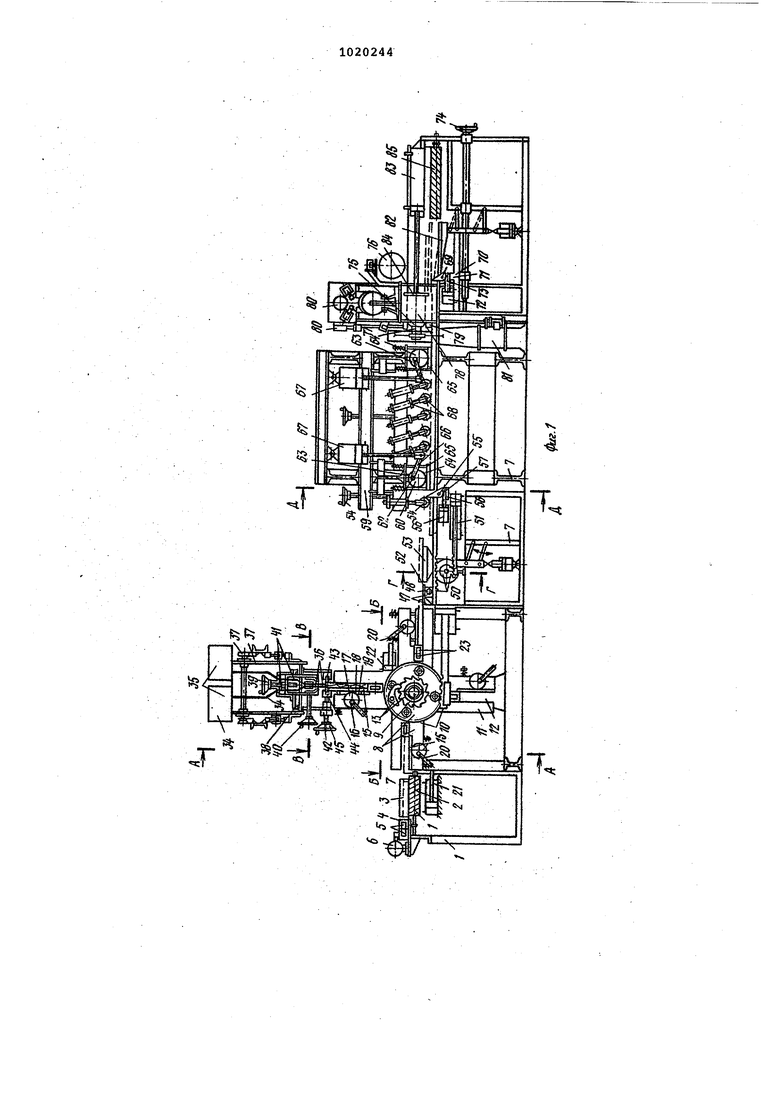
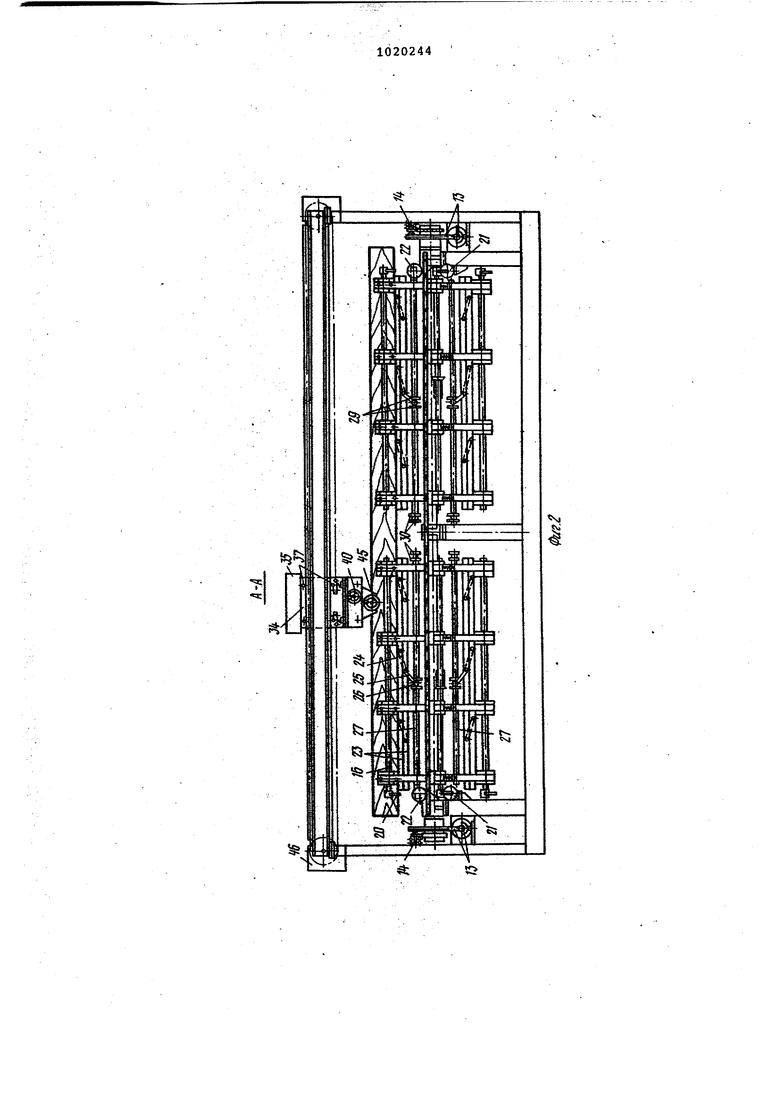
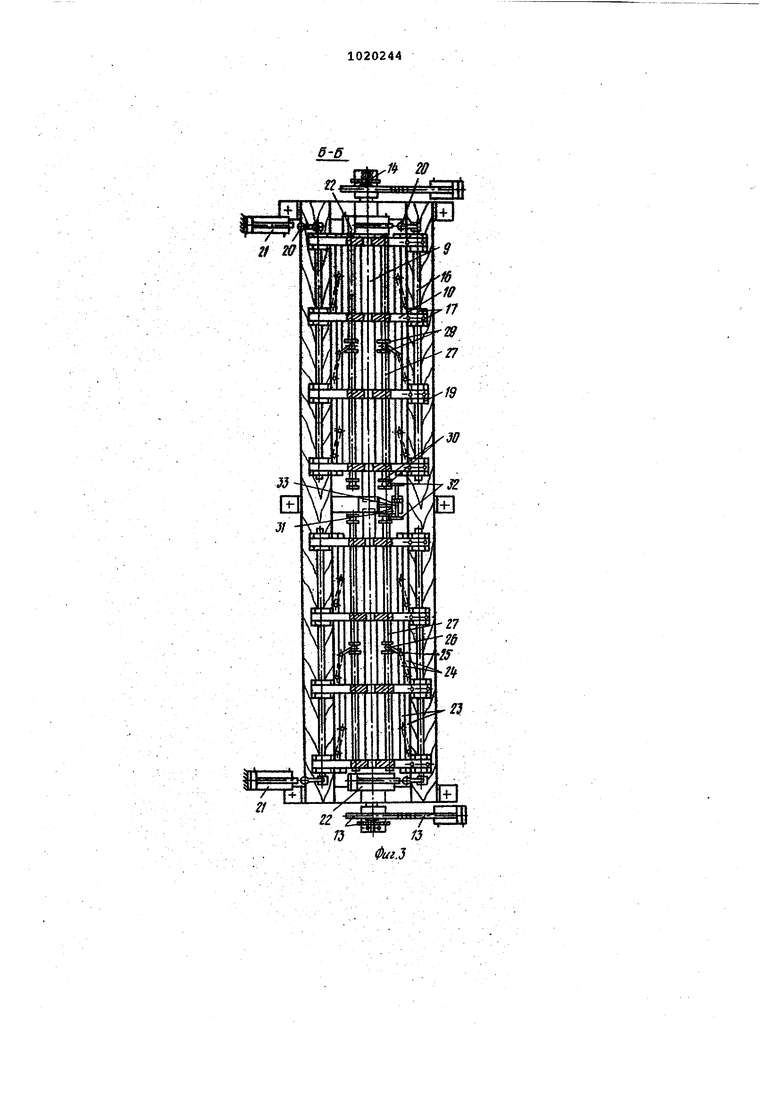
На фиг. 1 изображена линия, для склеивания пиломатериалов по ширине, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1 (перекладчик с клеенано- , сящим устройством) на флт. 3 - раз5 .рез Б-Б на фиг. 1 (перекладчик с механизмами захвата и выталкивания. заготовки)) на фиг. 4 - разрез В-В на фиг. 1 (червячный механизм поворота сопел)J на фиг. 5 - разрез
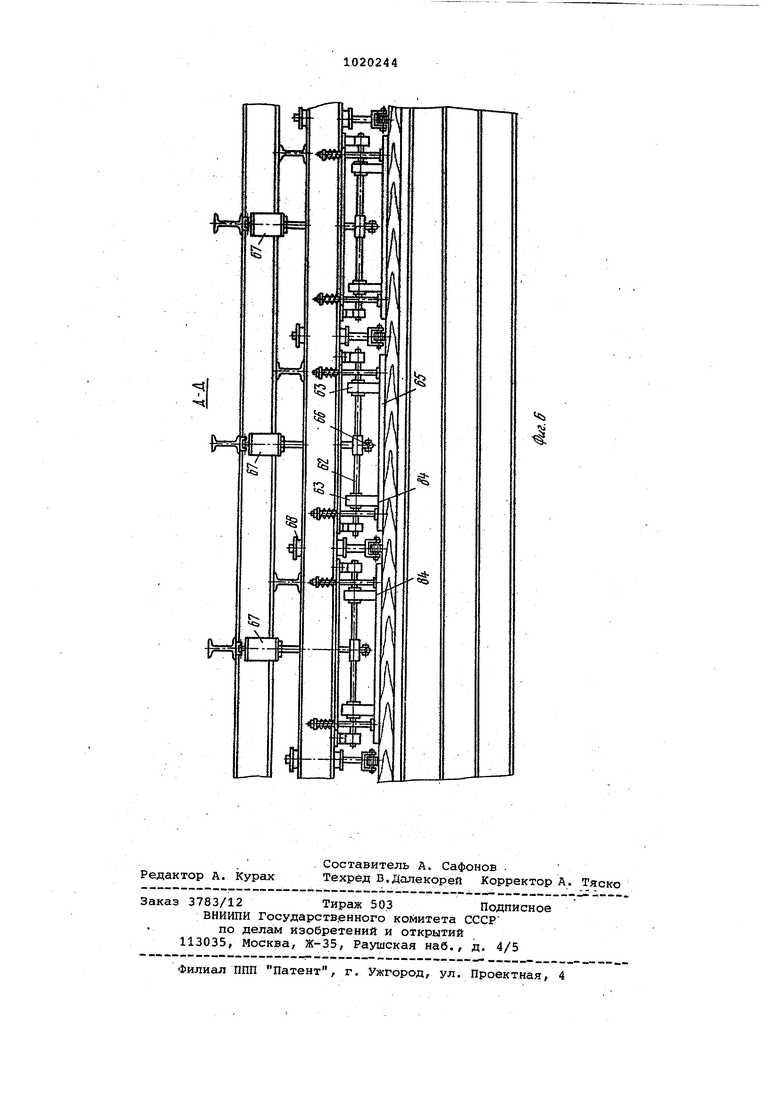
0 Г-Г на фиг. 1 (суппорт секционного толкателя с реечно-зубчатым механизмом) на фиг. б - разрез Д-Д на фиг. 1 (силовых прижимов).
Линия для склеивания пиломатериапов по ширине содержит роликовый транспортер 1 с витыми роликами 2, упором 3, направляющим бортом 4, параллелограммом 5, цилиндром 6, раму 7, перекладчик 8 с горизонтальным валом 9, крестовинами 10, выступами 11, прорезями 12, поворотным устройством 13, фиксирующим механизмом 14, зажимные механизмы 15 перекл.адчика с горизонтальными валами 16, кулачками 17, рабочими поверхностями 18, подпружиненными пластинами 19, рычагами 20, цилиндрами 21 и 22, выталкив ающие механизмы 23 переклад- , чика с шарнирными параллелограммами 24, рычагаки 25, головками 26,
0 штангами-27, горизонтальными нап равляющими 28, выступами 29 и 30 на штангах 27, цилиндрами 31, выступами 32, штоками 33, клеенаносящее устройство 34 с двумя экструдерами
5 35 и соплами 36, подвижной кареткоТ 37, поперечным суппортом 38, винтовым механизмом 39 для подъема сопел и червячным механизмом 40 для поворота сопел, гибкими шлангами 41,
0 копирующим механизмом 42, стационарно установленным роликом 43, подпружиненньш подвижным роликом 44 с устройством 45 для перемещения, приводом 46, секционный толкатель 47
е для силовой подачи С устройством 48
для нагрева кромок пиломатериалов, . суппорталт 49, реечно-зубчатыми механизмами 50, Цилиндрами 51, козырек 52, подъемный решетчатый стол 53,
пода1ружиненные подъемные прижимные ролики 54, базовые упоры 55 с цилиндрами 56, штангами 57, высфупами 58 на раме 7, пресс 59 с силовыми прижимами 60 и 61, горизонтальными валами 62, кулачками 63, рабочими
5 поверхностями 64, подпружиненными пластинами 65, рычагами 66, силовыми цилиндрами 67, по;шружии€нными подъемными црижимами 68, опрокидывающиеся базовые упоры 69. с суппортами 70, выступами 71, цилиндрами 72 со штангами 73, винтовыми механизмами 74, руппортную пилу 75 с приводом 76, пильным валом 77, электродвигателем 78, прижимными роли5 ками 79, устройством 80 для подъема и опускания пильного вала, устройст во 81 для сбора и удаления опилок, подъемныА рааетчатый стол 82, поперечный досылатель 83 с захватом 84, роликовый.транспортер 85 выгрузки. Направляю11|Ий борт 4 роликового транспортера 1 расположен на раме 7, соединен с параллелограм мом 5, который управляется цилиндром .6, и предназначен для подачи заготовок с роликового транспортера 1 в перекладчик 8. Перекладчик 8 выполнен в виде горизонтального вала 9 с жестко закрепленньаш на нем крестовинами 10 и прорездам 12 в их выступах 1Д в которых размещены зажимные 15 и выталкивающие 23 механизмы, снабженные стационарно установленными на раме 7 цилиндрами 21, 22 и 31. Перекладчик 8 поворачивается по ча совой стрелке «а 90° с помощью пово ротного устройства 13. После поворота перекладчик фиксируется механизмом 14. При длине заготовки до 3 м в линию устанавливается один перекладчик 8 с поворотнь№4 устройст вом 13. При длине эаготовки б м в линии на одной оси .устанавливается два зеркально расположенных перекладчика 8 с синхронно работающими поворотными устройствами 13. Каждый зажимной механизм 15 в перекладчике В выполнен в виде го.ризонтального,вала 16, смонтирован ного в соответствующих выступах 11 крестовин 10 с жестко закрепленньд 1И по длине вала 16 кулачками 17 с самотормозя1циМся профилем, которые своими рабочими поверхностями 18 контактируют с подпружиненньвл пла ткнами i9f имеющими возможность пе ремещения в направлении, перпендикулярнс прорезям 12 крестовин 10, а на конце горизонтального .вала 16 смонтирован рычаг20 для приведени в действие зажимного механизма 15. Каждый зажимной механизм приводится в действие в двух положениях пе реклад4ика 8 посредством поворота рычага 20 стационарно установленными на раме 7 цилиндрами 21 и 22. Цилиндр 21 установлен в зоне загрузки заготовки в перекладчик 8, а цилиндр 22 - в зоне выгрузки. Каждый выТалкиваииций механизм 2 в перекладчике выполнен в виде шта ги 27, имеющей две пары выступов 29 и 30, шарнирного параллелограмма 24, который смонтирован в проре зях 12 соответствукиц|1Х в жзтупов 11 крестовин 10, и жестко связан с ры чагсж 25, имекяцим сферическую годонку 26, размещенную между выступами 29 штанги 27, установленной в горизонтальных направлто&щх 28 с возможностью зацепления штанги 27 выступами 30 после поворота пepeкл с выступом 32 штока 33 ста-ционарно установленного на раме 7 цнлнндра 31. Клеенаносящее устройство 34 с двумя зкструдерами 35 и соплами 36 выполнено подвижным и установлено. . над перекладчиком 8 вдоль его оси на каретке 37, которая снабжена поперечным суппортом 38 с установленными на нем винтовым механизмом 39 для подъема ссйтел, червячньол механизмом 40 для поворота сопел, механизмом 42, копирующим профиль пиломатериалов и расположенными внутри него со смещением между собой соплами 36, которые соединены с экструдерами 35 гибкими шлангами 41. В экструдерах 35 клеенаносящего устройства 34 размещают разные виды клея, каждый из сохраняет свои свойства длительное время, однако при соединении и одновременном контакте с нагретой кромкой клеи быстро отверждаются. Механизм 42, копирующий профиль пиломатериалов, выполнен в виде установленных на поперечном суппорте 38 роликов 43 и 44, один из KOTOptjx смонтирован-стационарно, а другой (44) подпружинен и снабжен винтовым устройством 45 для перемещения. Копирующий механизм 42 с помощью попереч ного суппорта и роликов позволяет независимо от кривизны пиломатериалов наносить клей на их кромку на одинаковом расстоянии от ее края. Устройство 48 для нагрева кромок пиломатериалов размещено внутри секционного толкателя 47 для силовой подачи пиломатериалов, который установлен между перекладчиком 8 и прессе) 59. Секции толкателя 47 установлены на суппортах 49 и приводятся в действие от индивидуальных силовых цилиндров 51 через соответствующие реечно-зубчатые механи зквл 50. В исходном положении - секционный толкатель 47 находа1тся под козырьком 52. В раму 7 между прессом 59 и секционньзм толкателем 47 смонтирован подъемный решетчатый стол 53, предназначенный для приема намазанной белеем заготовки из перекладчика 8. В верхнем положении решетчатьШ стол 53 находится на уровне козырька 52, образуя его продолжение, а в нижнем - встраивается в раму 7, ниже ее базовой поверхности. При приклеивании очередной заготовки к щиту работают все секции толкателя 47. При этом секционный толкатель 47 не доход т до прижимных роликов 54 и не выбирает полностью свой ход. После окончания приклеивания очередной заготовки к щиту в проталкивании щита к суппортной пиле 75 участ,вуюТ только три секции толкателя 47
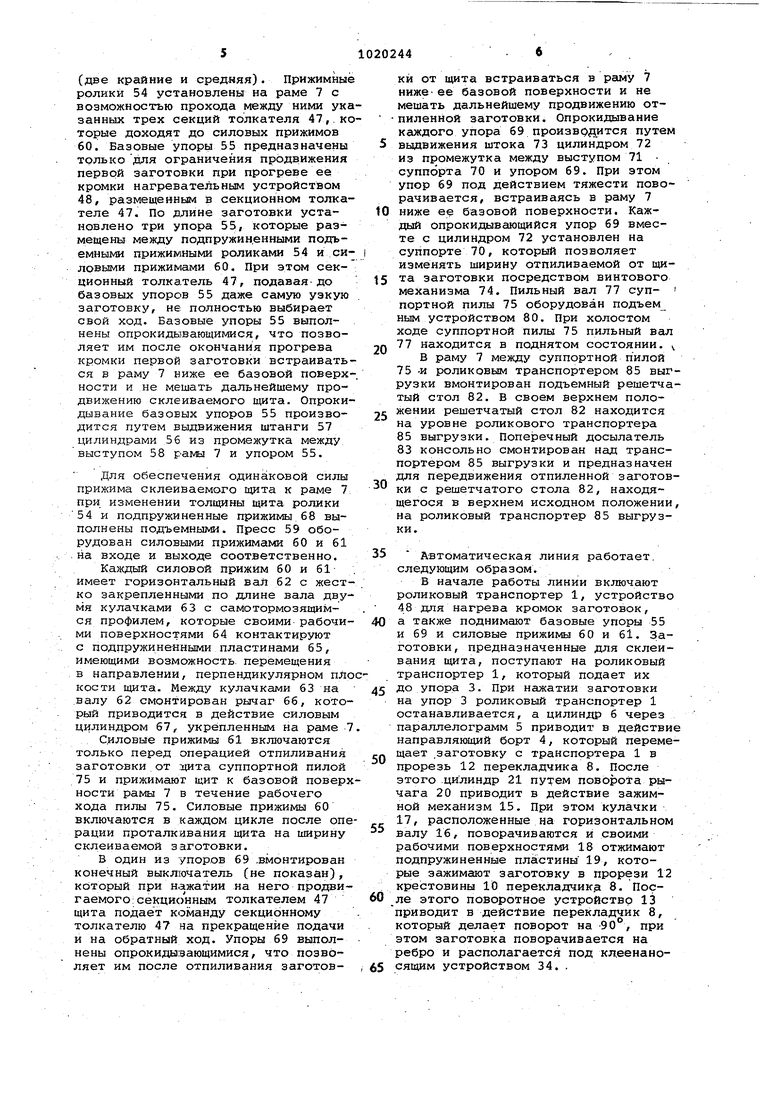
(две крайние и средняя). Прижимные ролики 54 установлены на раме 7 с возможностью прохода между ними указанных трех секций толкателя 47,.которые доходят до силовых прижимов 60. Базовые упоры 55 предназначены только для ограничения продвижения первой заготовки при прогреве ее кромки нагревательным устройством 48, размещенным в секционном толкателе 47. По длине заготовки установлено три упора 55, которые размещены между подпружиненными подъемны ш прижимными роликами 54 и силовыми прижимами 60. При этом секционный толкатель 47, подавая-до базовых упоров 55 даже самую узкую заготовку, не полностью выбирает свой ход. Базовые упоры 55 выполнены опрокидывающимися, что позволяет им после окончания прогрева кромки первой заготовки встраиваться в раму 7 киже ее базовой поверхности и не мешать дальнейшему продвижению склеиваемого щита. Опрокидывание базовых упоров 55 производится путем выдвижения штанги 57 цилиндрами 56 из промежутка между, выступом 58 рамы 7 и упором 55.
Для обеспечения одинаковой силы прижима склеиваемого к раме 7. при изменении толщины щита ролики 54 и подпружиненные прижимы 68 выполнены подъемными. Пресс 59 оборудован силовыми прижимами 60 и 61 на входе и выходе соответственно.
Каждый силовой прижим 60 и 61 имеет горизонтальный ваЛ 62 с жестко закрепленными по длине вала двумя кулачками 63 с самотормозящимся профилем, которые своими рабочими поверхностями 64 контактируют с подпружиненными пластинами 65, имеющими возможность перемещения в направлении, перпендикулярном плокости щита. Между кулачками 63 на валу 62 смонтирован рычаг 66, который приводится в действие силовым цилиндром 67, укрепленным на раме 7
С.иловые прижимы 61 включаются только перед операцией отпиливания заготовки от дата суппортной пилой 75 и прижимают щит к базовой поверхности рамы 7 в течение рабочего хода пилы 75. Силовые прижимы 60 включаются в каждом цикле после операции проталкивания щита на ширину склеиваемой заготовки.
В один из упоров 69 .вмонтирован конечный выключатель (не показан), который при нажатии на него продвигаемого секционным толкателем 47 щита подает команду секционному толкателю 47 на прекращение подачи и на обратный ход. Упоры 69 выполнены опрокидывающимися, что позволяет им после отпиливания заготовкй от щита встраиваться в раму 7 ниже-ее базовой поверхности и не мешать дальнейшему продвижению от -пиленной заготовки. Опрокидывание
каждого упора 69 производится путем 5 вьщвижения штока 73 цилиндром 72 из промежутка между выступом 71 суппорта 70 и упором 69. При этом упор 69 под действием тяжести поворачивается, встраиваясь в раму 7
0 ниже ее базовой поверхности. Каждый опрокидалвающийся упор 69 вместе с цилиндром 72 установлен на суппорте 70, который позволяет изменять ширину отпиливаемой от щита заготовки посредством винтового механизма 74. Пильный вал 77 суп- портной пилы 75 оборудован подъем ным устройством 80, При холостом ходе суппортной пилы 75 пильный вал
п 77 находится в поднятом состоянии.
В раму 7 между суппортной пилой 75 -и роликовым транспортером 85 выгрузки вмонтирован подъемный решетчатый стол 82. В своем верхнем положении решетчатый стол 82 находится на уровне роликового транспортера 85 выгрузки. Поперечный досылатель 83 консольно смонтирован над транспортером 85 выгрузки и предназначен для передвижения отпиленной заготовки с решетчатого стола 82, находящегося в верхнем исходном положении, на роликовый транспортер 85 выгрузки.
5 Автоматическая линия работает, следующим образом.
В начале работы линии включают роликовый транспортер 1, устройство 48 для нагрева кромок заготовок,
0 а также поднимают базовые упоры 55 и 69 и силовые прижимы 60 и 61. Заготовки, предназначенные для склеивания щита, поступают на роликовый транспортер 1, который подает их
5 до упора 3. При нажатии заготовки на упор 3 роликовый транспортер 1 останавливается, а цилиндр 6 через параллелограмм 5 приводит в действие направляющий борт 4, который перемещает ,заготовку с транспортера 1 в
прорезь 12 перекладчика 8. После этого .цилиндр 21 путем поворота рычага 20 приводит в действие зажимной механизм 15. При этом кулачки 17, расположенные на горизонтальном
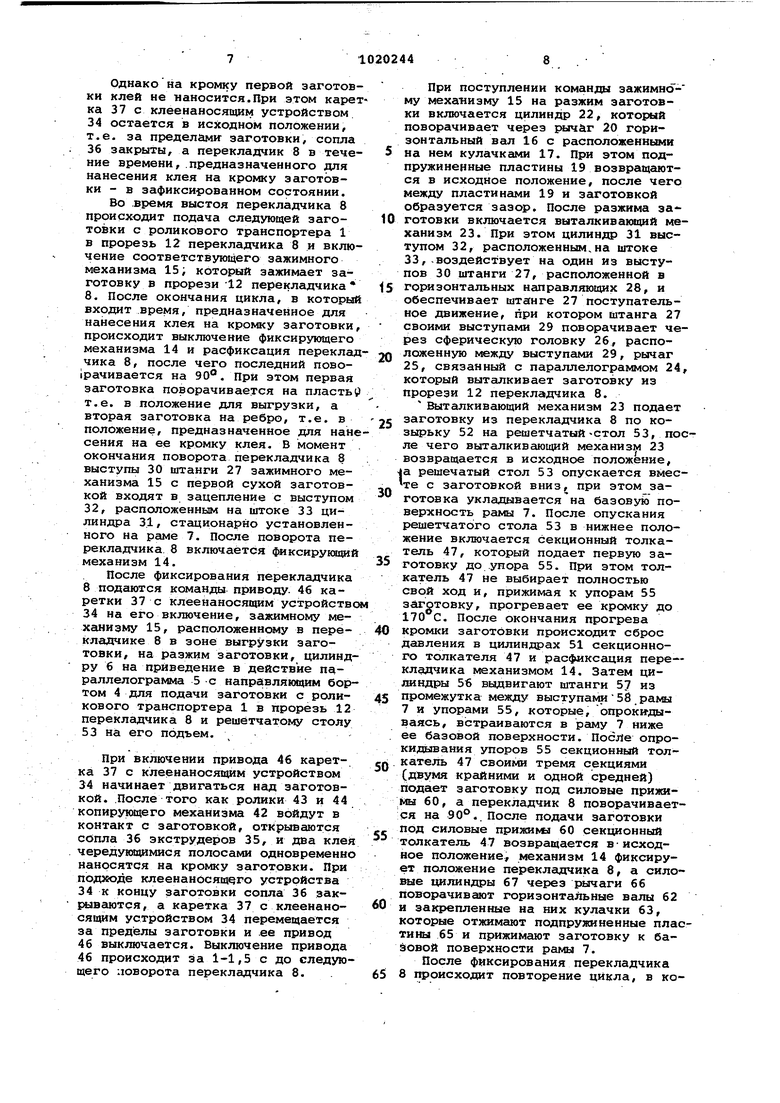
валу 16, поворачиваются и своими рабочими поверхностями 18 отжимают подпружиненные пластины 19, которые зажимают заготовку в прорези 12 крестовины 10 перекладчик.а 8. После этого поворотное устройство 13 приводит в действие перекладчик 8, который делает поворот на -90°, при этом заготовка поворачивается на ребро и располагается под кдеенаносящим устройством 34.. Однако tia кромку первой заготов ки клей не наносится.При этом каре ка 37 с клеенаносящим устройством 34 остается в исходном положении, т.е. за пределами- заготовки, сопла 36 закрыты, а перекладчик 8 в тече ние времени, .предназначенного для нанесения клея на кромку заготовки - в зафиксированном состоянии. Во .время выстоя перекладчика 8 происходит подача следующей заготовки с роликового транспортера 1 в прорезь 12 перекладчика 8 и вклю чение соответствующего зажимного механизма 15; который зажимает заготовку в прорези -12 перекладчика 8. После окончания цикла, в которы входит время, предназначенное для нанесения клея на кромку заготовки происходит выключение фиксирующего механизма 14 и расфиксация перекла чика 8, после чего последний поворачивается на 90°. При этом первая заготовка поворачивается на пласть т.е. в положение для выгрузки, а вторая заготовка на ребро, т.е. в положение, предназначенное для нан сения на ее кромку клея. В момент окончания поворота перекладчика 8 выступы 30 штанги 27 зажимного механизма 15 с первой сухой заготовкой входят в зацепление с выступом 32, расположенным на штоке 33 цилиндра 31, стационарно установленного на pcUvie 7. После поворота перекладчика 8 включается фиксирующий механизм 14. После фиксирования перекладчика 8 подаются команды приводу. 46 каретки 37 с клеенаносящим устройств 34 на его включение, зажимному механизму 15, расположеннса 1у в перекладчике 8 в зоне выгрузки заготовки, на разжим заготовки, цилинд ру 6 на приведение в действие параллелограмма 5 с направляюошм бор том 4 для подачи заготовки с роликового транспортера 1 в прорезь 12 перекладчика 8 и решётчатому столу 53 на его подъем. При включении привода 46 каретка 37 с клеенаносяйшм устройством 34 начинает двигаться над заготовкой. .После-того как ролики 43 и 44 копирующего механизма 42 войдут в контакт с заготовкой, открывшотся сопла 36 экструдеров 35, и два клея чередую1дамися полосами одновременно наносятся на кромку заготовки. При подходе клаенаносящ го устройства 34 к концу заготовки сопла 36 закрываются, а каретка 37 с клеенаносящим устройством 34 перемещается за пределы заготовки и .ее привод 46 выключается. Выключение привода 46 происходит за 1-1,5 с до след5 щего ловорота перекладчика 8. При поступлении команды зажимному мехат1изму 15 на разжим заготовки включается цилиндр 22, который поворачивает через 20 горизонтальный вал 16 с расположенными на нем кулачками 17. При этом подпружиненные пластины 19 возвращаются в исходное положение, после чего между пластинами 19 и заготовкой образуется зазор. После разжима за готовки включается выталкивакяций механизм 23. При этом цилиндр 31 выступом 32, расположенным.на штоке 33,-воздействует на один из выступов 30 штанги 27, расположенной в горизонтальных направляющих 28, и обеспечивает штанге 27 поступательное движение, при котором штанга 27 своими выступами 29 поворачивает через сферическую головку 26, расположенную между выступами 29, рычаг 25, связанный с параллелограммом 24, который выталкивает заготовку из прорези 12 перекладчика 8. Выталкивающий механизм 23 подает заготовку из перекладчика 8 по козырьку 52 на решетчатыйСТОЛ 53, после чего выталкиваю1дай механизм 23 возвращается в исходное положение, а решечатый стол 53 опускается вмесе с заготовкой вниз, при этом заготовка укладываетсяна базовую поверхность рамы 7. После опускания решетчатого стола 53 в нижнее положение включается секционный толкатель 47, который подает первую заготовку до упора 55. При этом толкатель 47 не выбирает полностью свой ход и, прижимая к упорам 55 заготовку, прогревает ее кромку до 170 С. После окончания прогрева кромки заготовки происходит сброс давления в цилиндрах 51 секционного толкателя 47 и расфиксация пере- кладчика механизмом 14. Затем цилиндры 56 выдвигают штанги 57 из промежутка между выступаш 58 рамы 7и упорами 55, которые, опрокидываясь, встраиваются в раму 7 ниже ее базовой поверхности. После опрокидывания упоров 55 секционный толкатель 47 своими тремя секциями (двумя крайними и одной средней) подает заготовку под силовые призетмы 60, а перекладчик 8 поворачивается на 90°.. После подачи заготовки под силовые прижимл 60 секционный толкатель 47 возвращается в-исходное положение, механизм 14 фиксирует положение перекладчика 8, а силовые цилиндры 67 через рычаги 66 поворачивают горизонтальные валы 62 и закрепленные на них кулачки 63, которые отжимают подпружиненные пластины 65 и прижимают заготовку к базовой поверхности рамы 7. После фиксирования перекладчика 8происходит повторение цикла, в котором одновременно включается привод 46 каретки с клеенаносящим устройством 34, наносящее клей на кромку заготовки, зажимЛоК механизм 15, расположенный в перекладчике в зоне выгрузки заготовки, разжимает заготовку, цилиндр € приводит в действие параллелограмм . 5 с направляющим бортом 4, который подает заготовку с роликового транспорт,ера 1 в прорезь 12 перекладчика, а решетчатый стол 53 поднимается в верхнее исходное положение.
После разжима заготовки выталкивающий механизм 23 подает заготовку с нанесенным на ее кромку клеем из перекладчика 8 по козырьку 52 на решетчатый стол 53. После опускания стола 53 в нижнее положение, укладывания заготовки на базовую поверхность рамы 7 и возвращения выталкивающего механизма 23 в исходное положение секционный толкатель 47 подает заготовку под прижимные ролики 54 и приж-имает ее кромкой., на которую нанесен клей к нагретой до 170°С кромке предыдущей заготовки, прижатой силовыми прижимами 60 к базовой поверхности рамы 7. При это одновременно происходит склеивание заготовок по их кромкам и прогрев сухой кромки приклеийаемой заготовки до 170°С нагревательным устройством 48, расположенным в секционном
.толкателе 47.
После окончания приклеивания заготовки к предыдущей заготовке ПРО исходит сброс давления в цилиндрах 51 секционного толкателя 47, расфиксация перэкладчика 8 и подъем силовых прижимов 60. Секционный толкатель 47 своими тремя секциями проталкивает склеенные заготовки вперед по базовой поверхности рамы 7. При этом толкатель 47 полностью выбирает свой ход, приклеенная заготовка располагается под силовыми прижимами 6.0, а первая заготовка в склеенном щите - поД подпружиненными подъемн)ами прижимами 68. После этого силовыа прижи№а 60 опускаются и своими пластинами 65 прижимают приклеенную заготовку к базовой поверхности рамы 7.
Таким образом, склеивается непрерывный щит, который продвигается секционным толкателем 47 к опрокидывающемуся упору 69. При нажатии на упор 69 передней кромкой щита включаются с:ил6вые прижимы 61, которые своими пластинами 65 прижимают щит к базовой поверхности рамы 7.. .
После опускания прижима 61 и при наличии нажатого упора 69 включаются электродвигатель 78 суппортной пилы, устройство 80 для опускания пильного вала и вентилятор (не показан) устройства 81 для сбора и удаления опилок. После опускания пильного вала 77 включается привод 76 передвижения суппортной пилы 75. В процессе передвижения;суппортной пилы подпружиненные ролики 79, смонтированные на ней, прижимаютотпиливаемую от щита заготовку к базовой поверхности рамы 7.
Отпилив от щита заданной ширины заготовку, суппортная пила 75 выходит за 6oKOBbie габариты щита, после чего выключаются ее привод 76, электродвигатель 78 и через некоторую временную задержку (3-4 с) вентилятор устройства 81 для сбора и удаления опилок, а также цилиндр 72 опрокидывающегося упора 69, который после выдвижения цилиндром 72 штанги 73 встраивается в раму 7- После встраивания, упора 69 в раму 7.выключаются силовые прижимы 61, цилиндры.67 поворачивают через рычаги 66 горизонтальные валы 62 с кулачками 63, а подпружиненные пластины 65 поднимаются вверх. После остановки суппортной пилы 75 включается устройство 80 для подъема пильного вала, а также временная задержка, после окончания которой происходит включение привода 76 для возврата пилы 75 в исходное положение.
Перед возвращением пилы 75 в исходное положение секционный толкатель 47 после приклеивания к задней кромке щита очередной заготовки и подъема силовых прижимов 60 проталкивает щит по базовой поверхности рамы 7 на ширину приклеенной заготовки. Одновременно щит продвигает вперед отпиленную заготовку в зону подъемного решетчатого стола 82. После продвижения 1дата секционный толкатель возвращается в исходное положение, включается силовой прижим 60, который прижимает приклеенную к щиту заготовку к базовой поверхности рамы 7. Цикл подачи следующей заготовки в зону склеивания автоматически повторяется.
После продвижения отпиленной заготовки в зону подъемного решетчатого стола 82 поперечный досылатель 83. выдвигает свой захват84, затем решетчатый стол 82 поднимает отпиленную заготовку в верхнее положение. Включается транспортер 85, и поперечный досылатель 83 своим захватом 84 перемещает отпиленную заготовку с решетчатогостола. 82 . на роликовый транспортер 85 выгрузки, крторый подает заготовку за пределы линии. После перемещения заготовки на трайспортер 85 выгрузки решетчатый стол 82 опускается. Для возврата суппортной пилы 75 в исходное положение необходим свободный проход, поэтому временная задержка
на возврат суппортной пилы должна заканчиваться после опускания решетчатого, стола 82 в нижнее положение, nocjte окончания временной задержки включается .привод 76 суппортной пилы 75, которая, совершая холостой ход, возвращается в исходное положение. После возврата пилы 75 в исходное положение выключается привод 76 и поднимаются в верхнее рабочее положение опрокида1ваю&)иеся упоры 69 Холостой ход суппснзтной пилы 75 заканчивается до операщ и проталкивания щита секционным толкателем 47. При продвижении щита секционным толкателем 47 щит нажимает своей передней кромкой на опрокидывающийся упор 69, при этом на щит опускаются силовые прижимы 60 и 61, а толкатель 47 возвращается в исходное положение. После опускания прижима 61 и при наличии нажатого упора 69 включается электродвигатель 78 суппортной пилы, устройство 80 для опускания пильного вала, вентилятор устройства 81 для сбора и удаления опилок и пила 75 совершают рабочий ход, отпиливая от щита заголовку. Лалее цикл автоматически повторяется. /
При изменении ширины заготовок, поступающих на склеивание, с помощью винтового механизма 39 для подъема сопел устанавливается заданное расстояние от сопел 36 до кромки заготовки, удерживаемой зажимцым механизмом 15 перекладчика 8. Для обеспечения одинаковых условий нанесения клеев на кромку 3aroTjOBOK расстояние от сопел 36 до кромки должно быть одинаковым независимо от ширины заготовки.
При изменении толщины заготовок, поступакйдих для склеивания необходимо с помощью устройства 45 дл перемещения установить зазор между роликами 43 и 44 копирующего профили заготовок механизма 42, равный новой толщине заготовки, с помощью чер-
вячНого кюханизма 40 для поворота ,сопел установить необходимое расстояние между полосами, наносимых на кромку заготовки клеев, установить рабочий зазор между подъемники подпружиненньоуш прижимными ролик ант 54, а также подпружиненньми подъш 1HbDviH прижиьюми 68 и базовой поверхностью рамл 7, обеспечивающий отсутствие смятия дфевесины роликами
и. гарантированное прижатие щита к базовой поверхности рамы 7, установить рабочий зазор между подьемнымя прижимными роликами 79 суппортной пилы 75 и базовой поверхностью рамы 7, обеспечиваюй 1й отсутствие смятия д:ц евесин а отпиливаемой от 1ф1та заготовки и ее гарантированное прижатие к базовой поверхности рамы 7 в течение рабочего хода суппортной пилы 75.
При изменении ширины отпиливae 4Oй от щита заготовки с врнтового механизма 74 привод ят в движение суппорт 70 с установленным на нем опрокидываювд1мся упором 69, находяофсмся в рабочем положении, и устанавливают заданное расстояние от диска пилы до опрокидывающего упора 69, равное ширине отпиливаемой
заготовки.
Предлагаемая линия для склеивания пиломатериалов по ширине обеспечивает склеивание по ширине в непре1%1вный щит заготовок длиной до 6 м, уменьшает занимаемые площади, массу
линии и энергоемкость, повышает производительность и снижает трудозатраты.0-6
21
П W
15
J
iMlVAh
Фиг./
4i
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для склеиваниядЕРЕВяННыХ СТРОиТЕльНыХ КОНСТРуКций | 1980 |
|
SU852562A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| Способ склеивания пиломатериалов немерной длины и устройство для его осуществления | 1989 |
|
SU1668145A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЩИТОВfimn V-- " ; ФУЛй ^ •- ^-• | 1972 |
|
SU424712A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Линия сращивания древесины по сечению | 1990 |
|
SU1784456A1 |
| Гвоздезабивной станок для изготовления щитов | 1986 |
|
SU1412951A1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Автоматическая поточная линия сращивания пиломатериалов по длине | 1989 |
|
SU1678611A1 |

1. ЛИНИЯ ДЛЯ CiOIEHBAHHH ПИЛОМАТЕРИАЛОВ ПО ШИРИНЕ, включающая раму, подающий роликовый транспортер, устройство для нагрева кромок пиломатериалов, клеенаносящёе устройство в виде экструдеров с соплами, именяцими узлы их подъема и поворота, перекладчик, секционный толкатель, пресс с силовьши прижимами на входе и выходе и расположен.ными между ними подпружиненными прижимами, базовые упоры, расположенные 8а прессом, суппортную пилу с узлом подъема и опускания и прижимными роликс1ми, поперечный досылатель и роликовый транспортер выг. рузки отличающаяся тем, что, с целью повшоения производительности и качества склеивания. I ,,.,,. w ;;::;.- if t-AS;;-,- 4J- ,,,J- С v.i ; tjip|§§|55: i J перекладчик выполнен в виде горизонтального вала с жестко закрепленными на нем крестовинами с прорезями, которые снабжены зажимжши и выталкивакяцими механизмами, устройство для нагрева кромокпиломатериалов размещено внутри секционного .толкателя, причем последний устаноззлен между перекладчиком и прессом, клеенаносящёе устройство выполнено на каретке и установлено над перекладчиком вдоль его продольной оси,, при этом каретка снабжена поперечным суппортом с копирующим механизмом, а рама снабжена подъемными решетчатыми столами, которале разме- . щены между прессом и секционным тол- j кателем и между суппортной пилой и роликовым транспортером выгрузки. 2.Линия по п. 1, отличающая с я тем, что каждый зажимной механизм перекладчика выполнен в виде горизонтального вала с жестко закрепленными кулачками и подпружиненными пластинами. 3.Линия по п. 1, о т.л и к а ющ а я с я тем, что каждый выталкивающий механизм перекладчика выполнен в виде штанги с выступами и смонтированного в прорезях крестовин шарнирного пара.ллелограмма. 4.Линия по п. 1, о т л и ч а ющ а я с я тем, что копирующий механизм выполнен в виде установлен,ных на поперечном суппорте роли- ков, один из которых смонтирован ;стационарн 1, а другой подпружинен /и снабжен винтовым устройством для перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Силаев AT Б | |||
| исследование закона распределения давления склеивания по долине клеевой кромки заготовок при склеивании щитов на фрикционном прессе | |||
| Научные труды МЛТИ, 1972, 42, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия сращивания пиломатериалов по ширине | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| 00.000 | |||
| .РЭ, М., ВНИИДМЙМ, 1974 (прототип), | |||
